一种大口径厚壁无缝钢管的退磁方法与流程
本发明属于钢管生产,涉及到一种大口径厚壁无缝钢管的全管体退磁方法。
背景技术:
1、在无缝钢管生产过程中,经常会产生感应剩磁,如金属熔炼、采用电磁起重机进行装卸、钢管在强磁场中停置、用磁化法完成无损检测、钢管接近强力供电线放置等,都会产生感应剩磁。这些剩磁如果较大,则会对后续钢管的加工和焊接带来危害,如车削后吸附铁屑造成磨损、焊接时电弧引燃困难、电弧燃烧稳定性的破坏、在磁场中电弧的偏离严重影响焊接质量。
2、工厂通常采用穿过式线圈震荡磁场或是远离法对全管体进行退磁。但是对于大口径厚壁无缝钢管全管体的退磁,目前一般采用穿过式周向线圈远离法,在直流大电流情况下,可以将剩磁消除到标准要求以下,单个最大值小于30gs。
3、但上述方法的有效使用要求钢管达到一定长度满足辊道传输条件。而一些无缝钢管长度无法满足辊道传输条件或是现场不具备传输的辊道时,就无法采用穿过式周向线圈远离法。而采用通常的周向绕电缆法,对于大口径厚壁管来说,只能实现局部退磁,很难将剩磁退到标准要求以下。
技术实现思路
1、为解决上述已有技术存在的问题,本发明的目的是提供一种大口径厚壁无缝钢管的全管体退磁方法,在不需要无缝钢管移动的情况下,仅使用退磁电源和电缆即能快速、有效地完成大口径厚壁管的退磁。
2、本发明的技术方案是:
3、一种大口径厚壁无缝钢管的退磁方法,所述大口径厚壁无缝钢管是指直径尺寸340mm以上、壁厚30~120mm的无缝钢管。退磁装置包含电缆线和直流电源,所述的电缆线直径大于等于6.7mm,所述的直流电源小于等于90a;具体步骤包括:
4、1)将待退磁的大口径厚壁无缝钢管放置于地面上,不与其它钢管接触;
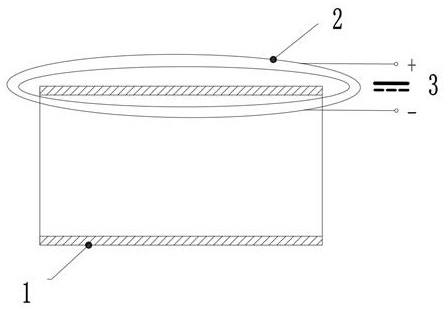
5、2)将电缆线轴向穿过钢管内再经钢管壁外绕制成10~30匝的线圈;
6、3)在电缆线的两头通以直流电形成闭合回路;直流电电流为70~90安,每次通电2~4秒;
7、4)每次通电完后,使用毫特斯拉计或高斯计测量钢管端面位置剩磁,若剩磁未退到标准要求以下,则调节电流大小或是增加电缆线匝数;反复通电,直至剩磁退至标准要求以下。
8、本发明采用了一种轴向绕电缆的退磁方法,将电缆线轴向穿过钢管内再经钢管壁外绕制成成多匝线圈,再在电缆线两端通以直流电;线圈产生的周向磁场,会改变对钢管后续加工或焊接有害的纵向磁场的方向,从而消除纵向磁场带来的危害。其有益效果是:不需要复杂装置、简单易行、实施成本低;不需要工件的运动配合,特别适用于不便运输的大口径厚壁无缝钢管在生产现场进行退磁作业,且能根据不同尺寸的钢管,灵活调整电缆绕制匝数和电流大小,工程适应性强。
技术特征:
1.一种大口径厚壁无缝钢管的退磁方法,所述大口径厚壁无缝钢管是指直径尺寸340mm以上、壁厚30~120mm的无缝钢管,其特征在于:退磁装置包含电缆线和直流电源,所述的电缆线直径大于等于6.7mm,所述的直流电源小于等于90a;具体步骤包括:
技术总结
本发明公开了一种大口径厚壁无缝钢管的退磁方法,将电缆从钢管的空心位置穿过,根据需求绕制成若干匝的线圈,再在电缆的两端通以直流电,线圈产生的周向磁场,会改变对钢管后续加工和焊接有害的纵向磁场的方向,从而消除纵向磁场带来的危害。本发明方法结合直流电源可有效实现对大口径厚壁无缝钢管的退磁,不需要工件的运动配合,特别适用于在生产现场进行退磁作业,且能根据不同尺寸的钢管,灵活调整电缆绕制匝数和电流大小。装置简单易行,实施成本低,工程适应性强。
技术研发人员:方华军,张黎,张国胜,赵映辉,罗贵阳,郑玉华,靳博颖,陈圣智
受保护的技术使用者:衡阳华菱钢管有限公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!