用于电动机、特别是异步电动机的鼠笼式转子以及电动机的制作方法
1.本技术涉及一种用于电动机,特别是异步电动机的鼠笼式转子(短路转子);以及一种电动机。
背景技术:
2.电动机(特别是异步电动机)的转动件被称为鼠笼式转子或者鼠笼型转子,代替由线材卷绕的、经由滑环供应的线圈,其具有在叠片组中持续短路的鼠笼绕组(大型绕组)。
3.鼠笼式转子通常包括第一短路环和第二短路环,其在轴向上彼此相隔地安置在轴上。在短路环之间安置有至少一个短路杆,优选多个短路杆,这些短路杆优选地平行于轴延伸,并且更优选地在周向方向上并排安置。优选地,短路杆被容纳在叠片铁芯中。多个叠片铁芯形成所谓的叠片组。
4.在制造这种鼠笼式转子的框架下,短路杆必须与短路环至少电连接,优选地与其电连接且机械连接。为此,在现有技术中已知了若干种操作方式。
5.在de 195 22 671 c2中,例如描述了如何将短路杆穿过短路环并且使其端部塑性变形。替代地,在此也提出了,短路杆的端部包围短路环。
6.在us 5,642,010 a中,例如提出了使用在端部侧上装备有短路环区段的短路杆,其中在装入所有短路杆后,短路环就完整了。替代地,短路环也可以由单独的短路环区段构成。
7.根据jph 10-174386 a,例如已知了,使短路杆的凸出于叠片组的端部变形,使得其本身形成短路环。
8.所提出的措施部分地在生产技术方面是难以实现的,并且特别是当应提供大功率电动机时,对短路杆材料提出了特别的要求。举例而言,根据 jph 10-174386 a,无法将短路环配置为任意厚度,因为自一定的短路杆厚度起,在生产技术上就无法实现这种改型。
技术实现要素:
9.本技术从这里开始,并且其目的在于,提出一种改进的鼠笼式转子,特别地提出一种可过程安全地制造且可用于高负载的鼠笼式转子。
10.该目的通过根据本技术的鼠笼式转子得以实现。由于短路杆包括具有第一横截面的部段和具有第二横截面的连接体区段,其中第二横截面大于第一横截面,其中短路环具有面对短路杆的内侧,其中连接体区段与其中一个短路环的内侧相连,因此可以通过扩大的表面,将高强度电流传递到短路环与短路杆之间。同样地,短路杆与短路环之间的连接被转移到短路环的内侧上,使得例如无需围绕短路环弯曲任何短路杆,短路杆例如位于外侧上。由此,可过程显著更安全地进行制造,并且也能通过这一措施,随之减小轴向的结构空间。
11.在本技术的一种有利设计方案中,可以预设,鼠笼式转子装备有至少一个第一短路杆和至少一个第二短路杆,其中短路杆在一侧上装备有连接体区段,其中鉴于连接体区
段的轴向定向,短路杆是交替布置的,其中第一短路杆的连接体区段与第一短路环的内侧相连,其中第二短路杆的连接体区段与第二短路环的内侧相连。可以单独地并且特别地在叠片组外,对这样配置的鼠笼式转子的短路杆进行改型。因此,改型可以非常个别地仅适应于短路杆的材料。
12.在本技术的另一有利设计方案中,可以预设,短路杆包括具有第三横截面的第二连接体区段,其中第三横截面大于第一横截面,其中第一连接体区段与第一短路环的内侧相连,并且第二连接体区段与第二短路环的内侧相连。有利地,可以在叠片组内,对这样配置的鼠笼式转子的短路杆进行改型。优选地,第一连接体区段和第二连接体区段是相同的,从而形成对称的短路杆。对称设计的短路杆的优点在于,在两侧上相同地设计短路杆与短路环之间的电流通过面,从而确保均质的电流。
13.在本技术的另一有利设计方案中,可以预设,鼠笼式转子在周向方向上装备有多个短路杆,其中在周向方向上并排布置的连接体区段形成用于短路环的连接体。连接体区段可以形成具有例如圆形外形的分段式连接体。如果单个连接体区段之间有空隙,则可以例如通过焊接实现闭合。连接体形成用于与分别所属的短路环或其内侧连接的接合配对件。连接体和短路环可以例如借助于焊接、摩擦焊接、旋转摩擦焊接、钎焊等相互连接。
14.在本技术的另一有利设计方案中,可以预设,短路环包括接合体和支承体,其中接合体形成短路环的内侧。通过这一混合构造,诸如机械稳定性或者接合性能等优选的任务可以被分配给单个部件,并且通过对应的设计方案和/或材料选择进行最优化。
15.因此,例如可以预设,支承体由铝或者铝合金制成。铝虽然不具有铜的导电性,但是却显著地更稳定并且因此有利地适合作为支承体,但是并没有由此排除导电功能。
16.因此,还可以预设,接合体和一个或多个短路杆由相同的材料制成,特别地由铜或者铜合金制成。通过材料等同性,在连接前述部件时会得出优点。举例而言,两个部件具有相同的熔点,从而在进行连接时可以注意到这些参数,并且得出对应可负载的连接。另外,产生有利的电连接。
17.在本技术的另一有利设计方案中,可以预设,至少一个短路杆被容纳在叠片组中。叠片组可以例如在改型过程中,将短路杆保持在对应的位置中。然而,此外,叠片组还额外地将短路杆保持在预定的位置中。
18.本技术的另一目的在于,提供一种包括鼠笼式转子的、改进的电动机,特别是异步电动机,特别地提供一种性能卓越的且紧凑型构造的电动机。
19.该目的通过根据本技术的电动机,特别是异步电动机得以实现。根据本技术的鼠笼式转子的优点可以用于电动机。
20.本技术的另一目的在于,提出一种有利的用于制造根据本技术的鼠笼式转子的短路环的方法。该目的通过根据本技术所述的方法得以实现。
21.一种用于制造根据本技术的鼠笼式转子的方法有利地至少包括以下方法步骤:
[0022]-将多个具有第一横截面的短路杆半成品改型为多个短路杆,其包括具有第一横截面的部段和具有第二横截面的连接体区段,其中第二横截面被配置为大于第一横截面;
[0023]-鉴于连接体区段的轴向定向,将短路杆交替地引入到短路环之间的叠片组中。
[0024]
通过短路杆的交替定向,可以在叠片组外对短路杆半成品进行改型。可以避免叠片组由于短路杆半成品的改型而被加负荷。
[0025]
一种用于制造根据本技术所述的、包括用于将短路杆容纳在短路环之间的叠片组的鼠笼式转子的方法优选地至少包括以下方法步骤:
[0026]-将分别具有第一横截面的短路杆半成品引入到叠片组中;
[0027]-将多个短路杆半成品改型为多个短路杆,其分别包括具有第一横截面的部段、具有第二横截面的第一连接体区段和具有第三横截面的第二连接体区段,其中第二横截面和第三横截面都被配置为大于第一横截面。
[0028]
在改型前,将短路杆半成品引入到叠片组中。对应地,可以在叠片组内进行改型。
[0029]
在本技术的一种有利设计方案中,可以预设,通过挤压、摆动和/或弯曲,进行短路杆半成品的改型。
[0030]
在本技术的另一有利设计方案中,可以预设,在改型前,削尖短路杆半成品。由此可以实现向内朝向旋转轴的方向引入尽可能多的材料,从而能够改善鼠笼式转子的同轴回转特性。
[0031]
在本技术的另一有利设计方案中,可以预设,在周向方向上并排布置的连接体区段被接合成连接体,其中相应的连接体特别地借助于焊接,优选地借助于旋转摩擦焊接,与相应的短路环的内侧相连。
[0032]
在本技术的另一有利设计方案中,可以预设,在将连接体与相应的短路环的内侧连接之前,连接体和/或连接环的内侧配备有环形凸起和/或环形槽,或使用了装备有环形槽和/或环形凸起的连接体和/或连接环的内侧。特别地对于由铝制成的短路环而言,这呈现了一种优选的设计方案。在旋转摩擦焊接时,短路环被软化。由于更高的熔融温度,铜短路杆不会或者至少基本不会软化。因此,环形凸起埋入到软的铝中。
附图说明
[0033]
根据以下参考示意图对优选实施方案进行的描述,本技术的其它特征和优点将变得清晰明了。在附图中:
[0034]
图1以剖视图示出了根据本技术的电动机;
[0035]
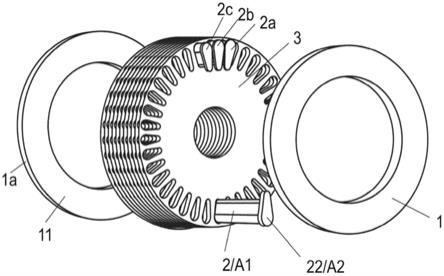
图2以分解图示出了根据本技术的鼠笼式转子;
[0036]
图3示出了包括预设在一侧上的连接体区段的短路杆;
[0037]
图3a示出了根据图3的剖面x-x;
[0038]
图3b示出了根据图3的剖面y-y;
[0039]
图4示出了包括预设在两侧上的连接体区段的短路杆;
[0040]
图4a示出了根据图4的剖面x-x;
[0041]
图4b示出了根据图4的剖面y-y;
[0042]
图4c示出了根据图4的剖面z-z;
[0043]
图5示出了通过挤压实现短路杆半成品的改型;
[0044]
图5a示出了根据图5的剖面x-x;
[0045]
图6示出了通过弯折和挤压实现短路杆半成品的改型;
[0046]
图6a示出了根据图6的剖面x-x;
[0047]
图7示出了叠片组的俯视图,其中包括交替插入的短路杆(t形);
[0048]
图7a示出了短路杆的交替布置的示意图(没有显示叠片铁芯/叠片组);
[0049]
图7b示出了短路环和连接体的旋转摩擦焊接;
[0050]
图7c示出了由短路杆和短路环构成的复合部件;
[0051]
图7d示出了短路环和连接体的旋转摩擦焊接;
[0052]
图8示出了叠片组的俯视图,其中包括交替插入的短路杆(l形);
[0053]
图8a示出了短路杆的交替布置的示意图(没有显示叠片铁芯/叠片组);
[0054]
图8b示出了通过焊接实现间隙闭合;
[0055]
图8c示出了短路环和连接体的旋转摩擦焊接;
[0056]
图8d示出了由短路杆和短路环构成的复合部件;
[0057]
图9a示出了叠片组的俯视图和局部剖视图,其中包括插入的短路杆半成品;
[0058]
图9b示出了在叠片组中对短路杆半成品进行改型的挤压工具;
[0059]
图9c示出了叠片组的俯视图和局部剖视图,其中包括改型的短路杆半成品;
[0060]
图10a示出了在叠片组中对短路杆半成品进行改型的大型摆动挤压工具;
[0061]
图10b示出了在叠片组内对短路杆半成品进行单独改型的小型摆动工具;
[0062]
图10c示出了叠片组的俯视图,其中包括改型的短路杆半成品;
[0063]
图10d示出了叠片组的俯视图,其中包括改型的短路杆半成品,包括经修整的连接体;
[0064]
图11a、b、c示出了短路杆半成品的替代端部;
[0065]
图12a-d示出了借助于两级挤压过程实现的短路杆半成品的改型;
[0066]
图13a-d示出了借助于两级挤压和摆动过程实现的短路杆半成品的改型;
[0067]
图14a-b示出了短路环和/或连接体的替代表面结构;
[0068]
图15a示出了叠片组的俯视图,其中包括改型的短路杆半成品;
[0069]
图15b示出了叠片组的俯视图,其中包括经修整的短路杆半成品;
[0070]
图16示出了混合短路环。
具体实施方式
[0071]
首先参考图1。
[0072]
根据本技术的电动机(特别是异步电动机)主要包括定子s和根据本技术的鼠笼式转子形式的转动件r。
[0073]
根据本技术的鼠笼式转子r主要包括第一短路环1和优选地另一第二短路环1a,其在轴向上彼此相隔地安置在轴4上。在短路环1、1a之间安置有至少一个短路杆2,优选多个短路杆2、2a、2b
……
,这些短路杆优选地平行于轴4延伸,并且更优选地在周向方向上并排安置。优选地,短路杆被容纳在叠片铁芯3中。多个叠片铁芯形成所谓的叠片组。
[0074]
根据本技术,预设了,至少一个短路杆形成具有第一横截面a1的部段 21和具有第二横截面a2的连接体区段22,其中第二横截面a2大于第一横截面a1,其中至少一个短路环1具有面向至少一个短路杆的内侧11,其中短路环1在其内侧11上与短路杆2的连接体区段22相连。
[0075]
更优选地,可以预设,至少一个短路杆2形成具有第三横截面a3的第二连接体区段23,其中第三横截面a3大于第一横截面a1,其中第二短路环1a在其内侧11上与短路杆2的第二连接体区段23相连。
[0076]
短路杆2指的是长形的杆状主体,其优选地由铜或者铜合金制成。短路杆2具有纵向轴线l。上文中提及的横截面a或者说横截面积横向于该纵向轴线l延伸。具有第二横截面a2的第一连接体区段22由短路杆2的第一端面形成,并且具有第三横截面a3的第二连接体区段23(如果预设了的话)由短路杆的第二端面形成。第一横截面a1由例如位于短路杆2的长度的一半处的横截面形成。第一连接体区段22和第二连接体区段23例如可以由短路杆2的t形或者l形端部形成。为了简单起见,在下文中应讨论t形和l形。优选地,短路杆2被配置为一体式的。
[0077]
所提出的发明的其它细节特别地得自制造过程。
[0078]
优选地,基于优选地在整个纵向轴线l上具有第一横截面a1的半成品 h,完成这样的短路杆2的制造。通过诸如弯折和/或挤压等体积改型,制造一个连接体区段22或多个连接体区段22、23。由此,例如通过弯曲短路杆半成品h的一个或多个端部,制造l形,并且通过弯折和挤压短路杆半成品h的一个或多个端部,制造t形。在两级制造过程(弯折和挤压)中,改型程度通常小于一级制造过程(弯折)。
[0079]
关于短路杆半成品的加工地点或者说时间,原则上可以考虑两种变体。
[0080]
在第一变体中,在引入到叠片铁芯或者说叠片组3中之前,基于短路杆半成品h,使至少一个短路杆2或者说多个短路杆2、2a、2b、2c
……
改型。在该变体中,可以为了更轻松的改型,加热材料(热变形),而无需例如在此考虑叠片组的热敏绝缘体。
[0081]
用于该制造变体的短路杆2、2a、2b、2c
……
仅在一侧上具有连接体区段22。
[0082]
交替地装入短路杆2、2a、2b、2c
……
,即以关于连接体区段22交替的轴向定向,将短路杆推入到叠片组3中。这优选地如此实现,使得短路杆的没有设计连接体区段的端面不仅在周向方向上,还在轴向高度上齐平地以连接体区段结束。参考例如两个短路杆2、2a,这意味着,第一短路杆 2的连接体区段22与第一短路环1的内侧11相连,其中第二短路杆2a的连接体区段22与第二短路环1a的内侧11相连。对应地,短路杆2或2a 的没有连接体区段的相应另一端部分别与另一短路环1a或1相连。
[0083]
优选地,连接体区段22被配置为,使得连接体区段与具有第一横截面 a1的凸出部段21在周向方向上相互接触并且实现间隙闭合。可以通过焊接完成可能不存在的间隙闭合。结果是:连接体区段22形成优选地在周向方向上闭合的圆形连接体k。
[0084]
在另一变体中,可以预设,在引入到叠片铁芯3或者说叠片组后,基于短路杆半成品h,进行一个短路杆的改型或多个短路杆2、2a、2b、2c
……
的改型。因此,在一定程度上说,改型发生在已经装入到叠片组中的短路杆半成品上。
[0085]
对于这样的改型,特别地,可以考虑以下操作方式:
[0086]-同时轴向地相互挤压所有短路杆,
[0087]-逐段地轴向挤压短路杆,
[0088]-特别地通过大型摆动工具,同时摆动所有短路杆,
[0089]-特别地通过小型摆动工具,依次单独地摆动每个短路杆,
[0090]-在有或没有重叠部分的情况下,弯曲短路杆。
[0091]
这些操作方式原则上可以任意地相互组合。在附图中,用附图标记挤压工具p或摆动工具t,标记对应的工具。
[0092]
改型优选地发生在短路杆半成品h的两端上,使得对于每个短路杆半成品而言,在
短路杆的两端上产生两个连接体区段22、23。根据享有优先权的改型过程,连接体区段的设计可以是如上文中提及的l形或者t形。
[0093]
一侧的连接体区段22或者说23优选地被配置为,使得其在周向方向上相互接触并且实现间隙闭合。例如可以通过焊接完成可能不存在的间隙闭合。结果是:连接体区段22或者说23形成优选地在周向方向上闭合的圆形连接体k。
[0094]
随后,在两种情况下(在叠片组内或外进行改型),都在相应短路环1 或1a的内侧11与短路杆2、2a、2b、2c
……
的相应连接体22或23之间建立连接,特别是电气和机械连接。与此同时,短路杆的不带连接体的端部 (只要有)也与相应的短路环1或1a相连。优选地,通过焊接,特别地通过旋转摩擦焊接,建立连接。短路环1、1a的内侧11也对应地相互面对。
[0095]
优选地,短路环1或1a的内侧11由与短路杆或短路杆的扩大的横截面积a2或a3同类的(特别是一致的)材料形成,特别地由铜或者铜合金形成。在此,可以使用混合短路环1或1a,其包括接合体11和支承体12。在这种情况下,接合体11形成短路环的内侧。优选地,接合体11或短路环的内侧由与短路杆2、2a、2b、2c
……
或其连接体区段22或23相同的材料制成,特别地由铜或者铜合金制成。支承体12可以由另一种材料制成,例如铝或者铝合金。
[0096]
短路环1还可以装备有位于接合体11与支承体12之间的扩散阻挡件。其旨在防止或者至少减少由铝或者铜氧化物形成边界层或者中间层以及一种材料的原子扩散到另一材料的晶格中。优选地,不仅一个接合配对件,而是两个都在接合前配备有扩散阻挡件。优选的扩散阻挡件材料例如是镍或者银。
[0097]
这样设计的短路环1、1a有多个优点。特别地,通过接合体11与连接体k之间的材料等同性,产生有利的电连接。然而,通过材料等同性,还产生了机械优点,特别是因为可以最佳地接合材料相同的接合配对件。可以主要由支承体提供短路环的机械稳定性。
[0098]
特别地,根据图11至图15,得出本技术的其它方面。
[0099]
在图11中显示了一种短路杆半成品h,其包括不直的端部,特别是倾斜的端部、局部倾斜的端部和组合式倾斜的端部(不对称的燕尾形)。这些形状尤其有利于在改型期间影响流动性能。优选地,在改型期间,材料应向内朝向旋转轴4的方向流动。
[0100]
在图12中显示了两级挤压过程形式的改型过程。第一挤压工具首先将短路杆半成品的端部成形为尖端,例如包括部分倾斜的端部。通过改型,应首先使尽可能多的材料进入内部。第二挤压工具将端部改型成连接体区段。
[0101]
在图13中显示了两级挤压和摆动过程形式的改型过程。挤压工具首先将短路杆半成品的端部成形成在横截面上为例如斧刃状外形。通过改型,应首先使尽可能多的材料进入内部。摆动工具将端部改型成连接体区段。
[0102]
在图14a中显示了配备有环形槽5的连接体和装备有互补的环形凸起6 的短路环1。在图14b中显示了配备有环形凸起的连接体和平面的短路环。特别地对于由铝制成的短路环而言,这呈现了一种优选的设计方案。在旋转摩擦焊接时,短路环被软化。由于更高的熔融温度,铜短路杆不会或者至少基本不会软化。因此,环形凸起6埋入到软的铝中。
[0103]
在图15a中显示了叠片组的俯视图,其中包括改型的短路杆半成品。特别地,涉及的是通过弯曲制得的连接体区段。
[0104]
在图15b中显示了根据图15a的、包括改型的短路杆半成品的叠片组的俯视图,其连接体区段已被修整。由此,可以为紧接着的与短路环的连接过程,提供平面的接合面。
[0105]
结合方法描述的特征和细节当然也适用于根据本技术的装置,反之亦然,从而关于本技术,始终相互参考或者说可以参考单个发明方面。除此之外,可以通过根据本技术的装置,执行根据本技术的方法。
[0106]
附图标记列表
[0107]rꢀꢀꢀꢀꢀ
鼠笼式转子/转动件
[0108]sꢀꢀꢀꢀꢀ
定子
[0109]
l
ꢀꢀꢀꢀꢀ
纵向轴线
[0110]
a1
ꢀꢀꢀꢀ
第一横截面
[0111]
a2
ꢀꢀꢀꢀ
第二横截面
[0112]
a3
ꢀꢀꢀꢀ
第三横截面
[0113]hꢀꢀꢀꢀꢀ
半成品
[0114]kꢀꢀꢀꢀꢀ
连接体
[0115]
p
ꢀꢀꢀꢀꢀ
挤压工具
[0116]
t
ꢀꢀꢀꢀꢀ
摆动(挤压)工具
[0117]1ꢀꢀꢀꢀꢀ
第一短路环
[0118]2ꢀꢀꢀꢀꢀ
第二短路杆
[0119]3ꢀꢀꢀꢀꢀ
叠片铁芯/叠片组
[0120]4ꢀꢀꢀꢀꢀ
轴/旋转轴
[0121]5ꢀꢀꢀꢀꢀ
环形槽
[0122]6ꢀꢀꢀꢀꢀ
环形凸起
[0123]
11
ꢀꢀꢀꢀ
接合体
[0124]
12
ꢀꢀꢀꢀ
支承体
[0125]
21
ꢀꢀꢀꢀ
部段
[0126]
22
ꢀꢀꢀꢀ
第一连接体区段
[0127]
23
ꢀꢀꢀꢀ
第二连接体区段。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1