正极组件及圆柱电池的制作方法
本技术涉及电池,尤其是涉及一种正极组件及圆柱电池。
背景技术:
1、随着新能源技术的不断发展,人们对电池安全性的关注度越来越高,现阶段的单通结构的铝壳圆柱电池正极常采用与壳体穿透焊接的方式引出。但由于穿透焊接的方式极易发生虚焊或者过焊,过焊会烧伤内部卷芯,虚焊则会使过流不够,引起温升大的问题,导致电池不良率增加。
2、因此,急需提供一种正极组件及圆柱电池,以在一定程度上解决现有技术中存在的问题。
技术实现思路
1、本实用新型的目的在于提供一种正极组件及圆柱电池,以在一定程度上解决现阶段集流盘与壳体采用穿透焊的方式,导致易出现虚焊或过焊,造成电池不良率增加的问题。
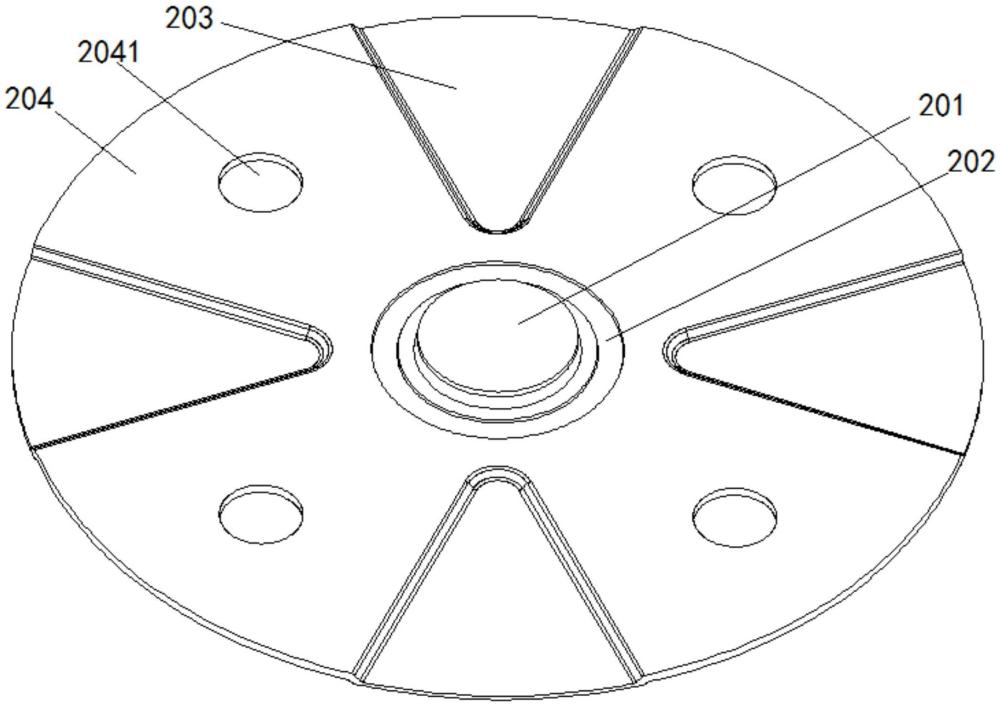
2、本实用新型提供的一种正极组件,包括壳体和集流盘;所述壳体的一端形成有封口部,以使所述壳体的截面呈u形;所述集流盘设置于所述壳体内,所述封口部上形成有焊接穿孔,所述集流盘上对应所述焊接穿孔的位置形成有焊接凸部,所述焊接凸部能够穿过所述焊接穿孔,且所述焊接凸部穿过所述焊接穿孔后,所述焊接凸部的端面与所述封口部背离所述壳体的一侧位于同一平面。
3、其中,所述集流盘上形成有收容凹部,所述收容凹部呈环状,且围绕所述焊接凸部设置。
4、具体地,所述焊接凸部的水平段的厚度大于所述焊接凸部的过渡段的厚度以及所述集流盘的厚度。
5、进一步地,所述过渡段的外壁面呈倾斜设置,以使所述焊接凸部呈圆台状结构,所述焊接穿孔的内壁面呈倾斜设置,且所述焊接穿孔的内壁面的倾角与所述过渡段的外壁面的倾角一致。
6、其中,所述集流盘上形成有焊接凹部,所述焊接凹部向远离所述封口部的方向凹陷。
7、具体地,所述焊接凹部的数量为多个,且多个所述焊接凹部沿所述焊接凸部的周向均布,以使所述集流盘上间隔形成装配部;当所述焊接凸部插入所述焊接穿孔后,所述装配部能够与所述封口部朝向所述壳体的一侧相抵接。
8、进一步地,所述装配部上形成有过液孔。
9、更进一步地,所述焊接凹部的厚度小于所述装配部的厚度。
10、更进一步地,所述焊接凸部的凸出尺寸与所述装配部的厚度和所述封口部的厚度之和一致。
11、相对于现有技术,本实用新型提供的正极组件具有以下优势:
12、本实用新型提供的正极组件,包括壳体和集流盘;壳体的一端形成有封口部,以使壳体的截面呈u形;集流盘设置于壳体内,封口部上形成有焊接穿孔,集流盘上对应焊接穿孔的位置形成有焊接凸部,焊接凸部能够穿过焊接穿孔,且焊接凸部穿过焊接穿孔后,焊接凸部的端面与封口部背离壳体的一侧位于同一平面。
13、由此分析可知,通过使壳体的一端形成封口部能够使壳体的截面呈u形,从而能够稳定的对集流盘进行承载,而本申请通过在封口部上形成焊接穿孔,并在集流盘上对应焊接穿孔的位置形成焊接凸部,从而能够通过焊接穿孔对焊接凸部进行准确定位,使集流盘与封口部进行初步定位连接,而由于本申请中的焊接凸部的端面穿过焊接穿孔后能够与封口部背离壳体的一侧位于同一平面,因此,一方面能够使焊接凸部与封口部之间的焊接位置外露,另一方面,也能够在焊接后提高整体端面的平整度。
14、可以理解的是,本申请通过集流盘形成的焊接凸部穿过封口部形成的焊接穿孔,既能够提高焊接精度,也能够避免因采用穿透焊接的方式产生虚焊或过焊,导致电池不良率较高的问题。
15、此外,本实用新型还提供一种圆柱电池,包括负极组件、卷芯以及上述的正极组件;所述卷芯设置于所述壳体内,所述壳体远离所述封口部的一端形成有敞口部,所述负极组件与所述壳体相连接,且封盖于所述敞口部的一端;所述卷芯的正极极耳与所述正极组件相连接,所述卷芯的负极极耳与所述负极组件相连接。
16、采用本申请提供的正极组件的圆柱电池,由于正极组件中的壳体的一端形成有封口部,因此,另一端为敞口部,从而能够更好的区分正极和负极,使负极组件能够快速准确的与壳体进行安装。而通过负极组件能够将壳体的敞口部进行封闭,从而形成能够承载卷芯以及电解液的密封腔室,形成整体的圆柱电池。
17、相应地,采用本申请提供的正极组件的圆柱电池在正极处对集流盘和壳体的焊接由传统的穿透焊接转化成外露的对缝焊接,从而既能够提高焊接精度和准确度,也能够避免因穿透焊接产生过焊或虚焊,导致电池不良率提升的问题。
技术特征:
1.一种正极组件,其特征在于,包括壳体和集流盘;
2.根据权利要求1所述的正极组件,其特征在于,所述集流盘上形成有收容凹部,所述收容凹部呈环状,且围绕所述焊接凸部设置。
3.根据权利要求1所述的正极组件,其特征在于,所述焊接凸部的水平段的厚度大于所述焊接凸部的过渡段的厚度以及所述集流盘的厚度。
4.根据权利要求3所述的正极组件,其特征在于,所述过渡段的外壁面呈倾斜设置,以使所述焊接凸部呈圆台状结构,所述焊接穿孔的内壁面呈倾斜设置,且所述焊接穿孔的内壁面的倾角与所述过渡段的外壁面的倾角一致。
5.根据权利要求1所述的正极组件,其特征在于,所述集流盘上形成有焊接凹部,所述焊接凹部向远离所述封口部的方向凹陷。
6.根据权利要求5所述的正极组件,其特征在于,所述焊接凹部的数量为多个,且多个所述焊接凹部沿所述焊接凸部的周向均布,以使所述集流盘上间隔形成装配部;
7.根据权利要求6所述的正极组件,其特征在于,所述装配部上形成有过液孔。
8.根据权利要求6所述的正极组件,其特征在于,所述焊接凹部的厚度小于所述装配部的厚度。
9.根据权利要求6所述的正极组件,其特征在于,所述焊接凸部的凸出尺寸与所述装配部的厚度和所述封口部的厚度之和一致。
10.一种圆柱电池,其特征在于,包括负极组件、卷芯以及上述权利要求1-9中任一项所述的正极组件;
技术总结
本技术提供的一种正极组件及圆柱电池,涉及电池技术领域,以在一定程度上解决现阶段集流盘与壳体采用穿透焊的方式,导致易出现虚焊或过焊,造成电池不良率增加的问题。本技术提供的正极组件,包括壳体和集流盘;壳体的一端形成有封口部,以使壳体的截面呈U形;集流盘设置于壳体内,封口部上形成有焊接穿孔,集流盘上对应焊接穿孔的位置形成有焊接凸部,焊接凸部能够穿过焊接穿孔,且焊接凸部穿过焊接穿孔后,焊接凸部的端面与封口部背离壳体的一侧位于同一平面。
技术研发人员:吴世文,季林锋,杨亦双,杨庆亨
受保护的技术使用者:江苏中兴派能电池有限公司
技术研发日:20230926
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!