电动压缩机的制作方法
1.本发明涉及电动压缩机。
背景技术:
2.在专利文献1中,将电动机中的定子的中性点插入到绝缘的止动件,并且将该止动件安装于定子。现有技术文献专利文献
3.专利文献1:日本专利特开平6
‑
22484号公报
技术实现要素:
发明所要解决的技术问题
4.在将安装于定子芯部的绝缘件针对每个切槽分割而成型的情况下,可以考虑将定子的中性点收容于收容构件,并且将该收容构件安装于一部分的绝缘件,但是由于收容构件的配置,有可能会导致大型化。本发明的技术问题是在收容中性点的收容构件的安装结构中,抑制大型化。解决技术问题所采用的技术方案
5.本发明的一个方式的电动压缩机包括:多个卷框构件,多个上述卷框构件包括在电动机的定子中,并且针对每个卷绕有线圈的切槽单独地成型;连接器构件,上述连接器构件嵌合于卷框构件中的电动机轴向的一端,并且连接有通电端子;以及收容构件,上述收容构件收容有线圈的中性点,并配置于连接器构件中的电动机轴向的另一侧,并且以不比卷框构件中的电动机轴向的一端更向连接器构件一侧突出的方式嵌合于卷框构件中的电动机轴向的一端侧。发明效果
6.根据本发明,由于将收容构件以嵌合于卷框构件且不突出到连接器构件一侧的方式配置,因此,能够抑制大型化。
附图说明
7.图1是压缩机的沿轴向的剖视图。图2是表示定子的图。图3是表示绝缘件的图。图4是表示中性点盒的图。图5是表示将中性点盒嵌合后的状态的图。
具体实施方式
8.以下,基于附图,对本发明的实施方式进行说明。此外,各附图是示意性的图,存在与实际的构件不同的情况。另外,以下的实施方式对用于将本发明的技术思想具体化的装置及方法进行例示,并未将结构特定为下述的结构。即,本发明的技术思想能在权利要求书记载的技术范围内施加各种改变。
9.《一实施方式》《结构》图1是压缩机的沿轴向的剖视图。压缩机11(电动压缩机)是例如在车用空调的制冷剂回路中使用的电动型的涡旋式压缩机。即,在通过装设并内置于车辆的电动机驱动时,将制冷剂吸入并对其进行压缩,然后排出。在压缩机11的保持气密性的定子外壳12的内部收容有电动机13。电动机13包括:固定于定子外壳12的内周面的定子14;以及配置于定子14的内侧的旋转自如的转子15。
10.定子14包括定子芯部21、绝缘件22(卷框构件)和线圈23。定子芯部21形成为圆环状,并且固定于定子外壳12的内周面。绝缘件22是卷绕有线圈23的卷框构件,安装在形成于定子芯部21的内周面的槽中。旋转轴25旋转自如地支承在定子外壳12的内部,在该旋转轴25上固定有由永磁体构成的转子15。在定子外壳12的前侧形成有逆变器收容部26,在逆变器收容部26的内部收容有电动机13的驱动电路27。驱动电路27经由通电端子28与线圈23连接。
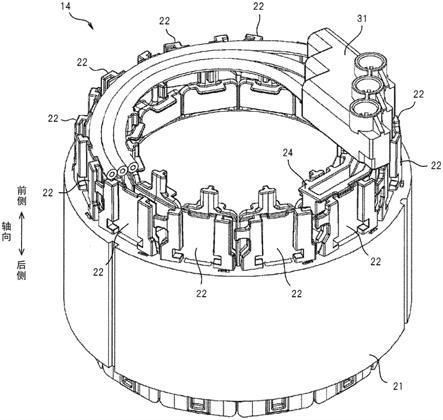
11.图2是表示定子的图。在此,省略了线圈23的图示。绝缘件22例如是由合成树脂成型的绝缘构件,针对每个卷绕有线圈23的切槽单独地成型该绝缘件22,并且该绝缘件22分别安装于定子芯部21。在此,示出了三相十二切槽的示例。在一部分绝缘件22的轴向的前侧嵌合有集群外壳31(连接器构件)。集群外壳31是包括三相的连接器构件,并且从轴向的前侧连接有通电端子28。
12.在一部分的绝缘件22处嵌合有中性点盒(收容构件)24。线圈23通过星形接线在中性点处连接各相的一端,中性点例如在扭曲连接的基础上被锡焊,并且在中性点盒24内由模制树脂固定。中性点盒24配置于集群外壳31的轴向后侧。更进一步地,以不比绝缘件22的轴向的前端侧更向集群外壳31一侧突出的方式嵌入到两个绝缘件22的轴向的前端侧。
13.图3是表示绝缘件的图。图中的(a)是从径向的内侧和轴向的前侧观察的立体图,图中的(b)是从径向的外侧和轴向的前侧观察的立体图。绝缘件22在轴向的前端且径向的外侧的位置处形成有突出板32。突出板32朝向轴向的前侧突出,以面方向与径向正交的方式配置。在突出板32的前端形成有部分地向轴向的后侧凹陷的缺口状的凹部33。绝缘件22在轴向的前端且径向的内侧的位置处形成有缠绕用的突起部34。突起部34从基准面35朝向轴向的前侧突出,前端部从轴向观察形成为大致t字状,并且基端侧供线圈23的一端侧卡定。从与轴向正交的方向观察,突出板32的前端位置和突起部34的前端位置大致相同。
14.图4是表示中性点盒的图。
图中的(a)是从径向的内侧和轴向的前侧观察的立体图,图中的(b)是从径向的外侧和轴向的前侧观察的立体图。中性点盒24是轴向的前侧敞开的有底的容器,由于嵌入到相邻的两个绝缘件22,因此,从轴向观察为弯曲成钝角(在此是150度)的形状。中性点盒24在径向的外侧的位置处形成有与各绝缘件22中的突出板32的凹部33嵌合的檐部41。在此,针对一个绝缘件22形成有一个檐部41,合计存在两个檐部41。各檐部41从中性点盒24的轴向的前端向与轴向正交的方向(或径向)突出。各檐部41的厚度与凹部33的深度对应。
15.中性点盒24在径向的内侧的位置处形成有腿部42。在此,针对一个绝缘件22形成有两个腿部42,合计存在四个腿部42。各腿部42从夹着各绝缘件22中的突起部34的两侧的位置朝向轴向的后侧突出。图5是表示将中性点盒嵌合后的状态的图。图中的(a)是从径向的内侧观察的立体图,图中的(b)是从径向的外侧观察的立体图。供中性点盒24嵌合的绝缘件22仅是配置在规定位置处的两个绝缘件。由于作为中性点而引出的线圈23越短抗振性越优异,因此,较为理想的是以最终束缚位置为基点,在该基点的180度以内的角度范围内选择。
16.当将中性点盒24嵌合到相应的绝缘件22时,中性点盒24的檐部41嵌合于突出板32的凹部33,并且腿部42的前端与基准面35抵接。此时,从与轴向正交的方向观察,中性点盒24的轴向的前端面与突出板32的前端位置以及突起部34的前端位置大致相同,至少不会向轴向的前侧凸出。集群外壳31安装于隐藏中性点盒24的一半且露出剩余一半的位置。此时,集群外壳31的后端面与突出板32的前端及突起部34的前端抵接。另外,中性点从未被集群外壳31隐藏的露出区域插入到中性点盒24。这样,中性点盒24嵌入到绝缘件22,并且由集群外壳31按压,从而对轴向以及与轴向正交的方向的位置进行限制。
17.《作用》接着,对一实施方式的主要作用效果进行说明。虽然可以考虑将中性点盒24安装于一部分的绝缘件22,但是有可能会由于中性点盒24的配置而导致大型化。因此,以将中性点盒24嵌合到绝缘件22且不突出到集群外壳31一侧的方式配置。由此,特别能够抑制轴向的大型化。由于在集群外壳31的轴向的后侧且绝缘件22的突出板32与突起部34之间原本是死区空间,因此,可以有效利用该死区空间。中性点盒24配置在突出板32与突起部34之间,并且由集群外壳31按压。因此,能够对中性点盒24的轴向以及与轴向正交的方向的位置进行限制。
18.当将中性点盒24嵌合到绝缘件22时,檐部41嵌合于突出板32的凹部33。这样,由于通过绝缘件22的凹部33对中性点盒24的檐部41进行支承,因此,能够对中性点盒24的轴向以及与轴向正交的方向的位置进行限制。突出板32还形成于现有的绝缘件22,其目的是安装集群外壳31。因此,由于能够利用现有的突出板32,因此,不需要大幅度的设计变更。另外,腿部42与基准面35抵接。这样,通过绝缘件22的基准面35对中性点盒24的腿部42进行支承,因此,能够对中性点盒24的轴向的位置进行限制,并且使姿态稳定化。突起
部34还形成于现有的绝缘件22,其目的是卡定线圈23。因此,由于能够直接利用现有的突起部34,因此,不需要大幅度的设计变更。
19.另外,将绝缘件22以针对每个切槽能够安装该绝缘件22的方式分割成十二个,并且将中性点盒24嵌合于该绝缘件22的一部分。若将安装有中性点盒24的绝缘件22与未安装中性点盒24的绝缘件22单独地成型,则会导致成本的增大,部件管理也会变得繁杂。因此,将安装有中性点盒24的绝缘件22和未安装中性点盒24的绝缘件22全部设为相同形状。由此,能够抑制成本的增大,实现部件管理的简化。另外,中性点被收容于中性点盒24并由模制树脂固定。由此,能够牢固地支承中性点。另外,由于集群外壳31与相邻的两个绝缘件22嵌合,因此,能够有效地对轴向以及与轴向正交的方向的位置进行限制。
20.《变形例》在一实施方式中,对将三相的连接器构件一体化的集群外壳31进行了说明,但是不限定于此。也可以将各相的连接器构件分离而形成。在一实施方式中,对三相交流的电动机13进行了说明,但是不限定于此,也可以设为单相交流。在一实施方式中,对涡旋式电动压缩机进行了说明,但是不限定于此,也能够应用于斜板式等任意的电动压缩机。
21.以上,参照有限数量的实施方式进行了说明,但权利范围并不限定于它们,基于上述公开的实施方式的改变对于本领域技术人员而言是显而易见的。(符号说明)
22.11
…
压缩机、12
…
定子外壳、13
…
电动机、14
…
定子、15
…
转子、21
…
定子芯部、22
…
绝缘件、23
…
线圈、24
…
中性点盒、25
…
旋转轴、26
…
逆变器收容部、27
…
驱动电路、28
…
通电端子、31
…
集群外壳、32
…
突出板、33
…
凹部、34
…
突起部、35
…
基准面、41
…
檐部、42
…
腿部。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1