电机转子浇注装置的制作方法
1.本实用新型涉及电机制造技术领域,特别涉及一种电机转子浇注装置。
背景技术:
2.新能源汽车行业经过不断的发展逐渐壮大起来,并开始在汽车行业中占据比较重要的分量,目前国内新能源汽车大多采用永磁同步电机作为核心驱动部件,这是因为永磁同步电机与其他电机(如特斯拉采用的异步电机)相比有着独特的优势。其中很重要的一个方面是永磁同步电机具有更大的转矩密度比和功率密度比。随着永磁同步电机在新能源汽车上应用的不断展开和深入,对电机的性能和制作设备提出了更高的要求,比如在制作永磁同步电机时,需要将磁钢固定在转子通孔中形成转子磁钢组件,并将其穿入电机轴,要求转子与磁钢之间固定牢固且磁钢不会脱落。
3.现有技术中电机转子的若干叠片与磁钢之间一般采用点胶固定的方法,参考图1,图1是现有技术的电机转子俯视示意图,现有技术中,所述电机转子200包括依次堆叠的若干叠片210及设于所述叠片210上的磁钢220,所述叠片210上具有能够放置所述磁钢220的通孔211,将带有磁性的磁钢220安放在所述通孔中211,在磁钢220和叠片210之间的缝隙中填充环氧树脂(环氧胶),再经过高温固化以形成转子磁钢组件,然后逐个将转子磁钢组件穿轴,在穿轴过程中,转子磁钢组件处于高温状态,同时需要保证转子磁钢组件两两之间的相对位置以形成斜极式转子。但是点胶并不能将叠片210和磁钢220之间的缝隙完全填充,导致叠片210与磁钢220仍然松动且存在脱落风险,并且环氧树脂容易溢出到转子磁钢组件表面,造成清理困难。进一步的,处于高温状态下的转子磁钢组件需要分别入轴,操作难度大且安装过程复杂,同时容易对操作者产生高温烫伤等。更进一步,点胶固定的转子磁钢组件,磁钢220并没有完全位于所述通孔211中,仍有部分裸露在空气中,从而增加了被腐蚀的风险,除此之外,在电机的工作过程中,磁钢经受高/低温的冲击和高转速离心力的影响,具有脱落的风险,从而影响电机的使用寿命。
4.因此,随着永磁同步电机在新能源汽车的进一步广泛应用,这些问题亟需解决,开发一种能够保证转子磁钢组件牢靠固定,且设备结构简单操作方便,能够提高生产效率的电机转子浇注装置是必要的。
技术实现要素:
5.本实用新型的目的在于提供一种电机转子浇注装置,以解决无法对镶嵌在各叠片上的磁钢和叠片进行一次性的整体浇注的问题。
6.为解决上述技术问题,本实用新型提供一种电机转子浇注装置,所述电机转子浇注装置包括:第一注塑模具、第二注塑模具及涨紧轴,所述涨紧轴能够竖直地安装在所述第二注塑模具上,所述第一注塑模具能够沿所述涨紧轴的轴向压合在所述涨紧轴上,所述第一注塑模具上设有浇注口,所述第一注塑模具内设有第一型腔,所述浇注口和所述第一型腔相连通以形成一浇注通道。
7.可选的,在所述电机转子浇注装置中,所述涨紧轴包括:第一旋钮、转轴、轴套、涨紧块及连接杆,所述轴套套设在所述转轴上且所述轴套与所述转轴之间形成一容置空间,所述轴套的侧壁上沿轴向开设有通槽,所述涨紧块嵌于所述通槽中且通过所述连接杆与所述转轴相连,所述连接杆设于所述容置空间中,所述第一旋钮设于所述转轴靠近所述第一注塑模具的端面上;
8.通过旋转所述第一旋钮,所述转轴能够相对所述轴套转动并通过所述连接杆带动所述涨紧块沿所述轴套的径向向外伸展或者向内收缩以改变所述涨紧轴的直径。
9.可选的,在所述电机转子浇注装置中,所述第一注塑模具包括依次堆叠的第一金属板、第二金属板及第三金属板,所述第三金属板较所述第一金属板靠近所述涨紧轴,所述第一金属板上形成有第一沟槽;所述第二金属板上形成有第二沟槽;所述第三金属板上形成有第三沟槽,所述第一沟槽、所述第二沟槽及所述第三沟槽依次连通并构成所述第一型腔。
10.可选的,在所述电机转子浇注装置中,依次堆叠的所述第一金属板、第二金属板及第三金属板通过螺栓压紧并固定。
11.可选的,在所述电机转子浇注装置中,所述第一注塑模具上的浇口包括:一主浇口及至少两个分浇口,所述主浇口设于所述第一金属板的中心,各所述分浇口均设于所述第三金属板上且环绕所述第三金属板的中心铺设,所述主浇口和所述分浇口通过所述第一型腔相连通。
12.可选的,在所述电机转子浇注装置中,所述分浇口均匀地铺设在所述第三金属板上。
13.可选的,在所述电机转子浇注装置中,所述第二注塑模具包括堆叠的第四金属板和第五金属板,所述第四金属板较所述第五金属板靠近所述涨紧轴设置,所述第四金属板具有与所述涨紧轴相对的第一表面及与所述第五金属板相对的第二表面,所述第四金属板的第一表面上设有第二型腔。
14.可选的,在所述电机转子浇注装置中,所述第四金属板和第五金属板通过螺栓压紧并固定。
15.可选的,在所述电机转子浇注装置中,所述第四金属板的第二表面上设有一顶出销,与所述第四金属板相对的所述第五金属板的表面上设有一凹槽,所述顶出销设于所述凹槽中。
16.可选的,在所述电机转子浇注装置中,所述第二型腔中设有多个顶针,所述顶针贯穿所述第四金属板且和所述顶出销连接,通过转动所述顶出销,所述顶针能够上升或者下降。
17.综上,本实用新型提供一种电机转子浇注装置包括:所述电机转子浇注装置包括:第一注塑模具、第二注塑模具及涨紧轴,所述涨紧轴能够竖直地安装在所述第二注塑模具上,所述第一注塑模具能够沿所述涨紧轴的轴向压合在所述涨紧轴上,所述第一注塑模具上设有浇注口,所述第一注塑模具内设有第一型腔,所述浇注口和所述第一型腔相连通以形成一浇注通道,使得浇注料能够流经所述浇注通道到达叠片上的通孔并从上至下地准确地填充叠片与放置于通孔中的磁钢之间的所有缝隙,使得所有磁钢能够对应地固定在所有叠片上,实现了所述磁钢和叠片的一次性的整体浇注,避免了磁钢在经受高/低温的冲击和
高转速离心力的影响时发生脱落的情况,提高了电机转子的可靠性。
附图说明
18.图1是现有技术的电机转子俯视示意图;
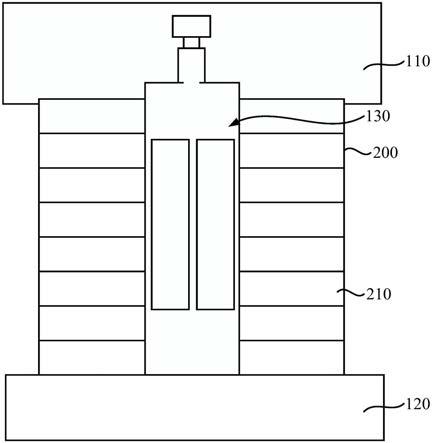
19.图2是本实用新型实施例的电机转子浇注装置示意图;
20.图3是本实用新型实施例的第一注塑模具俯视示意图;
21.图4是本实用新型实施例的第一注塑模具仰视示意图;
22.图5是本实用新型实施例的第二注塑模具俯视示意图;
23.图6是本实用新型实施例的涨紧轴主视示意图;
24.图7(a)、图7(b)是本实用新型实施例的两种不同状态的涨紧轴俯视示意图;
25.其中,附图标记说明:
26.200
‑
电机转子,210
‑
叠片,211
‑
通孔,212
‑
转子风孔,220
‑
通孔,230
‑
极弧区域;
27.110
‑
第一注塑模具,111
‑
主浇口,112
‑
分浇口,113
‑
第一型腔,114
‑
第一螺栓孔,120
‑
第二注塑模具,121
‑
顶出梢,122
‑
第二型腔,123
‑
顶针,124
‑
梢钉,125
‑
第二螺栓孔,126
‑
第三螺栓孔,130
‑
涨紧轴,131
‑
第一旋钮,132
‑
转轴,133
‑
轴套,134
‑
涨紧块,135
‑
连接杆。
具体实施方式
28.以下结合附图和具体实施例对本实用新型提出的电机转子浇注装置作进一步详细说明。根据下面说明,本实用新型的优点和特征将更清楚。需说明的是,附图均采用非常简化的形式且均使用非精准的比例,仅用以方便、明晰地辅助说明本实用新型实施例的目的。此外,附图所展示的结构往往是实际结构的一部分。特别的,各附图需要展示的侧重点不同,有时会采用不同的比例。
29.本实用新型提供一种电机转子浇注装置,参考图2,图2是本实用新型实施例的电机转子浇注装置示意图,所述电机转子浇注装置包括:第一注塑模具110、第二注塑模具120及涨紧轴130,所述涨紧轴130具有沿所述涨紧轴130的轴向设置的相对的第一端和第二端,本实施例中,所述涨紧轴130的第一端相当于所述涨紧轴130的顶端,所述涨紧轴130的第二端相当于所述涨紧轴130的底端,所述涨紧轴130竖直地安装在所述第二注塑模具120上,所述第二注塑模具120上设有用于固定所述涨紧轴130的第二螺栓孔125,所述涨紧轴130的第二端的端面上设有对应的螺纹,所述涨紧轴130可以通过螺栓安装和固定在所述第二注塑模具120上,电机转子200套设在所述涨紧轴130上且竖直地设于所述第二注塑模具120上,所述第一注塑模具110沿所述涨紧轴130的轴向压合在电机转子200及所述涨紧轴130上,所述第一注塑模具110沿电机转子200的轴向将电机转子200的所有叠片210往靠近所述第二注塑模具120的方向压紧,所述第一注塑模具110上设有浇注口,所述第一注塑模具110内设有第一型腔113,所述浇注口和所述第一型腔113相连通以形成一浇注通道,所述浇注通道与所述叠片的通孔211相连通。其中,本实施例以各所述叠片210上设置8对“八字形”的磁钢220为例,所以对应地,所述叠片210上的通孔211的数量为8对,所述电机转子浇注装置用于将所述磁钢220粘固在所述叠片210的通孔211中,利用所述电机转子浇注装置对电机转子200进行浇注时,浇注料能够流经所述浇注口和所述第一型腔113,到达所述叠片210的通孔
211并从上至下地填充叠片210与放置于通孔211中的磁钢220之间的所有缝隙,使得所述磁钢220能够一次性完全固定在叠片210的通孔211中,实现了所述磁钢220和叠片210之间的整体浇注,也实现了磁钢220和叠片210的紧密固定。
30.现有技术中,如图1所示,各所述叠片210堆叠时,沿所述叠片210的周向旋转所述叠片210,将每个叠片210的所述磁钢220错开特定的距离,形成阶梯式磁钢,阶梯式磁钢构成极弧区域230,所述电机转子200的侧壁上形成多组极弧区域230,从而使得所述转子200成为斜极式转子,虽然相邻的所述叠片210与叠片210之间可以错开一定的距离,但是各所述叠片210上的通孔211从上至下依然保持相互连通。
31.优选的,所述第一注塑模具110包括依次堆叠的第一金属板、第二金属板及第三金属板(未图示),参考图3和图4,图3是本实用新型实施例的第一注塑模具俯视示意图,图4是本实用新型实施例的第一注塑模具仰视示意图,所述第一金属板、第二金属板及第三金属板(所述第一注塑模具110)上设有第一螺栓孔114,依次堆叠的所述第一金属板、第二金属板及第三金属板通过螺栓压紧并固定。所述第一金属板上形成有第一沟槽;所述第二金属板上形成有第二沟槽;所述第三金属板上形成有第三沟槽,所述第一沟槽、所述第二沟槽及所述第三沟槽依次连通并构成所述第一型腔113,所述第一注塑模具110上的浇口包括:一主浇口111及至少两个分浇口112,在本实施例中,因为每片叠片210上的所述磁钢220设置有八对,所有所述第一注塑模具110上的所述分浇口112设置八个,所述主浇口111设于所述第一注塑模具110的第一金属板的中心,各所述分浇口112均设于所述第一注塑模具的第三金属板上且环绕所述第三金属板的中心铺设,所述主浇口111和所述分浇口112通过所述第一注塑模具110中的所述第一型腔相连通。因为所述第三金属板直接压合在所述电机转子200的顶层叠片210上以及所述涨紧轴130上,在本实施例中,所述分浇口112均匀地铺设在所述第一注塑模具110的第三金属板上且与所述第三金属板下方的所述叠片210上的八对通孔211的位置上下对应,所以流经所述第一型腔的浇注料直接从各所述分浇口112进入所述叠片210上的八对通孔211中,从上至下依次堆叠的每片叠片210上的各对通孔均对应连通,从而使得浇注料能够从上至下地填充叠片210与放置于通孔211中的磁钢220之间的所有缝隙,使得所述磁钢220能够一次性完全固定在叠片210的通孔211中,实现了所述磁钢220和叠片210之间的整体浇注。
32.进一步的,所述第二注塑模具120包括依次堆叠的第四金属板和第五金属板,参考图5,图5是本实用新型实施例的第二注塑模具俯视示意图,所述第一金属板、第二金属板及第三金属板上设有第三螺栓孔126,依次堆叠的所述第四金属板和第五金属板通过螺栓压紧并固定。所述第四金属板较所述第五金属板靠近所述涨紧轴130设置,所述第四金属板具有与所述涨紧轴相对的第一表面及与所述第五金属板相对的第二表面,如图4所示,所述第四金属板的第一表面上设有第二型腔122,所述第二型腔122与所述叠片210的通孔211相连通,从而流经所述叠片210的通孔211的浇注料最终到达所述第二型腔122,在所述第二注塑模具120的第四金属板上设置所述第二型腔122,能够收集所述磁钢220和叠片210浇注完成后的剩余浇注料,从而避免浇注料在电机转子200的底部过分溢出。
33.在本实施例中,所述第四金属板的第二表面上设有一顶出销121,与所述第四金属板相对的所述第五金属板的表面上设有一凹槽(未图示),所述顶出销121设于所述凹槽中。进一步的,所述第四金属板的第一表面上的所述第二型腔122中设有多个顶针123,所述顶
针123贯穿所述第四金属板且和所述顶出销121连接,通过转动所述顶出销121,所述顶针123能够上升或者下降。因为所述第二型腔122收集了浇注完成后剩余的浇注料,所以电机转子200的底部或多或少会与所述第二注塑模具120的所述第四金属板粘连在一起,通过转动所述顶出销121使得所述顶针123上升,从而使得浇注完成的电机转子200能够从所述第二注塑模具120上脱离。
34.优选的,所述第二注塑模具120上还设有梢钉124,所述梢钉124用于固定电机转子200的叠片210,如图1所示,因为所述电机转子210的各叠片211上均设有转子风孔212,依次堆叠的所述叠片211上的转子风孔212从上至下一一对准,所以在电机转子200套设在所述涨紧轴130上且竖直地设于所述第二注塑模具120上时,所述叠片211上的转子风孔212能够对应套设在所述第二注塑模具120上的所述梢钉124上,从而实现了电机转子200与所述第二注塑模具120进一步的固定。
35.进一步的,参考图6、图7(a)和图7(b),图6是本实用新型实施例的涨紧轴主视示意图,图7(a)、图7(b)是本实用新型实施例的两种不同状态的涨紧轴俯视示意图,所述涨紧轴130包括:第一旋钮131、转轴132、轴套133、涨紧块134及连接杆135,所述轴套133套设在所述转轴132上且所述轴套133与所述转轴132之间形成一容置空间,所述轴套133的侧壁上沿轴向开设有通槽,所述涨紧块134嵌于所述通槽中且通过所述连接杆135与所述转轴132相连,所述连接杆135收纳于所述容置空间中,所述第一旋钮131设于靠近所述第一注塑模具110的所述转轴132的端面上。所述涨紧轴130的轴向长度大于或者等于150mm,所述涨紧轴130的直径为40mm~55mm,通过旋转所述第一旋钮131,所述转轴132能够相对所述轴套133转动并通过所述连接杆135带动所述涨紧块134沿所述轴套133的径向向外伸展或者向内收缩以改变所述涨紧轴130的直径,当所述第一旋钮旋131转到第一位置时,所述转轴132相对所述轴套133转动并通过所述连接杆135带动所述涨紧块134沿所述轴套133的径向穿过所述通槽向外伸展,所述连接杆135将所述涨紧块134从所述通槽中顶出,使得所述涨紧轴130的直径为50mm~55mm;当所述第一旋钮旋转到第二位置时,所述转轴132相对所述轴套133转动并通过所述连接杆135带动所述涨紧块134沿所述轴套133的径向穿过所述通槽向内收缩,所述连接杆135将所述涨紧块134从所述通槽外收回,使得所述涨紧轴的直径为45mm~50mm。所述涨紧轴130上套设所述叠片210之前,所述第一旋钮131钮旋转到第二位置,所述叠片210能够顺利地套设在所述涨紧轴130上,当所有叠片210都放置完成之后,所述第一旋钮131便由第二位置旋转至第一位置以尽可能地缩小所述涨紧轴130与所述叠片210堆叠成的电机转子内侧壁之间的缝隙,从而实现所述叠片210的固定,避免了所述叠片210在浇注时发生旋转的情况,保证了所述电机转子浇注装置的可靠性,从而保证了后续所述磁钢220和叠片210之间的整体浇注以及保证了所述叠片210与所述磁钢220之间的所有缝隙的有效填充。
36.在本实施例中,利用所述电机转子浇注装置对已经在所述通孔211中放置了磁钢220的若干依次堆叠的叠片210进行一次性浇注使得磁钢220与通孔211之间的缝隙得以填满且不会溢出浇注料。在本实施例中,浇注料可以选择环氧树脂。具体的浇注方法如下:首先电机转子200的第一片叠片210穿过所述涨紧轴130放置在所述第二注塑模具120上且通过所述第二注塑模具120的梢钉124和第一片叠片210的转子风孔212的配合实现叠片210与所述第二注塑模具120的固定;然后继续将第二片叠片210穿过所述涨紧轴130放置在前一
片叠片210上且通过周向旋转第二片叠片210,将第二片叠片210上的磁钢220与前一片叠片210上的磁钢220扭斜特定的角度,以此类推,将剩余的所有叠片210依次堆叠在所述第二注塑模具120上且套设在所述涨紧轴130上;通过旋转所述涨紧轴130上的所述第一旋钮131至第一位置来增加所述涨紧轴130的直径以固定所述叠片210;接着,将所述第一注塑模具110压合在堆叠好的顶层叠片210上;通过外部的高频预热设备将电机转子的所有叠片210和磁钢220加热到注塑所需的温度;然后将浇注料(环氧树脂)通入所述主浇口111,浇注料流经所述第一型腔113及各所述分浇口112并从上往下进入电机转子200的各叠片210的通孔211,最后达到所述第二注塑模具120的第二型腔122,其中,浇注料流经所述通孔211的过程就是浇注料填充所述磁钢和所述通孔之间缝隙的工艺过程;待浇注料冷却凝结(高温固化)之后,取下所述第一注塑模具110,并通过关闭所述涨紧轴130上的所述第一旋钮131来缩小所述涨紧轴130的直径,然后通过旋转所述第二注塑模具120的所述顶出梢121将电机转子整个顶出,由此电机转子200的一次性浇注完成。其中,可以看出,使用所述电机转子浇注装置对电机转子进行浇注前,磁钢220就已经完全放置在所述通孔211中,浇注后磁钢220不会因为溢胶的原因暴露出来,从而避免了磁钢220脱落和被腐蚀的风险,从而延长了电机的使用寿命。
37.综上,本实用新型提供一种电机转子浇注装置包括:所述电机转子浇注装置包括:第一注塑模具、第二注塑模具及涨紧轴,所述涨紧轴能够竖直地安装在所述第二注塑模具上,所述第一注塑模具能够沿所述涨紧轴的轴向压合在所述涨紧轴上,所述第一注塑模具上设有浇注口,所述第一注塑模具内设有第一型腔,所述浇注口和所述第一型腔相连通以形成一浇注通道,使得浇注料能够流经所述浇注通道到达叠片上的通孔并从上至下地准确地填充叠片与放置于通孔中的磁钢之间的所有缝隙,使得所有磁钢能够对应地固定在所有叠片上,实现了所述磁钢和叠片的一次性的整体浇注,避免了磁钢在经受高/低温的冲击和高转速离心力的影响时发生脱落的情况,提高了电机转子的可靠性。进一步的,使用所述电机转子浇注装置对叠片与磁钢的所有缝隙进行填充之前,磁钢就已经安放在转子通孔中,使得在浇注后磁钢不会裸露在空气中,从而减小了被腐蚀的风险,从而延长了电机的使用寿命。
38.上述描述仅是对本实用新型较佳实施例的描述,并非对本实用新型范围的任何限定,本实用新型领域的普通技术人员根据上述揭示内容做的任何变更、修饰,均属于权利要求书的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1