一种实心分割铝导体高压电缆制备方法与流程
本发明涉及高压电缆,具体涉及一种实心分割铝导体高压电缆制备方法。
背景技术:
1、在输电电缆领域,为了建设资源节约型社会,我国已形成了“以铝代铜”的社会共识,得到了国家工信部等管理部门及国家电网等主要用户的支持。铝作为一种可回收利用的金属,相对于铜而言更为丰富,有助于节约稀缺资源,促进行业的可持续发展。此外,铝具有较低的价格、密度更低、重量更轻的优势,特别适用于长距离输电。
2、然而,目前高压电缆中采用的普遍是2类绞合分割的铝导体作为线芯,存在以下一些问题:①机械强度较差,易折断;②接头处容易发生蠕变变形,导致导线接头处产生空隙,接头处电阻增大,产生大量热量,引起蠕变加剧,最终导线接头处可能熔断或者起火;③存在过载发热现象;④易发生电化学以及化学腐蚀。
技术实现思路
1、针对多股绞合的铝分割导体在接头处易发生蠕变变形和接头松弛的技术问题,本发明提供了一种实心分割铝导体高压电缆制备方法,能够避免多股绞合的铝分割导体在接头处发生蠕变变形和接头松弛的现象。
2、本发明通过下述技术方案实现:
3、本发明提供了一种实心分割铝导体高压电缆制备方法,包括以下步骤:
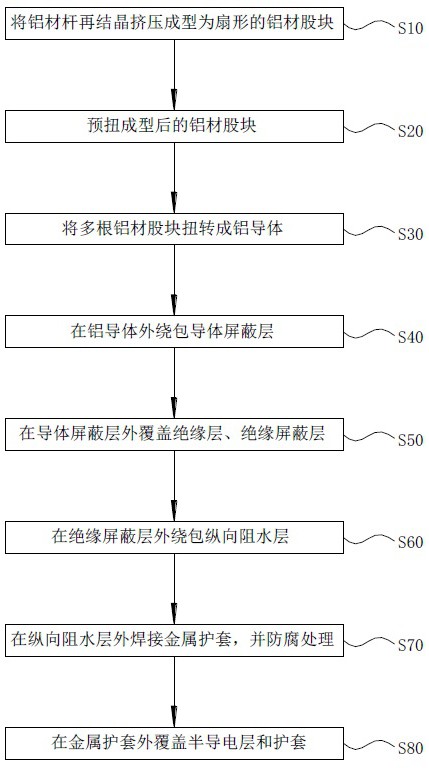
4、s10、将铝材杆再结晶挤压成型为扇形的铝材股块;
5、s20、预扭成型后的所述铝材股块;
6、s30、将多根所述铝材股块扭转成铝导体;
7、s40、在所述铝导体外绕包导体屏蔽层;
8、s50、在所述导体屏蔽层外依次覆盖绝缘层、绝缘屏蔽层,并同时将所述导体屏蔽层、所述绝缘层、所述绝缘屏蔽层挤压成型;
9、s60、在所述绝缘屏蔽层外绕包纵向阻水层;
10、s70、在所述纵向阻水层外焊接金属护套,并对所述金属护套进行防腐处理;
11、s80、在所述金属护套外覆盖半导电层和护套。
12、本发明提供的实心分割铝导体高压电缆制备方法,将多根铝材股块扭转成铝导体,并在铝导体外绕包导体屏蔽层,在导体屏蔽层外依次挤压覆盖绝缘层、绝缘屏蔽层,在绝缘屏蔽层外绕包纵向阻水层,在纵向阻水层外焊接金属护套,并对金属护套进行防腐处理,最后在金属护套外覆盖半导电层和护套,能够获得与铜芯高压电缆相近的电气参数的高压电缆,从而实现“以铝代铜”在高压交联电缆领域中的应用,相对于铜芯高压电缆,实现了高压电缆的轻量化,运输和敷设更便利,为电缆工程提供了新的性价比选择。
13、同时,本发明提供的实心分割铝导体高压电缆制备方法,先将铝材杆再结晶挤压成型为扇形的铝材股块,再预扭成型后的铝材股块,然后再将多根铝材股块扭转成铝导体,能够确保铝导体的稳定性,并且,在成型后的铝导体外还挤压成型有导体屏蔽层、绝缘层、绝缘屏蔽层,还焊接有金属护套,从而能够避免多股绞合的铝分割导体在接头处发生蠕变变形和接头松弛的现象。
14、具体而言,所述铝材杆再结晶挤压成型的步骤为:
15、s11、将铝材杆连续引拽进入旋转凹槽挤压轮中,使得铝材杆在旋转凹槽挤压轮的槽中受到径向挤压和摩擦,达到再结晶温度;
16、s12、将达到再结晶温度的铝材杆经扇形股块挤压模具中挤出成型;
17、s13、冷却并烘干成型后的铝材股块。
18、由此,获得结构稳定的铝材股块。
19、具体而言,s12中,挤压成型的温度为320~330℃,以确保铝材股块在再结晶温度下挤压成型。
20、具体而言,s20中,采用固定的放线盘、在分线盘中心采用压轮固定所述铝材股块,并通过预扭头与旋转牵引的旋转实现所述铝材股块的预扭;其中,预扭头与旋转牵引的旋转角度一致,且预扭的节距小于或等于成缆外径的40倍。
21、具体而言,s30中,所述铝材股块的成缆方向和所述铝材股块的预扭方向一致、所述铝材股块的成缆节距和所述铝材股块的预扭节距一致,以避免在成缆过程中影响线缆的结构稳定性。
22、具体而言,s50中,采用立塔干式交联流水线将所述导体屏蔽层、所述绝缘层、所述绝缘屏蔽层三层同时挤压成型。
23、具体而言,s50中,所述导体屏蔽层的挤出厚度为1.5~2.0mm、所述绝缘层的挤出厚度为16~19mm、所述绝缘屏蔽层的挤出厚度为1~1.5mm。
24、具体而言,所述纵向阻水层为半导电阻水缓冲带。
25、具体而言,s70中,所述金属护套采用铝带通过氩弧焊焊接。
26、具体而言,s80中,半导电层和护套采用双层共挤的方式挤出成型。
27、本发明与现有技术相比,具有如下的优点和有益效果:
28、1、本发明提供的实心分割铝导体高压电缆制备方法,将多根铝材股块扭转成铝导体,并在铝导体外绕包导体屏蔽层,在导体屏蔽层外依次挤压覆盖绝缘层、绝缘屏蔽层,在绝缘屏蔽层外绕包纵向阻水层,在纵向阻水层外焊接金属护套,并对金属护套进行防腐处理,最后在金属护套外覆盖半导电层和护套,能够获得与铜芯高压电缆相近的电气参数的高压电缆,从而实现“以铝代铜”在高压交联电缆领域中的应用,相对于铜芯高压电缆,实现了高压电缆的轻量化,运输和敷设更便利,为电缆工程提供了新的性价比选择。
29、2、本发明提供的实心分割铝导体高压电缆制备方法,先将铝材杆再结晶挤压成型为扇形的铝材股块,再预扭成型后的铝材股块,然后再将多根铝材股块扭转成铝导体,能够确保铝导体的稳定性,并且,在成型后的铝导体外还挤压成型有导体屏蔽层、绝缘层、绝缘屏蔽层,还焊接有金属护套,从而能够避免多股绞合的铝分割导体在接头处发生蠕变变形和接头松弛的现象。
技术特征:
1.一种实心分割铝导体高压电缆制备方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的实心分割铝导体高压电缆制备方法,其特征在于,所述铝材杆再结晶挤压成型的步骤为:
3.根据权利要求2所述的实心分割铝导体高压电缆制备方法,其特征在于,s12中,挤压成型的温度为320~330℃。
4.根据权利要求1所述的实心分割铝导体高压电缆制备方法,其特征在于,s20中,采用固定的放线盘、在分线盘中心采用压轮固定所述铝材股块(1),并通过预扭头与旋转牵引的旋转实现所述铝材股块(1)的预扭;
5.根据权利要求1所述的实心分割铝导体高压电缆制备方法,其特征在于,s30中,所述铝材股块(1)的成缆方向和所述铝材股块(1)的预扭方向一致、所述铝材股块(1)的成缆节距和所述铝材股块(1)的预扭节距一致。
6.根据权利要求1所述的实心分割铝导体高压电缆制备方法,其特征在于,s50中,采用立塔干式交联流水线将所述导体屏蔽层(2)、所述绝缘层(3)、所述绝缘屏蔽层(4)三层同时挤压成型。
7.根据权利要求6所述实心分割铝导体高压电缆制备方法,其特征在于,s50中,所述导体屏蔽层(2)的挤出厚度为1.5~2.0mm、所述绝缘层(3)的挤出厚度为16~19mm、所述绝缘屏蔽层(4)的挤出厚度为1~1.5mm。
8.根据权利要求1所述实心分割铝导体高压电缆制备方法,其特征在于,所述纵向阻水层(5)为半导电阻水缓冲带。
9.根据权利要求1所述实心分割铝导体高压电缆制备方法,其特征在于,s70中,所述金属护套(6)采用铝带通过氩弧焊焊接。
10.根据权利要求1所述实心分割铝导体高压电缆制备方法,其特征在于,s80中,半导电层和护套采用双层共挤的方式挤出成型。
技术总结
本发明公开了一种实心分割铝导体高压电缆制备方法,涉及高压电缆技术领域;包括以下步骤:将铝材杆再结晶挤压成型为扇形的铝材股块;预扭成型后的所述铝材股块;将多根所述铝材股块扭转成铝导体;在所述铝导体外绕包导体屏蔽层;在所述导体屏蔽层外依次覆盖绝缘层、绝缘屏蔽层,并同时将所述导体屏蔽层、所述绝缘层、所述绝缘屏蔽层挤压成型;在所述绝缘屏蔽层外绕包纵向阻水层;在所述纵向阻水层外焊接金属护套,并对所述金属护套进行防腐处理;在所述金属护套外覆盖半导电层和护套。本发明能够实现“以铝代铜”在高压交联电缆领域中的应用,且能够避免多股绞合的铝分割导体在接头处发生蠕变变形和接头松弛的现象。
技术研发人员:黄静,沈智飞,刘小兵,张恒玮,刘洪军,蒋东旭
受保护的技术使用者:尚纬股份有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!