复合极块成型方法与流程
本发明专利涉及极块的,具体而言,涉及复合极块成型方法。
背景技术:
1、极块是电池中的接线端子,其布置在电池顶盖中,是连通电池内外的部件,使电池能够实现充放电的功能。
2、常见的复合极块,一般是由铜铝复合形成,采用批量生产的复合极块,其是由复合板通过冲裁成型,复合板具有呈上下分层布置的铝层以及铜层,铜层以及铝层在极块上的形状、位置以及大小,则根据复合板决定。
3、现有技术的复合极块,其通过复合板冲裁成型,存在原材料利用率不高以及成本优化空间有限的问题,导致复合极块的成本较高。
技术实现思路
1、本发明的目的在于提供复合极块成型方法,旨在解决现有技术中,复合极块成本较高的问题。
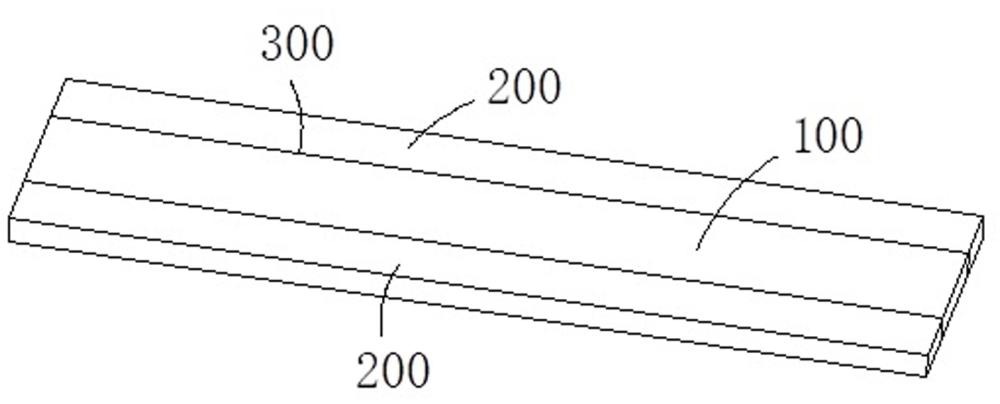
2、本发明是这样实现的,复合极块成型方法,包括以下成型步骤:
3、1)、将第一基材放置在两个第二基材之间;
4、2)、将所述第一基材与第二基材之间面贴合对接,形成复合对接面,所述复合对接面的外周形成对接路线;
5、3)、利用焊接设备沿着对接路线进行焊接,分别将第一基材与两个第二基材固定连接为一体结构,所述焊接设备沿着对接路线对第一基材及第二基材进行搅拌摩擦焊接;
6、4)、落料形成所述复合极块。
7、进一步的,所述第一基材为铜基材,所述第二基材为铝基材。
8、进一步的,所述复合对接面呈弯曲状布置或呈平面状布置。
9、进一步的,所述第一基材的中部设有极柱孔。
10、进一步的,所述第一基材的中部凸设有极柱。
11、进一步的,成型步骤1)中,所述第一基材为成型的子零件,所述第二基材为成型的子零件。
12、进一步的,所述成型步骤1)中,所述第一基材为成型的子零件,所述第二基材为条状的板材,将多个所述第一基材并排布置在两个第二基材之间;所述成型步骤3)中,将多个所述第一基材与两个第二基材固定连接为一体结构;所述成型步骤4)中,冲裁所述一体结构,落料形成多个所述复合极块。
13、进一步的,所述成型步骤1)中,所述第一基材为条状的板材,所述第二基材为条状的板材;所述成型步骤4)中,冲裁所述一体结构,落料形成多个所述复合极块。
14、进一步的,所述成型步骤4)中,对所述一体结构冲裁后,所述第一基材中形成有极柱孔。
15、与现有技术相比,本发明提供的复合极块成型方法,两个第二基材布置在第一基材的两侧,通过面贴合对接后,利用焊接设备将第一基材与两个第二基材焊接,形成固定的一体结构,通过落料形成复合极块,结构简单,且不受上下分层复合结构的制约,容易实现批量生产,生产效率高,制造成本低。
技术特征:
1.复合极块成型方法,其特征在于,包括以下成型步骤:
2.如权利要求1所述的复合极块成型方法,其特征在于,所述第一基材为铜基材,所述第二基材为铝基材。
3.如权利要求1所述的复合极块成型方法,其特征在于,所述复合对接面呈弯曲状布置或呈平面状布置。
4.如权利要求1所述的复合极块成型方法,其特征在于,所述第一基材的中部设有极柱孔。
5.如权利要求1所述的复合极块成型方法,其特征在于,所述第一基材的中部凸设有极柱。
6.如权利要求1至5任一项所述的复合极块成型方法,其特征在于,所述成型步骤1)中,所述第一基材为成型的子零件,所述第二基材为成型的子零件。
7.如权利要求1至5任一项所述的复合极块成型方法,其特征在于,所述成型步骤1)中,所述第一基材为成型的子零件,所述第二基材为条状的板材,将多个所述第一基材并排布置在两个第二基材之间;所述成型步骤3)中,将多个所述第一基材与两个第二基材固定连接为一体结构;所述成型步骤4)中,冲裁所述一体结构,落料形成多个所述复合极块。
8.如权利要求1至4任一项所述的复合极块成型方法,其特征在于,所述成型步骤1)中,所述第一基材为条状的板材,所述第二基材为条状的板材;所述成型步骤4)中,冲裁所述一体结构,落料形成多个所述复合极块。
9.如权利要求8所述的复合极块成型方法,其特征在于,所述成型步骤4)中,对所述一体结构冲裁后,所述第一基材中形成有极柱孔。
技术总结
本发明涉及极块的技术领域,公开了复合极块成型方法,包括以下成型步骤:1)、将第一基材放置在两个第二基材之间;2)、将第一基材与第二基材之间面贴合对接,形成复合对接面,复合对接面的外周形成对接路线;3)、利用焊接设备沿着对接路线进行焊接,分别将第一基材与两个第二基材固定连接为一体结构;4)、落料形成复合极块;两个第二基材布置在第一基材的两侧,通过面贴合对接后,利用焊接设备将第一基材与两个第二基材焊接,形成固定的一体结构,通过落料形成复合极块,结构简单,且不受上下分层复合结构的制约,容易实现批量生产,生产效率高,制造成本低。
技术研发人员:王有生,叶长敬,王程,李华,罗成显
受保护的技术使用者:常州瑞德丰精密技术有限公司
技术研发日:
技术公布日:2024/4/29
- 还没有人留言评论。精彩留言会获得点赞!