负极成型卷绕一体机的制作方法
本技术涉及电芯卷绕机,具体为负极成型卷绕一体机。
背景技术:
1、锂离子电池是一种多次充电电池,它主要依靠锂离子在正极和负极之间移动来完成充放电工作。锂离子电池在生产过程中,电池极片需要进行卷绕形成电池的电芯。如申请号cn202111075394.3公开了一种自动卷绕机,人机界面可活动安装在机架上,正极生产装置包括上隔膜放卷机构和正极供给机构,上隔膜放卷机构用于放置上隔膜;负极输送装置安装在安装面板上,负极生产装置包括复合隔膜放卷机构、锂带放卷机构、复合钢网放卷机构和下隔膜放卷机构。
2、类似于上述一种自动卷绕机目前还存在以下不足:上述装置通过将正极输送装置与负极输送装置能够直接将正极片以及负极片分别输送至卷绕机构进行卷绕,但是,在对负极片进行成型后卷绕机时,通过单层锂带制片,易导致负极片较薄,从而使负极片容量由于锂带材料的厚度限制而导致容量有限,并且给在卷绕时导致负极片发生崩裂。
3、于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出负极成型卷绕一体机,以达到更具有实用价值的目的。
技术实现思路
1、本实用新型的目的在于提供负极成型卷绕一体机,以解决上述背景技术中提出防止负极片崩裂的问题。
2、为实现上述目的,本实用新型提供如下技术方案:负极成型卷绕一体机,包括负极制片机、上料机构和卷绕机,所述上料机构安装在负极制片机的上端面,所述负极制片机的一侧安装有卷绕机,且卷绕机安装有两组,所述上料机构包括第一锂带上料盘和第二锂带上料盘,所述第一锂带上料盘的上方安装有负极片输送带,且负极片输送带的一侧安装有第二锂带上料盘,所述第一锂带上料盘的一侧安装有极耳放卷盘,且极耳放卷盘的下方安装有极耳铆接组件,且极耳铆接组件的一侧安装有贴胶组件,所述贴胶组件的上方安装有纠偏组件,所述上料机构中第一锂带上料盘和第二锂带上料盘的一侧安装有清洁辊组,且极耳铆接组件和贴胶组件的中部分别安装有铆接气缸和贴胶气缸,所述纠偏组件包括第一锂带纠偏和第二锂带纠偏。
3、进一步的,所述铆接气缸的输出端安装有铆接压板,且铆接压板的下方安装有负极带导轨,所述铆接气缸与铆接压板动力连接,所述贴胶气缸的输出端安装有高温胶辊,所述高温胶辊的内侧安装有加热仓,所述贴胶气缸与高温胶辊动力连接,所述加热仓的内侧安装有电热丝,所述第一锂带纠偏安装在第二锂带纠偏的上方,所述第一锂带纠偏的一侧有第一纠偏气缸,所述第二锂带纠偏的一侧安装有第二纠偏气缸。
4、进一步的,所述上料机构的一侧设置有复合机构,且复合机构远离上料机构的一侧设置有加压机构,所述加压机构远离复合机构的一侧设置有裁剪机构,且裁剪机构远离加压机构的一侧设置有出料机构,所述复合机构包括复合气缸和极片极耳压合导柱层板,且极片极耳压合导柱层板安装在复合气缸的下方,所述加压机构包括加压气缸和加压台,所述加压气缸的下方设置有加压台,所述裁剪机构包括剪切气缸、刀具和剪切台,所述剪切气缸的输出端设置有刀具,且刀具的下方设置有剪切台,所述出料机构包括下料气缸和挡板,所述下料气缸的输出端设置有挡板。
5、进一步的,所述负极制片机的内腔设置有气泵,且气泵均通过气管与上料机构、复合机构、加压机构、裁剪机构和出料机构中的气缸构成连通结构。
6、进一步的,所述负极制片机、卷绕机、复合机构、加压机构、裁剪机构和出料机构构成电性连接,所述负极制片机的上方设置有负极张力辊。
7、进一步的,所述负极制片机与卷绕机之间通过负极片输送带连接,且负极制片机的出料口与卷绕机的进料口处于同一位置,所述负极制片机与卷绕机电性连接。
8、与现有技术相比,本实用新型的有益效果是:该负极制片机通过上料机构中的上锂带上料盘和下锂带上料盘能够实现双层锂带覆盖,增加制片机制片的厚度,从而避免在卷绕负极片时,导致锂带层之间的空间发生变化,而造成负极片断裂的情况发生;
9、通过上料机构中的上锂带上料盘和下锂带上料盘对负极进行锂带贴合,实现双层锂带覆盖,在通过输送带运输到极耳铆接组件、贴胶组件和规正组件的下方,从而对锂带依次进行铆接、贴高温胶、纠偏,并且在进行贴合时通过清洁辊组对锂带进行清理,增加负极片容量的同时,减少不良品的产生,而后对负极片进行卷绕,从而实现负极片成型卷绕一体化操作。
技术特征:
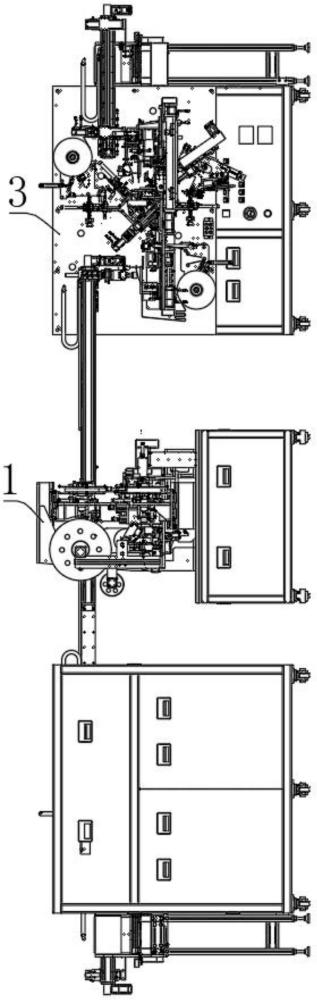
1.负极成型卷绕一体机,包括负极制片机(1)、上料机构(2)和卷绕机(3),其特征在于:所述上料机构(2)安装在负极制片机(1)的上端面,所述负极制片机(1)的一侧安装有卷绕机(3),且卷绕机(3)安装有两组,所述上料机构(2)包括第一锂带上料盘(201)和第二锂带上料盘(202),所述第一锂带上料盘(201)的上方安装有负极片输送带(203),且负极片输送带(203)的一侧安装有第二锂带上料盘(202),所述第一锂带上料盘(201)的一侧安装有极耳放卷盘(204),且极耳放卷盘(204)的下方安装有极耳铆接组件(205),且极耳铆接组件(205)的一侧安装有贴胶组件(206),所述贴胶组件(206)的上方安装有纠偏组件(207),所述上料机构(2)中第一锂带上料盘(201)和第二锂带上料盘(202)的一侧安装有清洁辊组(208),且极耳铆接组件(205)和贴胶组件(206)的中部分别安装有铆接气缸(2051)和贴胶气缸(2061),所述纠偏组件(207)包括第一锂带纠偏(2071)和第二锂带纠偏(2072)。
2.根据权利要求1所述的负极成型卷绕一体机,其特征在于:所述铆接气缸(2051)的输出端安装有铆接压板(2052),且铆接压板(2052)的下方安装有负极带导轨(2053),所述铆接气缸(2051)与铆接压板(2052)动力连接,所述贴胶气缸(2061)的输出端安装有高温胶辊,所述高温胶辊的内侧安装有加热仓,所述贴胶气缸(2061)与高温胶辊动力连接,所述加热仓的内侧安装有电热丝,所述第一锂带纠偏(2071)安装在第二锂带纠偏(2072)的上方,所述第一锂带纠偏(2071)的一侧有第一纠偏气缸(2073),所述第二锂带纠偏(2072)的一侧安装有第二纠偏气缸(2074)。
3.根据权利要求1所述的负极成型卷绕一体机,其特征在于:所述上料机构(2)的一侧设置有复合机构(4),且复合机构(4)远离上料机构(2)的一侧设置有加压机构(5),所述加压机构(5)远离复合机构(4)的一侧设置有裁剪机构(6),且裁剪机构(6)远离加压机构(5)的一侧设置有出料机构(7),所述复合机构(4)包括复合气缸(401)和极片极耳压合导柱层板,且极片极耳压合导柱层板安装在复合气缸(401)的下方,所述加压机构(5)包括加压气缸(501)和加压台,所述加压气缸(501)的下方设置有加压台,所述裁剪机构(6)包括剪切气缸(601)、刀具和剪切台,所述剪切气缸(601)的输出端设置有刀具,且刀具的下方设置有剪切台,所述出料机构(7)包括下料气缸(701)和挡板,所述下料气缸(701)的输出端设置有挡板。
4.根据权利要求3所述的负极成型卷绕一体机,其特征在于:所述负极制片机(1)的内腔设置有气泵(8),且气泵(8)均通过气管与上料机构(2)、复合机构(4)、加压机构(5)、裁剪机构(6)和出料机构(7)中的气缸构成连通结构。
5.根据权利要求1所述的负极成型卷绕一体机,其特征在于:所述负极制片机(1)、卷绕机(3)、复合机构(4)、加压机构(5)、裁剪机构(6)和出料机构(7)构成电性连接,所述负极制片机(1)的上方设置有负极张力辊。
6.根据权利要求1所述的负极成型卷绕一体机,其特征在于:所述负极制片机(1)与卷绕机(3)之间通过负极片输送带(203)连接,且负极制片机(1)的出料口与卷绕机(3)的进料口处于同一位置,所述负极制片机(1)与卷绕机(3)电性连接。
技术总结
本技术公开了负极成型卷绕一体机,包括负极制片机、上料机构和卷绕机,所述上料机构安装在负极制片机的上端面,所述负极制片机的一侧安装有卷绕机,且卷绕机安装有两组,所述上料机构的一侧设置有复合机构,且复合机构的一侧设置有加压机构,所述加压机构的一侧设置有裁剪机构,且裁剪机构的一侧设置有出料机构,所述上料机构包括上锂带上料盘、下锂带上料盘、输送带、极耳放卷盘、极耳铆接组件、贴胶组件、规正组件和清洁辊组。该负极制片机装置通过上料机构中的上锂带上料盘和下锂带上料盘能够实现双层锂带覆盖,增加制片机制片的厚度,从而避免在卷绕负极片时,导致锂带层之间的空间发生变化,而造成负极片断裂的情况发生。
技术研发人员:马鹏江,彭成德
受保护的技术使用者:深圳市鸿德机电科技有限公司
技术研发日:20230824
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!