用于借助于旋转剥离机移除电缆线的屏蔽箔的方法和用于支持电缆线的屏蔽箔的移除的设备与流程
1.本发明涉及一种用于移除电缆线的屏蔽箔的方法。更具体地,本发明涉及一种用于借助于旋转剥离机移除电缆线的屏蔽箔的方法。特别地,本发明涉及一种用于借助于旋转剥离机移除电缆线的部分绝缘和部分导电的屏蔽箔的方法。本发明此外涉及一种用于支持屏蔽箔的移除的设备。
背景技术:
2.电缆线(特别是具有屏蔽箔的同轴缆线)的缆线端部的加工是一个多步骤的过程,从通过切割或锯切缆线而切割成一定长度开始,一直到将连接器压接在内部导体上。这个过程的子步骤是移除屏蔽箔,屏蔽箔通常以螺旋形缠绕在电缆线的金属屏蔽编织物周围。通常由涂覆pet的铝箔构成的屏蔽箔的移除是一个复杂的过程,因为屏蔽箔通常非常薄,并且在某些地方由于其重叠而为双层。
3.直到今天,在上述缆线端部加工方法中,通常将绝缘物切割到和移除至屏蔽箔。然后通常手动移除屏蔽箔。箔的手动移除充满不确定性,并且不能保证恒定的加工质量。此外,手动进行的该步骤比该步骤是自动过程的一部分时花费显著更长的时间,并且因此与更高的长期成本相关联。
4.在其中不存在屏蔽箔的普通同轴缆线的情况下,剥离逐步进行。通常第一切口切穿外部保护性护套和掩蔽物或屏蔽物,随之分离的层立即被移除。随后,电介质被切割到内部导体,并且被部分地或完全地移除。保护性护套然后被切割到掩蔽物或屏蔽物,并且被部分地或完全地移除。部分移除保护掩蔽物或屏蔽物或内部导体,例如以防磨损或氧化,直到缆线的进一步加工。
5.在具有屏蔽箔的缆线的情况下,可利用现有技术中已知的旋转剥离机进行绝缘护套的移除。随后,屏蔽箔被手动退绕并切断到期望的点。如上文所解释,移除通常薄的屏蔽箔带来特殊的挑战,因为与绝缘物不同,它不能旋转地切割,因为由于缆线的不圆度,屏蔽箔的旋转切割通常会导致屏蔽编织物的不期望的损坏。
6.从现有技术中已知的是支持通过热处理待移除的屏蔽箔来移除同轴缆线的金属屏蔽或屏蔽箔的方法和装置。基于屏蔽箔的支持热处理的已知方法并不总是导致令人满意的(或者最重要的是可再现的)结果。
7.因此,从现有技术开始,本发明的目的是克服上述缺点,并提出一种用于移除电缆线的屏蔽箔的方法,该方法使得有可能利用自动化过程令人满意地且以可再现的方式移除屏蔽箔,并且因此尽可能少地损坏下面的金属屏蔽编织物。本发明的另一个目的是提出一种用于支持电缆线的屏蔽箔的移除的设备。
技术实现要素:
8.根据本发明,这些目的首先通过两个独立权利要求的要素来实现。此外,另外的有
利实施例从从属权利要求和描述中得出。
9.特别地,本发明的目的通过一种用于移除具有纵向轴线的电缆线的屏蔽箔的方法来实现,缆线从纵向轴线向外具有至少一个内部导体、电介质、屏蔽箔和绝缘护套,该方法包括以下步骤:a. 例如借助于旋转剥离设备的旋转刀片在电缆线的绝缘护套中形成第一深度的切口,其中第一深度小于或等于绝缘护套的厚度;b. 通过将至少一个可径向调节的穿孔工具穿过在步骤a中产生的切口压入,直到穿孔工具到达第二深度,在屏蔽箔中形成预定断点,其中第二深度至少相当于绝缘护套的厚度加上屏蔽箔的厚度的至少一半;c. 在预定断点(s)处撕裂屏蔽箔;和d. 移除屏蔽箔。
10.发明人已经发现,通过在电缆线的绝缘护套中的切口压入至少一个可径向调节的穿孔工具,在屏蔽箔中形成预定断点是有利的。该切口优选地借助于旋转剥离设备形成。
11.在根据本发明的方法的第一优选实施例中,在步骤b和c之间或者在步骤c和d之间,穿孔工具被放回到绝缘护套外部的位置。因此,移除可更容易地进行;此外,缆线可弯曲,以便允许屏蔽箔在预定断点处撕裂。如果穿孔工具仍然位于切口中,则缆线的弯曲将导致例如屏蔽编织物的损坏。
12.在根据本发明的方法的另一优选实施例中,在步骤a和b之间,绝缘护套被部分地或完全地移除。因此,如果需要,可使用比在绝缘护套中形成的切口的宽度更大的穿孔工具。在绝缘护套的部分移除或完全移除期间,如果移除例如利用旋转剥离设备进行,则优选地检测旋转剥离机的刀片与屏蔽箔或屏蔽编织物的任何接触。因此,可确定屏蔽箔或屏蔽编织物的损坏。
13.在根据本发明的方法的另一个优选实施例中,屏蔽箔至少部分地由金属构成,其中穿孔工具连接到用于检测与导电物体的接触的器件,并且其中一旦检测到穿孔工具与屏蔽箔的接触,就停止穿孔工具的压入。因此,可确保在屏蔽箔中形成足够深的预定断点。
14.在根据本发明的方法的另一个优选实施例中,缆线在电介质和屏蔽箔之间具有屏蔽编织物,并且其中一旦检测到穿孔工具与屏蔽箔或屏蔽编织物的接触,就停止穿孔工具的压入。因此,可确保如果检测到与屏蔽箔的金属部分或与缆线的屏蔽编织物的接触则停止穿孔工具的压入。因此,可防止损坏屏蔽编织物。
15.在根据本发明的方法的另一个优选实施例中,在检测穿孔工具与屏蔽箔或屏蔽编织物的接触期间,穿孔工具相对于纵向轴线的相对位置被传输到分析设备。因此,可记录穿孔工具的位置,这可用于统计目的。例如,可进行检测到与屏蔽箔或屏蔽编织物接触处的直径的统计分析。这种分析可用于过程的优化,或者可有利于评估缆线组的质量。
16.在根据本发明的方法的又一个优选实施例中,在检测到与屏蔽箔或屏蔽编织物的接触之后,穿孔工具在电缆线的内部导体的方向上径向地前进预定值。穿孔工具因此可前进预定值。预定值可相当于例如屏蔽箔的厚度或者缆线的直径的分数或者缆线的任何其它特征值。
17.在根据本发明的方法的另一个优选实施例中,在穿孔工具已经被驱动返回并且已经围绕电缆线旋转了调节角度之后,步骤b被重复至少一次。因此,可确保沿着屏蔽箔的足
够长的长度,优选地沿着屏蔽箔的整个长度,形成预定断点。
18.在根据本发明的方法的另一个优选实施例中,穿孔工具是旋转剥离设备的刀片,其中刀片在步骤b期间不旋转。因此,仅需要一个设备来形成在绝缘护套中的切口和在屏蔽箔中的预定断点。
19.在根据本发明的方法的又一个优选实施例中,穿孔工具是针。因此,可通过穿孔以特别简单的方式形成预定断点。
20.在根据本发明的方法的又一个优选实施例中,针是弹簧加载的。因此,可确保屏蔽编织物不被针损坏。
21.在根据本发明的方法的又一个优选实施例中,穿孔工具被超声激励。因此,可通过摩擦或加热以特别简单的方式形成预定断点,并且在屏蔽箔上没有压力,并且因此在屏蔽编织物上没有压力。因此,可防止损坏屏蔽箔。此外,穿孔工具的形状和锋利度可适应待移除的屏蔽箔。
22.在根据本发明的方法的另一个优选实施例中,超声激励的频率在10和100khz之间,优选地在20和80khz之间,优选地在30和50khz之间。穿孔工具的激励频率因此可适应待移除的屏蔽箔。特别地,可基于屏蔽箔的材料和/或其厚度来选择频率。优选地选择的频率将使预定断点的高效形成成为可能,但是确保对屏蔽编织物的损伤尽可能小。
23.在根据本发明的方法的又一个优选实施例中,步骤c和/或步骤d借助于移除设备来进行,该移除设备包括用于夹紧电缆线的绝缘护套或屏蔽箔的夹紧钳,其中通过夹紧钳的平移和/或旋转移动,屏蔽箔在预定断点处撕裂。通过采用这种移除设备,移除过程可以特别简单的方式发生。
24.在根据本发明的方法的另一个优选实施例中,在步骤c和d之间和/或在步骤c期间,夹紧钳围绕纵向轴线进行往复移动。在从屏蔽编织物移除期间,屏蔽箔因此被一次又一次地松开,使得它能够更容易地被拉下。
25.在根据本发明的方法的另一个优选实施例中,随着夹紧钳围绕纵向轴线的往复移动,首先进行与屏蔽编织物的缠绕方向相反的移动。屏蔽箔和屏蔽编织物之间的初始静摩擦因此可被克服,使得屏蔽箔可特别容易地被移除。
26.在根据本发明的方法的另一个优选实施例中,通过夹紧钳的移动,带有屏蔽箔的缆线在预定断点处弯曲。因此,屏蔽箔的撕裂可以简单的方式在预定断点处产生。
27.在根据本发明的方法的另一个优选实施例中,夹紧钳相对于电缆线的纵向轴线以圆形或螺旋方式移动。移除过程和在预定断点处的屏蔽箔的撕裂因此可以特别容易的方式发生。
28.在根据本发明的方法的又一个优选实施例中,移除设备的夹紧钳安装在常平悬架(gimbal suspension)或万向节悬架上。夹紧钳因此可围绕缆线的轴线以螺旋方式移动,并且屏蔽箔可在预定断点处弯曲。优选地,在常平悬架中的夹紧钳利用分流器或利用反向旋转主轴来液压驱动,使得夹紧钳总是相对于纵向轴线对称地驱动。
29.在根据本发明的方法的又一个优选实施例中,与电缆线的绝缘护套或与屏蔽箔接触的夹紧钳的表面由特殊材料构成,使得夹紧钳和绝缘护套之间起主导作用的静摩擦系数大于金属和绝缘护套之间的静摩擦系数。夹紧钳因此可特别好地夹紧绝缘护套,并在屏蔽箔的预定断点上形成足够大的张力。
30.在根据本发明的方法的另一个优选实施例中,与电缆线的绝缘护套或与屏蔽箔接触的夹紧钳的表面由弹性体构成。绝缘护套和夹紧钳之间的静摩擦系数因此可以简单的方式增加。此外,由于弹性体,缆线将不会因夹紧而变形。
31.在根据本发明的方法的又一个优选实施例中,夹紧钳具有在电缆线的绝缘护套或屏蔽箔上生成吸力的器件。夹紧钳因此可特别好地夹紧绝缘护套,并在屏蔽箔的预定断点上形成足够大的张力。
32.在根据本发明的方法的另一个优选实施例中,与电缆线的绝缘护套或与屏蔽箔接触的夹紧钳的表面具有增加静摩擦的结构。夹紧钳因此可特别好地夹紧绝缘护套,并且还在屏蔽箔的预定断点上产生足够大的张力。
33.在根据本发明的方法的另一个优选实施例中,电缆线的绝缘护套的移除部分借助于压缩空气和/或借助于顶出销与夹紧钳分离。绝缘护套的移除部分因此可简单地从夹紧钳移除。
34.本发明的目的此外通过一种用于支持电缆线的屏蔽箔的移除的设备来实现,该设备包括:第一齿形带轮和第二齿形带轮,它们能够同轴地且同步地围绕旋转轴线旋转,但是相对于彼此以角向可调节的方式旋转;以及工具凸缘,其同轴地连接到第一齿形带轮,在该工具凸缘中设置有中心开口,缆线能够被引导通过或穿过该中心开口,其中工具凸缘包括一个或多个可移动地附接的工具,其中工具能够通过连接到第二齿形带轮的设定器件相对于第一齿形带轮和第二齿形带轮的共同旋转轴线移动,其中工具到第一齿形带轮和第二齿形带轮的共同旋转轴线的径向距离能够通过由共同驱动器件驱动的第一齿形带轮和第二齿形带轮之间的角向旋转来调节。
35.利用这种设备,有可能仅利用在第一齿形带轮和第二齿形带轮之间的角向旋转相对于设备的旋转轴线精确地调节切割、定心或保持缆线的工具的径向距离。此外,该设备仅需要一个驱动器件来用于第一齿形带轮和第二齿形带轮的同步驱动。因此,与已知的装置相比,不存在齿形带轮随着时间推移不再同步旋转的风险,这将导致例如不精确的切口直径。
36.在本发明的优选实施例中,该装置包括能够由驱动器件驱动的第三齿形带轮和第四齿形带轮,其中第一齿形带轮能够经由第一齿形带由第三齿形带轮驱动,并且第二齿形带轮能够经由第二齿形带由第四齿形带轮驱动。因此,容易允许第一齿形带轮和第二齿形带轮同步地旋转。还有可能以非常紧凑和节省空间的方式构造该装置。此外,因此有可能同轴地或非同轴地布置第三齿形带轮和第四齿形带轮。因此,可以非常灵活的方式选择根据本发明的装置的精确构造设计。
37.在本发明的又一个优选实施例中,该装置包括至少一个偏转辊和一个张紧辊,它们偏转(优选地收敛)第二齿形带,其中第一齿形带轮和第二齿形带轮之间的角向旋转能够通过偏转辊和/或张紧辊的位置改变来实现。因此,仅通过偏转辊和/或张紧辊的位置改变,例如纯粹的平移移动,就有可能在第一齿形带轮和第二齿形带轮之间产生角向旋转,并且因此改变工具相对于装置的旋转轴线的位置。因此,该装置可非常紧凑地构造。
38.在本发明的又一个优选实施例中,第三齿形带轮和第四齿形带轮是一体的。这提供装置的甚至更简单的构造设计。
39.在本发明的另一个优选实施例中,该装置包括保持张紧的偏转带,该偏转带连接
第三齿形带轮和第四齿形带轮,并且还包括第一可移动偏转辊,该第一可移动偏转辊沿着偏转带设置在第三齿形带轮和第四齿形带轮之间并将偏转带偏转,其中通过第一可移动偏转辊的位置改变能够实现在第一齿形带轮和第二齿形带轮之间的角向旋转。因此,仅通过第一可移动偏转辊的位置改变,例如通过纯粹的平移移动,就有可能在第一齿形带轮和第二齿形带轮之间产生角向旋转,并且因此改变工具相对于装置的旋转轴线的位置。由于第一可移动偏转辊在第三齿形带轮和第四齿形带轮之间的位置,第一齿形带或第二齿形带的张力不取决于偏转辊的位置。工具的前进因此可更精确地发生,并且第一齿形带轮和第二齿形带轮之间的角向旋转可设计得更大。
40.在本发明的另一个优选实施例中,第一可移动偏转辊的中心总是设置在第三齿形带轮的中心和第四齿形带轮的中心之间的垂直平分线上,并且第一可移动偏转辊的直径相当于第三齿形带轮和第四齿形带轮之间的外周距离。利用这种构造,在第三齿形带轮和第一可移动偏转辊之间的偏转带的区段平行于在第一可移动偏转辊和第四齿形带轮之间的偏转带的区段延伸。因此,在第一可移动偏转辊的位置改变的量与在第一齿形带轮和第二齿形带轮之间的角向旋转之间产生线性关系。
41.在本发明的另一个优选实施例中,该装置包括至少一个第一不可移动偏转辊和一个第二不可移动偏转辊,以及第二可移动偏转辊,该第二可移动偏转辊与第一可移动偏转辊一起安装在滑架上,其中第二可移动偏转辊沿着偏转带设置在第一不可移动偏转辊和第二不可移动偏转辊之间,并且将偏转带偏转,并且其中在第一齿形带轮和第二齿形带轮之间的角向旋转能够通过滑架的平移移动来实现。
42.利用这种机构,有可能利用滑架的纯平移移动在第一齿形带轮和第二齿形带轮之间产生角向旋转,并且因此改变工具相对于装置的旋转轴线的位置。该机构还具有这样的优点,即偏转带总是保持在相同的张力下,而与第一可移动偏转辊的位置无关。这使得工具的精确推进成为可能,并且防止偏转带由于过高的张力而损坏。
43.在本发明的又一个优选实施例中,该装置包括第二马达,利用该第二马达,偏转辊的位置改变是可驱动的,其中第一齿形带轮和第二齿形带轮之间的角向旋转是可实现的。因此,位置改变可快速地、精确地和以可再现的方式发生。如果第二马达由计算机控制,这可自动地和在高速下发生。
44.在本发明的另一个优选实施例中,该装置包括具有环形齿轮、行星轮和太阳轮的行星齿轮装置,其中行星轮围绕太阳轮的绕转能够通过第四齿形带轮的旋转来驱动,其中通过行星轮围绕太阳轮的绕转能够驱动连接到第三齿形带轮的轴,其中太阳轮以能够围绕第三齿形带轮和第四齿形带轮的共同旋转轴线旋转的方式安装,并且其中在第一齿形带轮和第二齿形带轮之间的角向旋转能够通过太阳轮的旋转来实现。
45.利用该机构,第一齿形带轮和第二齿形带轮之间的角向旋转以及相应地工具的位置的设定可通过转动移动来实现。太阳轮的转动因此可“转换”成第一齿形带轮和第二齿形带轮之间的角向旋转,叠加在第一齿形带轮和第二齿形带轮的共同旋转上。角向旋转的这种转换与第一齿形带轮和第二齿形带轮的旋转速度无关。这使得刀片的特别简单和精确的推进成为可能。
46.在本发明的又一个优选实施例中,该装置包括第二马达,利用该第二马达,太阳轮的旋转是可驱动的,通过这种方式促进了第一齿形带轮和第二齿形带轮之间的角向旋转。
利用第二马达,可以可再现、快速和精确的方式进行位置改变。如果马达由计算机控制,这可以完全自动化的方式发生。
47.在本发明的另一个优选实施例中,该装置包括:第三齿形带轮和第五齿形带轮,它们能够借助于驱动器件驱动,第一齿形带轮能够经由第一齿形带由第三齿形带轮驱动,并且第二齿形带轮能够经由第二齿形带由第五齿形带轮驱动;以及行星齿轮装置,其具有行星轮和太阳轮,太阳轮与第五齿形带轮连接并且能够由第五齿形带轮驱动,其中行星齿轮装置设置在具有内齿的中空主体内部,其中通过行星轮围绕太阳轮的绕转,能够驱动连接到行星轮和第三齿形带轮的轴,并且其中通过中空主体的旋转能够实现第一齿形带轮和第二齿形带轮之间的角向旋转。
48.利用该实施例,第一齿形带轮和第二齿形带轮之间的角向旋转以及相应地工具的位置的设定可通过中空主体的转动移动来实现。这使得刀片的特别简单和精确的推进成为可能。
49.在本发明的另一个优选实施例中,工具均匀地设置在工具凸缘上。这确保缆线的精确切割、居中或保持。
50.在本发明的又一个优选实施例中,工具以围绕枢轴销旋转装配的方式安装在工具凸缘上。工具凸缘因此可被紧凑地构造,并且用来使工具前进的定位器件可采用简单的定位销的形式。
51.在本发明的又一个优选实施例中,工具以可径向移位的方式安装在工具凸缘上。因此,设定器件可采取螺旋凸缘的形式。
52.在本发明的另一个优选实施例中,在第一齿形带轮和第二齿形带轮之间的角向旋转能够利用电子器件控制。因此,刀片的前进可以完全自动化的方式发生。
53.在本发明的另一个优选实施例中,工具是刀片。因此,缆线可被快速地且精确地处理,例如可被剥离。
54.在本发明的另一个优选实施例中,该装置包括检测器件,利用该检测器件,刀片和待处理的缆线的电导体之间的接触是可检测的。因此,可检测刀片是否接触缆线的电导体。因此,可确保刀片不会“伤害”电导体。通过这种接触检测,用于后续处理的切口深度可以可选的方式用统计方法连续地调整,或者在对导体的损坏出现之前的当前切割步骤中,基于接触检测足够快地干预切削用量。
55.接触检测也可用于利用统计方法使用直到刀片
‑
导体接触时的测试切口确定在生产之前的最佳生产切口和移除直径。
56.此外,检测器件可用于控制切口位置或移除长度,因为在刀片最初闭合的情况下,缆线被手动或自动地提升到与刀片接触,接着缆线保持器闭合,刀片打开,并且缆线保持器将缆线带入处理位置。
附图说明
57.图1a示出了现有技术中已知的电缆线的示意性剖视图,该电缆线具有待移除的屏蔽箔;图1b示出了现有技术中已知的电缆线的示意性侧视图,其中在待移除的屏蔽箔中已经形成了预定断点;
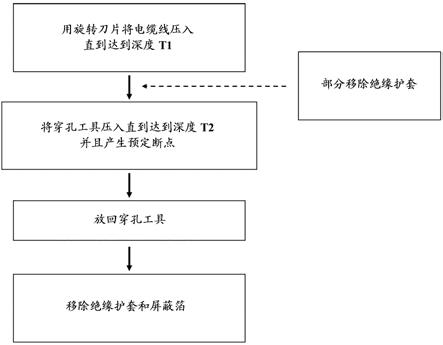
图2示出了根据本发明的方法的第一优选实施例的框图;图3示出了根据本发明的方法的第二优选实施例的框图;图4示出了根据本发明的方法的第三优选实施例的框图;图5示出了根据本发明的设备的第一实施例的透视图;图6示出了根据本发明的设备的第一实施例的前视图;图7示出了根据本发明的设备的第一实施例的透视截面图;图8a示出了刀片处于完全闭合位置的刀凸缘;图8b示出了刀片处于中间位置的刀凸缘;图8c示出了刀片处于完全打开位置的刀凸缘;图9示出了根据本发明的设备的第二实施例的透视图;图10示出了根据本发明的设备的第二实施例的透视截面图;图11示出了根据本发明的设备的第三实施例的透视图;图12示出了根据本发明的设备的第三实施例的透视截面图;图13示出了用于拉出待移除的屏蔽箔的移除设备的透视图;图14示出了用于拉出待移除的屏蔽箔的移除设备的截面图;和图15示出了用于拉出待移除的屏蔽箔的移除设备的夹紧钳的透视截面图。
具体实施方式
58.图1a以示例性方式示出了现有技术中已知的电缆线ka的截面图,该电缆线包括待移除的屏蔽箔k2。除了屏蔽箔k2之外,缆线ka还具有绝缘护套k1、屏蔽编织物k3、电介质k4和内部导体k5。深度t1大约相当于绝缘护套k1的厚度,深度t2相当于绝缘护套k1的厚度和屏蔽箔k2的至少一半。
59.图1b示出了具有纵向轴线l的缆线ka的侧视图,其中切口ek已经切入绝缘护套k1中,并且预定断点s已经在屏蔽箔k2中形成。预定断点s是如何形成的将在下面解释,并且代表本发明的一个部分方面。
60.图2示出了根据本发明的第一实施例的用于移除电缆线的屏蔽箔的方法的框图。该方法从步骤a开始,其中利用旋转剥离机的旋转刀片在电缆线的绝缘护套k1中切割切口ek,直到达到深度t1。该第一步骤的目的是在电缆线ka的绝缘护套k1中的切口ek,而不切割屏蔽箔k2。利用旋转刀片切入薄屏蔽箔通常也会导致对下面层的伤害。为了确保屏蔽箔在步骤a中不被切割,利用旋转刀片的切割进行到深度t1,该深度小于或等于绝缘护套k1的厚度。
61.在第二方法步骤b中,使用非旋转穿孔工具在屏蔽箔k2中形成预定断点。为了实现这一点,穿孔工具被压入切口ek,直到达到相当于绝缘护套的厚度和屏蔽箔的厚度的至少一半的深度t2。非旋转穿孔工具压入屏蔽箔足以在屏蔽箔k2中形成至少一个预定断点s。优选地,穿孔工具是步骤a中使用的剥离装置的刀片。应当注意的是,在步骤b中,剥离装置的刀片不旋转。然而,穿孔工具可为另一种合适的工具,诸如例如针。利用在步骤b中压痕深度的精确调节,可确保屏蔽箔k2下面的屏蔽编织物k3不受损。
62.在步骤c中,屏蔽箔k2在预定断点s处被撕裂。在步骤d中,屏蔽箔k2被移除,优选地与绝缘护套k1一起被移除。如图2所指示,绝缘护套k1的部分移除可在步骤a和b之间进行。
步骤c和d可手动地进行,或者借助于为此目的提供的移除设备(参见图13至图15)进行。
63.图3示出了根据本发明的第二实施例的用于移除电缆线的屏蔽箔的方法的框图。用于进行该方法的优选地是旋转剥离装置,其包括用于检测刀片与导电物体的接触的器件。屏蔽箔中预定断点的形成因此可借助于剥离装置的非旋转刀片的连续前进来进行,直到达到深度t2或者直到检测到刀片与屏蔽箔或与屏蔽编织物的接触。检测刀片与屏蔽箔或与屏蔽编织物的接触的可能性确保屏蔽编织物不因预定断点的形成而受损。在该实施例中,在第一和第二步骤之间也可预见绝缘护套的部分移除。在检测到与屏蔽箔的接触之后,刀片也可能在内部导体的方向上进一步前进。因此,可确保在屏蔽箔重叠的那些区域中也形成预定断点。
64.图4示出了根据本发明的第三实施例的用于移除电缆线的屏蔽箔的方法的框图。在该方法中,在剥离装置的刀片具有预定角向位置的情况下,在屏蔽箔中形成预定断点之后,刀片被收回,使得它们不再接触屏蔽箔,并且被转动角度α。在这个新的角向位置,刀片然后被再次压入屏蔽箔中。可预见工具的角向位置的几次这样的调节和向屏蔽箔中的随后压入。在屏蔽箔被压入至少两次之后,护套和屏蔽箔被移除。通过使用处于不同的角向位置的刀片压入屏蔽箔,可确保沿着缆线的整个圆周形成预定断点。同样在该第三实施例中,在绝缘护套的旋转切开之后,可进行部分或完全移除。
65.图5示出了根据本发明的设备100的第一实施例的透视图,而图6示出了其前视图,该设备用于支持电缆线的屏蔽箔的移除。在该实施例中,第三齿形带轮3和第四齿形带轮4由共同驱动器件(这里由第一马达13)通过相同的驱动轴10驱动。齿形带轮3和4借助于螺钉10a拧紧,并且因此同步地转动。齿形带轮3具有开槽孔3a,开槽孔3a可用于齿形带轮3和4的相对角向旋转,以调节刀开口。
66.第三齿形带轮3经由第一齿形带11驱动第一齿形带轮1,并且第四齿形带轮4经由第二齿形带12驱动第二齿形带轮2。因此,第一齿形带轮1和第二齿形带轮2同轴地且同步地转动。然而,第一齿形带轮1和第二齿形带轮2以相对于彼此角向地可调节的方式可旋转地安装。第一齿形带轮1和第二齿形带轮2限定开口a,具有待移除的屏蔽箔的电缆线可通过该开口被引导或穿过。
67.参照图7,可看出,第二齿形带轮2经由轴承套16且经由调节环17连接到定位销18。第一齿形带轮1经由转子19连接到枢轴销20。连接到转子19的还有工具凸缘21,这里是刀凸缘,工具23以能够围绕枢轴销20枢转的方式安装在工具凸缘21上,工具23在这里是刀片。定位销18以这样的方式设置,使得它们接合在刀片开口23a中,并且因此允许刀片23围绕枢轴销20枢转。因此,经由在第一齿形带轮1和第二齿形带轮2之间的角向旋转,可设定期望的刀枢转角度λ和切割直径df。
68.如在图5至图7中所见,第二齿形带12被偏转辊5和张紧辊6收敛。在该实施例中,偏转辊5可由第二马达14经由主轴7和经由第一滑架8以平移方式偏移。第二滑架9经由弹簧螺栓22和弹簧15连接到第一滑架8。
69.如图6中所示,设备100的对称位置被定义为其中偏转辊5到对称轴线y的距离d5等于张紧辊6到对称轴线y的距离d6的位置。通过松开螺钉10a和相对于第三齿形带轮3转动第四齿形带轮4,可引起第一齿形带轮1相对于第二齿形带轮2的转动,而不需要偏转辊5的移位。因此,定位销18围绕旋转轴线x旋转并枢转刀片23。刀片23的位置由此可以简单的方式
设定在对称位置。
70.图8a示出了处于具有最小切割直径df的位置的刀片。
71.图8b示出了处于调节位置的刀片,在对称位置,通过松开螺钉10a并相对于第三齿形带轮3转动第四齿形带轮4,实现了第二齿形带轮2相对于第一齿形带轮1的转动,并且因此刀片闭合到调节切割直径dj。在该位置,定位销18相对于对称轴线y转动所谓的调节环调节角度η,该角度随后用作切割直径df和偏转辊位移e的几何关系的基础。
72.现在,根据图6,如果带有偏转辊5的第一滑架8从对称位置向右并沿着方向e偏移,则带有张紧辊6的第二滑架9也经由弹簧螺栓22和弹簧15向右偏移,使得张紧辊6被压在第二齿形带12上。偏转辊5相对于对称位置向右的水平位移e导致第二齿形带轮2相对于第一齿形带轮1的转动。由于调节环和定位销18连接到第二齿形带轮2,定位销18相对于工具凸缘和枢轴销转动所谓的调节环旋转角度ψ。如图8c中所示,该调节环旋转角度ψ与调节环调节角度η相加合计为调节环总角度φ。刀片23通过定位销18枢转,并且从该调节环总角度φ产生切割直径df。重要的是要注意,调节环旋转角度ψ与齿形带轮1、2的旋转速度无关,并且一旦设定了切割直径df,齿形带轮1和2就再次同步地转动。因此,调节环旋转角度ψ的设定仅表示在第一齿形带轮1和第二齿形带轮2之间相对于调节环调节角度η的相移。
73.这里将不再导出偏转辊5的水平偏移的量e和切割直径df之间的精确数学相关性。本领域技术人员将能够通过三角考虑毫无困难地导出这种相关性。这里只指出,对于切割直径df,有可能导出e和df之间的相关性。
74.重要的是要注意,切割直径df的设定可通过旋转或非旋转刀片发生。利用设备100,因此有可能精确地执行根据本发明的方法的上述实施例,并且在屏蔽箔中形成预定断点。此外,设备100可包括用于检测工具与诸如例如屏蔽箔或屏蔽编织物的金属部分的导电物体(这里未示出)的接触的器件。因此,可甚至更精确地形成预定断点,并且可确保屏蔽编织物不受损。
75.图9示出了根据本发明的用于支持电缆线的屏蔽箔的移除的设备200的第二优选实施例。执行与第一实施例中相同功能的部件在这里用相同的附图标记表示。与在设备100中不同,齿形带轮3和4不同轴地布置。然而,它们能够由相同的第一马达13利用偏转带30同步地驱动,该第一马达13允许轴210旋转。如在设备100中,第三齿形带轮3经由第一齿形带11驱动第一齿形带轮1,并且第四齿形带轮4经由第二齿形带12驱动第二齿形带轮2。因此,第一齿形带轮1和第二齿形带轮2同步地转动。然而,在该实施例中,齿形带轮1和2也以相对于彼此角向地可调节的方式可旋转地安装。
76.偏转带30利用不可移动偏转辊31c、31d偏转,其中可移动偏转辊31a和31b安装在滑架32上,滑架32借助于可移动的主轴33和轨道34在方向k上可移动。主轴33由第二马达14和马达带14a驱动。由于该机构,可移动偏转辊31a、31b的轴线之间的距离可被调节到不可移动偏转辊31c、31d的轴线以及第三齿形带轮3和第四齿形带轮4的轴线。
77.如从图9中容易理解的那样,可移动偏转辊31a和31b相对于调节位置在方向k上的偏移k导致第一齿形带轮1相对于第二齿形带轮2的转动。由于定位销18(正如在设备100中和在图10中可看到的)连接到第二齿形带轮2,定位销18以对应于位移k的方式转动所谓的调节环旋转角度ψ。如图8c所示,该调节环旋转角度ψ与调节环调节角度η合计为调节环总角度φ。刀片23通过定位销18偏移,并且从该调节环总角度φ产生切割直径df。重要的是要注
意,这里的旋转角度ψ也与齿形带轮的旋转速度无关,并且一旦设定了切割直径df,齿形带轮1和2就再次同步地转动。因此,调节环旋转角度ψ的设定仅表示在齿形带轮1和2之间相对于调节环调节角度η的相移。
78.与在设备100中不同,调节环调节角度η是根据滑架32的位置设定的。围绕该调节位置,滑架然后沿着方向k偏移,以便经由调节环旋转角度ψ设定切割直径df。设备100和设备200之间的另一个区别在于偏转辊5的位移e或可移动偏转辊31a、31b的偏移k与调节环旋转角度ψ之间的数学关系。虽然在设备100的情况下在偏转辊偏移e和调节环旋转角度ψ之间存在非线性关系,但是在设备200的情况下在偏转辊偏移k和调节环旋转角度ψ之间存在纯线性关系。
79.如果偏转辊31a、31b中的一个被设计为张紧辊(其优选为31b),因为以平移方式驱动的偏转辊应该尽可能靠近第三齿形带轮3和第四齿形带轮4放置,以便通过偏转带的拉伸使切割直径误差最小化。优选地,在第三齿形带轮3和可移动偏转辊31a之间以及在第四齿形带轮4和可移动偏转辊31a之间的偏转带30的区段彼此平行延伸。
80.这里将不再导出k和调节环旋转角度ψ之间的精确数学关系。本领域技术人员能够通过三角考虑毫无困难地导出这种相关性。与在设备100的情况中完全一样,在设备200的情况中,有可能导出k和df之间的相关性。
81.重要的是要注意,偏转辊31b、31c和31d可与图9中所示不同地定位,而不会影响设备200的功能。但重要的是,这些辊承担长度补偿机构的功能。当可移动偏转辊31a移动时,偏转辊31b、31c和31d中的一个或多个必须相应地偏移,从而保持偏转带30的张力。特别地,必须确保可移动偏转辊31a的移动不会导致偏转带30被撕裂。
82.重要的是要注意,这里切割直径df的设定也可通过旋转或非旋转刀片进行。因此,利用设备200,也有可能精确地执行根据本发明的方法的上述实施例,并且在屏蔽箔中形成预定断点。此外,设备200可包括用于检测工具与诸如例如屏蔽箔或屏蔽编织物的金属部分的导电物体(这里未示出)的接触的器件。因此,可甚至更精确地形成预定断点,并且可确保屏蔽编织物不受损。
83.图11示出了根据本发明的设备300的第三优选实施例。在该实施例中,原本同步地转动的齿形带轮1和2的角向旋转以及由此定位销18相对于枢轴销20的位置和因此切割直径df利用行星齿轮装置50实现。用于带有定位销18的刀片的枢转的机构在该实施例中与第一和第二实施例相同。如在图12中可看到的,带有第一马达驱动带13a的第一马达13驱动第四齿形带轮4。就其本身而言,第四齿形带轮4借助于第二齿形带12驱动第二齿形带轮2。第三齿形带轮3借助于第一齿形带11驱动第一齿形带轮1。
84.如在图12中可看到的,第四齿形带轮4连接到具有内齿55a的中空主体55。此外,在中空主体55内部存在与内齿55a连接的行星齿轮装置50,该行星齿轮装置50具有行星轮51和太阳轮52。在太阳轮52静止不动的情况下,由于第四齿形带轮4和带有其内齿55a的中空主体55的转动,行星轮51在与第四齿形带轮4相同的旋转方向上围绕太阳轮52绕转。行星轮51的绕转驱动连接到第三齿形带轮3的轴53。第三齿形带轮3的齿数或直径分别选择成使得第一齿形带轮1和第二齿形带轮2与固定的太阳轮同步地转动。
85.利用第二马达14,连接到太阳轮52的第五齿形带轮54可经由第二马达驱动带14a被驱动。因此,第五齿形带轮54转动角度β导致太阳轮52的转动。太阳轮52在与第四齿形带
轮4相同的方向上的转动导致行星轮51的更快的绕转和因此轴53和第三齿形带轮3的更快的转动。由于第三齿形带轮3驱动第一齿形带轮1,齿形带轮1、2的转动和调节环旋转角度ψ因此随着太阳轮52转动角度β而实现。如在前述优选实施例中,上述机构产生相移ψ和刀片23的位置的调节。重要的是要注意,调节环旋转角度ψ在这里也与齿形带轮1、2的旋转速度无关,并且一旦第二马达和太阳轮静止不动并且因此设定切割直径df,齿形带轮1和2就再次同步地转动。因此,调节环旋转角度ψ的设定仅表示相对于调节位置的相移。
86.同样,这里将不再导出太阳轮52的旋转角度β和切割直径df之间的精确数学关系。本领域技术人员能够通过三角考虑毫无困难地导出这种相关性。这里只指出,这里也有可能导出s和df之间的相关性。代替经由第五齿形带轮54驱动太阳轮52,它也可经由齿轮传动马达直接驱动。
87.重要的是要注意,这里切割直径df的设定也可通过旋转或非旋转刀片进行。因此,利用设备300,也有可能精确地执行根据本发明的方法的上述实施例,并且在屏蔽箔中形成预定断点。此外,设备300可包括用于检测工具与诸如例如屏蔽箔或屏蔽编织物的金属部分的导电物体(这里未示出)的接触的器件。因此,可甚至更精确地形成预定断点,并且可确保屏蔽编织物不受损。
88.本领域技术人员将容易理解,设备100、200和300的刀片23可容易地由穿孔针代替。穿孔针将使屏蔽箔的穿孔成为可能,并且因此形成预定断点。
89.还应注意的是,尽管在这里呈现的实施例中刀片23相对于旋转轴线x的距离是借助于枢转机构来设定的,但是本领域技术人员当然可在本发明的范围内使用其它已知的关闭或打开机构。特别地,本领域技术人员将认识到,螺旋凸缘可容易地用于此目的。螺旋凸缘将特别有利于刀片23能够相对于旋转轴线x径向地移位。
90.图13示出了移除设备400,该移除设备400可用于在预定断点s已经形成之后屏蔽箔的撕裂和移除。移除设备400具有用于夹紧缆线的第一夹紧钳401和第二夹紧钳402。从图13可看出,夹紧钳401、402以围绕轴线fa和ga旋转的方式安装。夹紧钳401、402因此安装在常平悬架或万向节悬架上。移除设备400还包括支脚407,常平悬架的第一框架403可通过支脚407连接到用于平移和旋转移动的器件(这里未示出)。因此,整个移除设备400可沿着方向ma、na和ga以平移方式偏移,并且在旋转方向pa上旋转。
91.如图14中所示,夹紧钳401、402安装在两个压力活塞404上。利用压缩空气连接件401a、401b、402a、402b,可允许压缩空气进入,以便沿着轴线fa调节夹紧钳401、402的位置。从该图中可看出,夹紧钳401和402具有单独的压缩空气连接件401a、401b、402a、402b。移除设备还具有在第一框架403和支脚407之间以及在第二框架408和第一框架403之间围绕轴线ga和fa的扭转弹簧405。利用扭转弹簧405,确保了处于静止位置(即在用夹紧钳夹紧缆线之前)的第一框架403和第二框架408垂直于纵向轴线l对齐。移除设备可具有液压驱动器,而不是压缩空气驱动器。常平悬架中的夹紧钳优选地利用分流器(例如双活塞致动器)或者利用反向旋转的主轴驱动。夹紧钳因此总是相对于纵向轴线对称地被驱动。
92.图15示出了移除设备400的夹紧钳401和402的详细视图。在该实施例中,与缆线接触的夹紧钳401、402的表面具有增加静摩擦的结构。因此,缆线可被更好地夹紧,使得移除过程在没有缆线滑动的情况下发生。
93.这里要注意的是,本发明不限于所描述的实施例。本领域技术人员将清楚,在受保
护发明的范围内,进一步的发展和修改是绝对可能的。根据需要,设备元件可替换为满足相同或相似功能的其它元件。同样可提供附加的设备和元件。这些和其它措施和元件落入由权利要求书限定的本发明的范围内。
94.附图标记列表1.第一齿形带轮2.第二齿形带轮3.第三齿形带轮4.第四齿形带轮5.偏转辊6.张紧辊7.主轴8.第一滑架9.第二滑架10.驱动轴11.第一齿形带12.第二齿形带13.驱动器件,第一马达13a.第一马达驱动带14.第二马达14a.第二马达驱动带15.弹簧16.轴承套17.调节环18.设定器件,定位销19.转子20.枢轴销21.工具凸缘22.弹簧螺栓23.工具25.排气管30.偏转带31a.第一可移动偏转辊31b.第二可移动偏转辊,可移动张紧辊31c.第一不可移动偏转辊31d.第二不可移动偏转辊32.滑架33.主轴34.轨道50.行星齿轮装置
51.行星轮52.太阳轮53.轴54.第五齿形带轮55.中空主体55a.中空主体的内齿,环形齿轮100.根据第一实施例的设备200.根据第二实施例的设备300.根据第三实施例的设备400.移除设备401,402.夹紧钳401a, 401b, 402a, 402b.压缩空气连接件403.第一框架404.压力活塞405.扭转弹簧406.夹紧钳的表面407.支脚408.第二框架λ 刀枢转角度η 调节环调节角度ψ.调节环旋转角度.调节环总角度ka.缆线k1.绝缘护套k2.屏蔽箔k3.屏蔽编织物k4.电介质k5.内部导体ek.缆线中的切口l. 缆线的纵向轴线s. 屏蔽箔中的预定断点。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1