一种微型有刷电机转子绕组整形模具及其使用方法与流程
1.本发明属于力矩电机装配领域,具体涉及一种微型有刷电机转子绕组整形模具及其使用方法。
背景技术:
2.电机转子绕组是电机重要组成部分,绕组102与转子铁芯104配合,在电流存在时形成有规律的磁场,从而实现电机的特殊功能。有刷直流力矩电机是电机中重要的组成部分,而微型有刷电机在微特电机中占有重要的位置,为许多领域提供其特有的用途。中大型电机的尺寸较大,对各个组成部分的空间尺寸要求不严格。而微型电机整体尺寸较小,由于整机设计尺寸受到严格的限制,使得各个组成部分的空间要求更为严格,基本不存在富裕的空间尺寸。转子绕组是由漆包线缠绕而成,绕制后的线圈内部有较大的富裕空间,必须将该部分空间充分利用,才能实现整套电机的性能。因此需要对绕组的整形,占据内部空间。但是由于微型电机尺寸小和漆包线较细的原因,在绕组整形过程中极易出现漆包线受损的情况,从而成品率下降或者电机存在质量隐患,甚至不能制得电机
技术实现要素:
3.本发明的目的在于克服现有技术的不足之处,提供一种微型有刷电机转子绕组整形模具及其使用方法,该发明可避免绕组整形时出现尺寸不到位或者整形过度而导致漆包线受损的情况。
4.本发明的上述目的通过如下技术方案来实现:
5.一种微型有刷电机转子绕组整形模具,其特征在于:包括上芯套、下芯套、外套筒、上压块和下压块;
6.所述上芯套的下端和下芯套的上端分别设置有环形插槽,分别与转子轴套的上端部和下端部形成插装配合,所述上芯套的外环面和下芯套的外环面形成绕组内限位面;在上芯套的中心和下芯套的中心均设置有螺栓穿装孔,通过穿装紧固螺栓,使上下芯套及转子轴套沿轴向形成固定连接;
7.所述外套筒同心套设于转子轴套的外部,外套筒的内环面形成绕组外限位面,绕组内限位面与绕组外限位面之间形成绕组整形空间;
8.所述上压块和下压块为环形压块,在所述上压块上和下压块上分别设置有上限位台面和下限位台面,所述上压块由上至下压装于上芯套外环面与外套筒内环面之间的环形空间,上压块的下端面与待整形绕组的上端接触;所述下压块由下至上压装于下芯套外环面与外套筒内环面之间的环形空间,下压块的上端面与待整形绕组的下端接触;在上压块下压至上限位台面与外套筒上端接触,且下压块上压至下限位台面与外套筒下端接触,使中心压绕组达到特定尺寸。
9.一种微型有刷电机转子绕组整形模具的使用方法,其特征在于:基于上述的微型有刷电机转子绕组整形模具,包括如下步骤:
10.步骤1、将上芯套和下芯套装入转子轴套,分别与转子轴套的上端部和下端部插装装配;
11.步骤2、用螺栓穿过上芯套的螺栓穿装孔、转子轴套的中心孔及下芯套的螺栓穿装孔,并在螺栓上拧紧螺母,使上下芯套及转子轴套沿轴向固定连接;
12.步骤3、以转子绕组中换向器端面朝上的方向,由下至上装入到外套筒;
13.步骤4、将上压块和下压块分别装入上芯套与外套筒之间的空间及下芯套与外套筒之间的空间;
14.步骤5、在液压器上,将上压块压至上限位台面与外套筒上端接触,同时将下压块压至下限位端面与外套筒下端接触;
15.步骤6、拆除上下压块、外套筒及上下芯轴,取出电机转子即可。
16.本发明具有的优点和积极效果:
17.1、本发明采用上下芯套与转子轴筒同轴固定连接,通过两芯套的外环面实现对转子绕组的整形内环尺寸的限制,同时采用外套筒,通过外套筒的内环面实现对转子绕组的整形外环尺寸限制。
18.2、本发明采用上下压块对转子绕组施加整形作用力,在上限位台面和下限位台面分别与外套筒上端面及外套筒下端面接触后,实现整形到位限制,避免了过整形及整形不到位,保证了整形到位尺寸与设计尺寸一致,使产品的合格率达到百分之百。
附图说明
19.图1是有刷电机转子结构图;
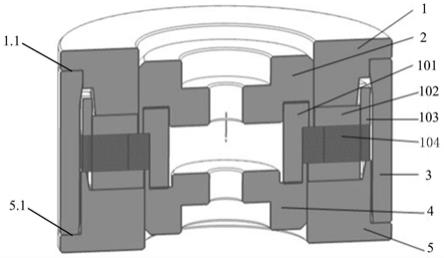
20.图2是电机转子装入绕组整形模具剖视图;
21.图3是绕组整形模具整体结构图。
具体实施方式
22.下面结合附图并通过具体实施例对本发明作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本发明的保护范围。
23.本发明提出一种设计科学合理、不会损伤漆包线的微型有刷电机转子绕组整形模具及其使用方法。
24.本发明采取的技术方案:
25.通过控制漆包线的压紧系数,调整绕组整形后的尺寸,一方面避免过度压紧造成漆包线损伤,另一方面避免绕组尺寸过大影响电机使用。本发明设计一种绕组整形模具,控制压紧系数,限制整形后的空间,实现绕组的整形。
26.对绕组整形压紧程度设定一个系数ζ,该系数代表绕组的压紧情况。理论计算绕组漆包线占用体积s1,实际绕组占用体积s2。
27.三个数值之间的关系为:
[0028][0029]
s1可以根据电机绕组所用的线径、匝数进行计算,为一个固定值。s2是绕组整形后要达到的目标,该值影响整形后的绕组尺寸。ζ为整形的压紧系数。ζ越小代表绕组内漆包线
之间的空间越大,漆包线之间的紧压越小,损伤越小;ζ越大代表绕组内漆包线之间的空间越小,漆包线之间的压紧越大,漆包线可能存在损伤。
[0030]
对于不同形状的漆包线(如圆形、扁形),压紧系数ζ的最大值是不同的。漆包线为圆形时,每根漆包线采取最紧密排列,ζ的理论计算值为漆包线为扁形时,每根漆包线采取最紧密排列,ζ的理论计算值为1。绕组起初为松驰状态,采用压紧整形的方法将松驰的漆包线挤压到特定空间内,所以在实际整形过程中不能达到ζ的理论最大值,否则,漆包线受损严重。
[0031]
从上述分析可知,ζ越小对绕组的损伤越小,从加工角度ζ越小越有利于加工。然而微型电机尺寸受到限制,需要在较小空间内实现电机的性能,从电机设计角度ζ越大得到的尺寸越小。可以看出两者相悖。所以在不同电机中,ζ不完全相同。一般ζ在0.2
‑
0.5范围时整形对漆包线基本没有损伤。然而为了得到特定电机,ζ还需要进一步计算和验证。
[0032]
在应用时首先根据电机的实际尺寸需要,对绕组的内圆和外圆尺寸进行限制。然后参考压紧系数ζ,做绕组轴向方向的压紧模具。为了避免绕组过度压紧,做尺寸限位模块。一种科学合理的微型电机绕组整形模具如下:
[0033]
在两端绕组内部各做一个限位芯套,分别为上芯套2和下芯套4,避免整形过程中绕组向内超出尺寸;在绕组外侧做一个外套筒3,避免整形时绕组向外超出尺寸;在绕组两端各做一个压块,分别为上压块1和下压块5,向中心压绕组达到特定尺寸。在此过程中,外套筒作为尺寸限位模块,使压紧时压块接触外套筒时便停止对绕组的挤压。
[0034]
本微型电机绕组整形模具的使用方法包括如下步骤:
[0035]
步骤1、将上芯套和下芯套装入转子轴套101,分别与转子轴套的上端部和下端部插装装配;
[0036]
步骤2、用螺栓6穿过上芯套的螺栓穿装孔、转子轴套的中心孔及下芯套的螺栓穿装孔,并在螺栓上拧紧螺母7,使上下芯套及转子轴套沿轴向固定连接;
[0037]
步骤3、以转子绕组中换向器103端面朝上的方向,由下至上装入到外套筒;
[0038]
步骤4、将上压块和下压块分别装入上芯套与外套筒之间的空间及下芯套与外套筒之间的空间;
[0039]
步骤5、在液压器上,将上压块压至上限位台面1.1与外套筒上端接触,同时将下压块压至下限位端面5.1与外套筒下端接触;
[0040]
步骤6、拆除上下压块、外套筒及上下芯轴,取出电机转子即可。
[0041]
综上,本发明通过合理设计压紧系数ζ可以避免绕组在整形时受损;本发明适用于对空间要求更为严格的微型有刷电机,整形成品率接近百分之百。
[0042]
尽管为说明目的公开了本发明的实施例和附图,但是本领域的技术人员可以理解:在不脱离本发明及所附权利要求的精神和范围内,各种替换、变化和修改都是可能的,因此,本发明的范围不局限于实施例和附图所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1