马达的制作方法
1.本发明涉及马达。
背景技术:
2.以往,在马达中,已知有通过用磁传感器检测安装在构成转子的轴上的传感磁铁的磁通,来检测转子的旋转位置的技术。另外,为了抑制从定子产生的磁通对上述磁传感器产生影响,已知在定子和磁传感器之间设置金属制的屏蔽板。屏蔽板被固定于马达的壳体。
3.关于在马达的壳体上固定屏蔽板的结构,例如在日本特许第6013989号公报中记载。
4.专利文献1:日本特许第6013989号公报
5.在日本特许第6013989号公报中,将马达轭(14)的突出部(54)插入到端部壳体(16)的孔中,通过压接突出部(54)的一对压接片(56),将噪声屏蔽罩(18)固定在端部壳体(16)上。但是,在该结构中,突出部54的加工花费工时。另外,由于必须对马达轭(14)、端部壳体(16)以及噪声屏蔽罩(18)这三个部件进行定位,因此进一步增加了工时。
技术实现要素:
6.本发明的目的在于提供能够以较少的工时在轴承保持架的下表面固定屏蔽板的技术。
7.马达具有:环状的定子,其配置于上下延伸的中心轴线的周围;转子,其被支承为能够以所述中心轴线为中心旋转;以及壳体,其收纳所述定子和所述转子,其中,所述转子具有:轴,其沿所述中心轴线延伸;以及转子主体,其以所述中心轴线为中心与所述轴一起旋转,所述马达还具有:轴承,其在比所述转子主体靠轴向上侧的位置对所述轴进行支承,以使所述轴能够相对于所述壳体旋转;以及金属制的屏蔽板,其位于所述定子的轴向上侧,所述壳体具有对所述壳体的轴向的内外进行划分并且保持所述轴承的轴承保持架,所述轴承保持架具有沿轴向贯通的贯通孔,所述屏蔽板具有:屏蔽板主体,其位于所述轴承保持架与所述定子之间,沿着所述轴承保持架的下表面扩展;以及筒状的突出部,其从所述屏蔽板主体向上方突出,插入于所述贯通孔,所述突出部具有与所述轴承保持架的上表面接触的加工变形部。
8.根据本发明,在马达的制造工序中,在轴承保持架的贯通孔中插入屏蔽板的突出部,使突出部的上端部以与轴承保持架的上表面接触的方式变形。由此,能够以少的工时将屏蔽板固定在轴承保持架的下表面。
附图说明
9.图1是马达的外观立体图。
10.图2是马达的纵剖视图。
11.图3是定子和汇流条单元的分解立体图。
12.图4是汇流条单元的俯视图。
13.图5是汇流条单元的沿图4中的a
‑
a线的剖视图。
14.图6是汇流条单元的沿图4中的b
‑
b线的剖视图。
15.图7是示出汇流条单元的组装作业的流程的流程图。
16.图8是汇流条单元的组装作业的中途的定子以及汇流条单元的立体图。
17.图9是汇流条单元的组装作业的中途的定子以及汇流条单元的局部立体图。
18.图10是汇流条单元的组装作业的中途的定子以及汇流条单元的局部立体图。
19.图11是变形例的定子以及汇流条单元的立体图。
20.图12是轴承保持架、屏蔽板以及引导衬套的分解立体图。
21.图13a是示出将屏蔽板固定在轴承保持架上时的样子的纵剖视图。
22.图13b是示出将屏蔽板固定在轴承保持架上时的样子的纵剖视图。
23.图13c是示出将屏蔽板固定在轴承保持架上时的样子的纵剖视图。
24.图14是形成有加工变形部的突出部的立体图。
25.图15a是示出在轴承保持架上固定引导衬套时的第2突出部附近的样子的纵剖视图。
26.图15b是示出在轴承保持架上固定引导衬套时的第2突出部附近的样子的纵剖视图。
27.图15c是示出在轴承保持架上固定引导衬套时的第2突出部附近的样子的纵剖视图。
28.图16是示出转子的组装作业的流程的流程图。
29.图17是转子的组装作业的中途的定子、转子、壳体以及汇流条单元的纵剖视图。
30.图18是3个连接端子以及转子主体的概略平面图。
31.标号说明
32.1:马达;2:定子;3:转子;4:壳体;6:汇流条单元;9:中心轴线;21:定子铁芯;22:绝缘件;23:线圈;31:轴;32:转子主体;41:壳体主体;42:轴承保持架;43:屏蔽板;44:引导衬套;51:下轴承;52:上轴承;61:导通部件;62:汇流条保持架;221:第1壁部;222:第2壁部;223:第1间隙;224:第2间隙;225:槽部;226:浇口痕;231:引出线;321:转子铁芯;322:转子磁铁;421:轴承保持部;422:贯通孔;423:凹部;423a:端面;424:第1贯通孔;425:第2贯通孔;431:屏蔽板主体;432:突出部;432a:筒状部;432b:顶板部;432c:中空部;432d:加工变形部;440:基部;441:第1突出部;441a:下突出部;441b:上突出部;442:第2突出部;442a:扩径部;611:板状部;611a:下段板状部;611b:中段板状部;611c:上段板状部;612:连接端子;612a:下端子部;612b:弯曲部;612c:上端子部;613:焊接端子;614:臂部;615:焊接部;616:焊接凹部;621:保持架主体部;622:按压部;623:脚部;623a:横脚部;623b:纵脚部;624:外侧缘部;625:内侧缘部;626:浇口痕;u1:第1单元;u2:第2单元。
具体实施方式
33.以下,参照附图对本发明的例示的实施方式进行说明。此外,在本技术中,将与马达的中心轴线平行的方向设为“轴向”,将与马达的中心轴线垂直的方向设为“径向”,将沿着以马达的中心轴线为中心的圆弧的方向称为“周向”。另外,在本技术中,以轴向为上下方
向,相对于转子主体以轴承保持架侧为上,说明各部的形状和位置关系。但是,没有通过该上下方向的定义限定本发明的马达的制造时以及使用时的姿势的意图。
34.另外,上述的“平行的方向”也包含大致平行的方向。另外,上述的“垂直的方向”也包含大致垂直的方向。
35.<1.马达的整体结构>
36.图1是本发明的一个实施方式的马达1的外观立体图。图2是马达1的纵剖视图。
37.该马达1例如搭载在汽车上,用作产生电动助力转向装置的驱动力的驱动源。但是,本发明的马达也可以用于助力转向以外的用途。例如,本发明的马达也可以用作汽车的其他部位,例如变速器装置、制动装置、牵引力马达装置、发动机冷却用风扇或油泵的驱动源。另外,本发明的马达也可以搭载在家电产品、oa设备、医疗设备等上,产生各种驱动力。
38.如图1和图2所示,马达1具有定子2、转子3以及壳体4。壳体4被固定在成为驱动对象的设备的框体上。定子2被固定于壳体4。转子3被定子2以及壳体4可旋转地支承。
39.定子2是在中心轴线9的周围配置的环状的单元。本实施方式的定子2具有定子铁芯21、绝缘件22以及多个线圈23。
40.定子铁芯21由电磁钢板叠层在轴向上的叠层钢板构成。定子铁芯21具有以中心轴线9为中心的圆环状的铁芯背部211和从铁芯背部211向径向内侧延伸的多个齿212。铁芯背部211与中心轴线9大致同轴地配置。多个齿212大致等间隔地排列在周向上。
41.绝缘件22由作为绝缘件的树脂构成。绝缘件22被安装在定子铁芯21中。定子铁芯21的表面的至少一部分被绝缘件22覆盖。具体地说,在定子铁芯21的表面中,至少各齿212的上表面、下表面和周向的两端面被绝缘件22覆盖。
42.多个线圈23配置在中心轴线9的周围。各线圈23由卷绕在绝缘件22的周围的导线构成。即,在本实施方式中,在成为磁芯的齿212的周围,经由绝缘件22卷绕导线。绝缘件22介于齿212和线圈23之间,由此,抑制齿212和线圈23电短路。
43.转子3是在定子2的径向内侧,以中心轴线9为中心被可旋转地支承的单元。本实施方式的转子3具有轴31和转子主体32。
44.轴31是沿着中心轴线9延伸的柱状的部件。轴31的材料例如使用不锈钢等金属。轴31通过被后述的下轴承51以及上轴承52支承,以中心轴线9为中心旋转。另外,轴31的下端部311比壳体4向轴向下侧突出。轴31的该下端部311通过齿轮等动力传递机构与成为驱动对象的装置连接。
45.另外,轴31也可以不一定向壳体4的轴向下侧突出。即,轴31的上端部也可以比壳体4向轴向上侧突出。另外,轴31也可以是中空的部件。
46.转子主体32与轴31一起以中心轴线9为中心进行旋转。转子主体32具有转子铁芯321和多个转子磁铁322。转子铁芯321由电磁钢板沿轴向层叠的层叠钢板构成。转子铁芯321在其中央具有向轴向延伸的贯通孔。轴31被压入转子铁芯321的该贯通孔中。由此,转子铁芯321和轴31被相互固定。
47.多个转子磁铁322位于转子铁芯321的外周面或转子铁芯321的内部。各转子磁铁322的径向外侧的面成为与齿212的径向内侧的端面对置的磁极面。多个转子磁铁322以n极和s极交替排列的方式沿周向排列。
48.在马达1驱动时,从图外的电路板经由后述的导通部件61向线圈23供给驱动电流。
这样,在定子铁芯21的多个齿212中产生旋转磁场。然后,通过齿212与转子磁铁322之间的磁吸引力以及排斥力,产生周向的扭矩。结果,相对于定子2以及壳体4,转子3以中心轴线9为中心进行旋转。
49.壳体4是在内部收纳定子2以及转子3的箱体。如图1和图2所示,壳体4具有壳体主体41和轴承保持架42。
50.壳体主体41是有底筒状的容器。壳体主体41的材料例如使用铝或不锈钢等金属。但是,也可以使用树脂来代替金属作为壳体4的材料。壳体主体41具有底板部411和侧壁部412。底板部411在比定子2靠轴向下侧的位置,扩展成与中心轴线9大致垂直的圆板状。在底板部411的中央设置有下部开口410。下部开口410在轴向上贯通底板部411。轴31通过下部开口410沿轴向延伸。侧壁部412从底板部411的径向外侧的端部向轴向上侧呈圆筒状延伸。定子铁芯21固定在侧壁部412的内周面上。
51.轴承保持架42是构成壳体4的上表面并划分壳体4的轴向的内外的部件。轴承保持架42在比定子2靠轴向上侧的位置,扩展成与中心轴线9大致垂直的圆板状。轴承保持架42的材料例如使用铝等金属。轴承保持架42的周缘部固定在壳体主体41的侧壁部412的上端部。在轴承保持架42的中央设置有上部开口420。上部开口420沿轴向贯通轴承保持架42。轴31的上端部位于上部开口420内。
52.另外,马达1具有下轴承51以及上轴承52。下轴承51配置在壳体主体41和轴31之间。下轴承51位于比转子主体32靠轴向下侧的位置。上轴承52配置在轴承保持架42和轴31之间。上轴承52位于比转子主体32靠轴向上侧的位置。
53.下轴承51和上轴承52例如使用经由多个球体使外圈和内圈相对旋转的球轴承。下轴承51的外圈固定在壳体主体41的底板部411的径向内侧的端部。上轴承52的外圈固定在轴承保持架42的径向内侧的端部。另外,下轴承51以及上轴承52的各个内圈被固定于轴31。由此,轴31被支承为相对于壳体主体41以及轴承保持架42可旋转。但是,代替球轴承,也可以使用滑动轴承或流体轴承等其他方式的轴承。
54.<2.汇流条单元>
55.本实施方式的马达1具有汇流条单元6。汇流条单元6是用于电连接线圈23和图外的电路板的单元。图3是定子2以及汇流条单元6的分解立体图。图4是汇流条单元6的俯视图。图5是汇流条单元6的沿图4中的a
‑
a线的剖视图。图6是汇流条单元6的沿图4中的b
‑
b线的剖视图。
56.如图3所示,本实施方式的定子2具有12个线圈23。12个线圈23包含流过三相交流的u相电流的4个u相线圈、流过v相电流的4个v相线圈、流过w相电流的4个w相线圈。各线圈23由1条导线构成。即,本实施方式的12个线圈23由流过u相电流的4条u相导线、流过v相电流的4条v相导线、流过w相电流的4条w相导线构成。各导线的一个端部从线圈23向轴向下侧引出,相互电连接。另外,如图3所示,各导线的另一端部从线圈23向轴向上侧引出。以下,将从导线的线圈23向轴向上侧延伸的部分称为“引出线231”。
57.汇流条单元6位于定子铁芯21、绝缘件22以及线圈23的轴向上侧。如图3~图6所示,汇流条单元6具有3个导通部件61(汇流条)和汇流条保持架62。
58.导通部件61由作为导体的金属构成。三个导通部件61分别具有板状部611、连接端子612、四个焊接端子613。板状部611与中心轴线9垂直地扩展,且呈以中心轴线9为中心的
圆弧状延伸。三个板状部611在径向的相同位置沿轴向重叠配置。连接端子612从板状部611向径向内侧以及轴向上侧延伸。连接端子612的上端部位于比汇流条保持架62靠轴向上侧的位置。连接端子612的该上端部与上述电路板电连接。
59.焊接端子613具有从板状部611向径向外侧以及轴向上侧延伸的臂部614和位于臂部614的前端的焊接部615。焊接部615具有朝向周向的一侧开口的焊接凹部616。引出线231的轴向的一部分位于焊接凹部616的内侧。并且,引出线231的该一部分被焊接在焊接部615上。由此,线圈23和导通部件61被电连接。
60.如上所述,三个导通部件61分别具有四个焊接部615。因此,本实施方式的汇流条单元6具有合计12个焊接部615。上述的4条u相导线的引出线231分别焊接在设置于1个导通部件61上的4个焊接部615上。上述的4条v相导线的引出线231分别焊接在设置于另一个导通部件61上的四个焊接部615上。上述的4条w相导线的端部分别焊接在设置于剩余的1个导通部件61上的4个焊接部615上。
61.连接端子612和焊接端子613从板状部611相互向径向的相反侧延伸。因此,能够不受连接端子612妨碍地将引出线231焊接到焊接端子613的焊接部615上。另外,12个焊接部615在周向上等间隔地配置,并且在轴向以及径向上配置在同一位置。在马达1的制造工序中,一边使马达1以一定的间距沿周向旋转,一边在各焊接部615上焊接引出线231。由此,能够高效率地进行在焊接部615焊接引出线231的作业。
62.汇流条保持架62是保持三个导通部件61的圆环状的部件。汇流条保持架62的材料使用作为绝缘件的树脂。汇流条保持架62是在将3个导通部件61的板状部611配置在模具内的状态下,使熔融的树脂流入模具内,使树脂固化而得到的。即,汇流条保持架62是使3个导通部件61为嵌件部件的嵌件成型品。3个导通部件61通过汇流条保持架62维持相互分离的状态。由此,三个导通部件61相互电绝缘。
63.<3.汇流条单元的详细的构造>
64.接着,说明汇流条单元6的更详细的结构。另外,以下,将3个导通部件61的板状部611中的位于轴向最下侧的板状部611称为“下段板状部611a”。另外,在3个导通部件61的板状部611中,将位于轴向的中央的板状部611称为“中段板状部611b”。另外,将3个导通部件61的板状部611中位于轴向最上侧的板状部611称为“上段板状部611c”。
65.汇流条保持架62具有圆环状的保持架主体部621和四个按压部622。保持架主体部621覆盖整个下段板状部611a和整个中段板状部611b。另外,保持架主体部621覆盖上段板状部611c的下表面、径向内侧的端缘以及径向外侧的端缘。上段板状部611c的上表面的一部分从保持架主体部621露出。即,在本实施方式中,上段板状部611c的上表面的一部分没有被汇流条保持架62覆盖。由此,与上段板状部611c的上表面的整体被汇流条保持架62覆盖的情况相比,能够将汇流条保持架62在轴向上小型化。
66.四个按压部622覆盖上段板状部611c的上表面的一部分。各按压部622沿径向横跨上段板状部611c的上表面。上段板状部611c与按压部622的下表面接触。由此,能够抑制上段板状部611c从保持架主体部621向轴向上侧分离。特别是,在本实施方式中,4个按压部622等间隔地配置在周向上。由此,能够抑制上段板状部611c的周向的整体从保持架主体部621分离。
67.在马达1的制造工序中,在焊接部615上焊接引出线231时,通过焊接用的治具,在
径向上夹着焊接部615。如果该治具与汇流条保持架62接触,则汇流条保持架62就会熔融。为了避免这种情况,需要在焊接部615和汇流条保持架62之间确保充分的空间。假设将上述的按压部622配置在与焊接部615相同的周向的位置,则为了在焊接部615和按压部622之间确保间隙,需要将焊接部615配置在径向外侧或轴向上侧。这样,汇流条单元6的径向或轴向的尺寸变大。
68.但是,在本实施方式中,四个按压部622设置在与焊接部615不同的周向的位置。即,上段板状部611c的上表面至少在与焊接部615相同的周向位置从保持架主体部621露出。这样,能够抑制焊接用的治具与按压部622接触,并且能够将焊接部615紧凑地配置在径向内侧以及轴向下侧。
69.具体地说,在本实施方式中,焊接部615的径向的位置与线圈23的径向外侧的端部相比,成为径向内侧。由此,汇流条单元6在径向上被小型化。另外,也可以将焊接部615的至少一部分配置在与按压部622相同的高度。由此,能够将汇流条单元6在轴向上小型化。
70.如图4所示,保持架主体部621具有外侧缘部624以及内侧缘部625。外侧缘部624位于上段板状部611c的径向外侧。内侧缘部625位于上段板状部611c的径向内侧。上段板状部611c的径向外侧的端缘部与外侧缘部624接触。由此,抑制上段板状部611c向径向外侧的位置偏移。另外,上段板状部611c的径向内侧的端缘部与内侧缘部625接触。由此,抑制上段板状部611c向径向内侧的位置偏移。
71.另外,外侧缘部624的上表面以及内侧缘部625的上表面位于与上段板状部611c的上表面相同的高度。由此,可以抑制外侧缘部624以及内侧缘部625向轴向上侧突出,可以进一步抑制汇流条单元6的轴向的尺寸。
72.另外,汇流条保持架62具有6个脚部623。6个脚部623等间隔地配置在周向上。各脚部623具有横脚部623a和纵脚部623b。横脚部623a从保持架主体部621的外周面的下端向径向外侧延伸。纵脚部623b从横脚部623a的径向外侧的端部向轴向下侧延伸。如图2所示,纵脚部623b的下端部与定子铁芯21的铁芯背部211的上表面接触。由此,相对于定子铁芯21,汇流条单元6在轴向上被定位。
73.在本实施方式中,六个脚部623分别设置在与焊接部615不同的周向的位置。因此,在焊接部615和脚部623之间确保足够的空间。因此,在将引出线231焊接到焊接部615上时,能够抑制焊接用的治具与脚部623接触。
74.另外,本实施方式的汇流条保持架62覆盖上段板状部611c的部分少。因此,在成型汇流条保持架62时,不是从上段板状部611c的上侧,而是从三个板状部611的径向内侧向模具内流入熔融的树脂。熔融树脂沿着多个板状部611的间隙向径向内侧扩展。如图3所示,制造后的汇流条保持架62在保持架主体部621的径向内侧的面上具有浇口痕626。
75.另外,汇流条单元6具有的导通部件61的数量也可以不一定是3个。根据多个线圈23的接线方式,导通部件61的数量可以是2个以下或者4个以上。在保持架主体部621中,只要位于最上段的上段板状部611c的上表面的至少一部分从保持架主体部621露出即可。
76.<4.汇流条单元的组装>
77.接着,说明在马达1的制造工序中,在定子2的绝缘件22中组装汇流条单元6的作业。图7是示出该作业的流程的流程图。图8是该作业的中途的定子2以及汇流条单元6的立体图。图9以及图10是该作业的中途的定子2以及汇流条单元6的局部立体图。
78.如图3和图8~图10所示,本实施方式的绝缘件22具有12个第1壁部221和12个第2壁部222。即,本实施方式的绝缘件22具有与线圈23相同数量的第1壁部221和第2壁部222的组。第1壁部221和第2壁部222都位于定子铁芯21的铁芯背部211的轴向上侧。另外,第1壁部221和第2壁部222交替地配置在周向上。
79.第1壁部221是在绝缘件22的外周面向径向外侧突出,并且沿周向延伸的突起。第2壁部222从第1壁部221向周向的一侧隔开间隔设置。第2壁部222是在绝缘件22的外周面向径向外侧突出,并且沿轴向延伸的突起。与第1壁部221的上端部相比,第2壁部222的上端部位于轴向上侧。
80.在第1壁部221的周向的一侧的端部和第2壁部222的周向的另一侧的端面之间存在第1间隙223。第1间隙223是在制造后的状态下配置汇流条保持架62的纵脚部623b的间隙。第1间隙223的周向的宽度比纵脚部623b的周向的尺寸大。另外,在第1壁部221的周向的另一侧的端部和第2壁部222的周向的一侧的端面之间存在第2间隙224。第2间隙224的周向的宽度小于纵脚部623b的周向尺寸。
81.在对定子2的绝缘件22组装汇流条单元6时,首先,从图3的状态使汇流条单元6向轴向下侧移动(步骤s11)。由此,使定子2和汇流条单元6在轴向上接近。于是,如图8和图9所示,纵脚部623b的下端部与第1壁部221的上表面接触(步骤s12)。由此,汇流条单元6向轴向下侧的移动停止。
82.第1壁部221的周向的长度比纵脚部623b的周向的尺寸充分宽。因此,即使纵脚部623b的周向的位置相对于第1壁部221稍微偏移,纵脚部623b的下端部也能够与第1壁部221的上表面接触。因此,在步骤s11~s12中,不需要严密地进行相对于定子2的汇流条单元6的周向的定位。
83.此外,第2间隙224的周向宽度小于纵脚部623b的周向尺寸。因此,在步骤s11~s12中,纵脚部623b不会误插入第2间隙224。
84.接着,相对于定子2,使汇流条单元6向周向的一侧旋转(步骤s13)。由此,如图9中的虚线箭头所示,使脚部623沿着第1壁部221的上表面向周向的一侧移动。然后,通过使脚部623与第2壁部222接触,使脚部623的旋转停止(步骤s14)。
85.在步骤s13~s14中,伴随着汇流条单元6的旋转,焊接部615也从远离引出线231的周向另一侧的位置(图9的位置)向周向的一侧移动,直到与引出线231重叠的位置(图10的位置)。由此,在焊接凹部616中插入引出线231。
86.接着,相对于定子2,使汇流条单元6向轴向下侧移动(步骤s15)。由此,在第1壁部221与第2壁部222之间的第1间隙223中插入纵脚部623b。其结果,相对于绝缘件22,脚部623在周向上被定位。另外,伴随于此,相对于引出线231,焊接部615在周向被定位。
87.然后,纵脚部623b的下端部与定子铁芯21的铁芯背部211的上表面接触(步骤s16)。由此,相对于定子2,汇流条单元6在轴向上被定位。在本实施方式中,在定子铁芯21的上表面和脚部623之间夹着绝缘件22。因此,能够不受绝缘件22的尺寸误差的影响,相对于定子铁芯21将汇流条单元6高精度地定位在轴向上。
88.当步骤s16完成时,如图10所示,引出线231的上端部附近位于焊接部615的焊接凹部616内。在该状态下,通过焊接用的治具,在径向上夹着焊接部615施加压力,并且对焊接部615施加热或电压。由此,对焊接部615焊接引出线231(步骤s17)。
89.如上所述,在该马达1的制造工序中,在定子2的绝缘件22上组装汇流条单元6时,首先,使纵脚部623b的下端部与第1壁部221的上表面抵接,然后,通过以中心轴线9为中心使汇流条单元6旋转,向第1壁部221与第2壁部222之间的第1间隙223插入纵脚部623b。由此,能够容易地进行焊接部615相对于引出线231的周向的定位。
90.这里,如图4所示,在汇流条单元6中,将从与脚部623的周向另一侧相邻的焊接部615到上述脚部623的周向的中心角设为θ1。另外,如图9所示,在定子2中,从应焊接在上述焊接部615上的引出线231到上述脚部623接触的第1壁部221的周向一侧的端部的周向的中心角为θ2。另外,如图9所示,在定子2中,从应焊接在上述焊接部615上的引出线231到上述脚部623接触的第2壁部222的周向另一侧的端面的周向的中心角为θ3。这样,这些中心角θ1、θ2、θ3优选满足θ2<θ1<θ3的关系。
91.若满足上述关系,则在将纵脚部623b插入第1壁部221与第2壁部222之间的第1间隙223中时,能够在焊接部615的焊接凹部616内配置引出线231。
92.对于从脚部623开始向周向另一侧数第2个焊接部615,也与上述同样地定义θ1,如果根据与应该焊接在该焊接部615上的引出线231的关系,与上述同样地定义θ2、θ3,则优选与上述同样地满足θ2<θ1<θ3的关系。
93.在本实施方式的汇流条单元6中,焊接部615的数量为12个,与此相对,脚部623的数量不是12个,而是6个。这样,如果减少脚部623的数量,则能够减少汇流条保持架62的树脂的体积,能够使汇流条单元6轻量化。另外,即使在脚部623的数量比焊接部615的数量少的情况下,若各焊接部615满足上述的θ2<θ1<θ3的关系,则通过脚部623的定位,在各焊接部615的焊接凹部616内,可以配置引出线231。
94.如图10所示,本实施方式的绝缘件22具有槽部225和浇口痕226。槽部225在绝缘件22的外周面的第1壁部221的轴向上侧,向径向内侧凹陷。浇口痕226是在绝缘件22的注射成型时,在模具的浇口存在的位置形成的突起。浇口痕226位于槽部225内。这样,如果将浇口痕226配置在槽部225内,则浇口痕226不会从绝缘件22的外周面向径向外侧突出。因此,在上述步骤s13中,可以不受浇口痕226妨碍地使纵脚部623b向周向的一侧移动。
95.此外,在本实施方式中,第1壁部221和第2壁部222位于绝缘件22的外周面。因此,在上述的步骤s11~s16的各工序中,作业者容易视觉确认脚部623相对于第1壁部221和第2壁部222的动作。此外,与在绝缘件22的径向内侧中配置脚部623的情况相比,能够使汇流条单元6的姿势更稳定。
96.但是,如图11所示,第1壁部221以及第2壁部222也可以位于绝缘件22的内周面。此时,汇流条保持架62的多个脚部623被插入到绝缘件22的径向内侧。并且,在绝缘件22的径向内侧,多个脚部623通过第1壁部221以及第2壁部222被定位。
97.<5.屏蔽板>
98.接着,对安装在轴承保持架42上的屏蔽板43进行说明。图12是轴承保持架42、屏蔽板43以及后述的引导衬套44的分解立体图。
99.在使用马达1时,在轴承保持架42的轴向上侧配置磁传感器。磁传感器通过检测固定在轴31上的传感器磁铁的磁通,检测转子3的旋转位置。如果该磁传感器检测到从定子2产生的磁通,则有可能误检测转子3的旋转位置。为了抑制这样的磁传感器的误检测,本实施方式的马达1在定子2的轴向上侧具有用于遮断磁通的屏蔽板43。屏蔽板43的材料使用作
为磁性体的铁等金属。
100.如图12所示,屏蔽板43具有屏蔽板主体431和两个突出部432。屏蔽板43通过金属板的冲压加工而得到。如果利用冲压加工,则与切削等其他方法相比,能够容易地制作屏蔽板43。
101.屏蔽板主体431位于轴承保持架42和定子2之间。另外,屏蔽板主体431沿轴承保持架42的下表面扩展。本实施方式的屏蔽板主体431具有圆板部431a和中央凹部431b。圆板部431a是以中心轴线9为中心的圆板状的部分。中央凹部431b在圆板部431a的径向内侧,向轴向下侧凹陷。轴承保持架42在径向内侧的端部具有保持上轴承52的轴承保持部421。中央凹部431b覆盖轴承保持部421的下表面以及外周面。
102.两个突出部432从屏蔽板主体431的圆板部431a向上方突出。两个突出部432等间隔地配置在周向上。即,在本实施方式中,两个突出部432隔着中心轴线9位于彼此相反侧。另一方面,轴承保持架42具有两个贯通孔422。各贯通孔422将轴承保持架42沿轴向贯通。两个突出部432分别被插入到贯通孔422中。
103.图13a~图13c是示出在马达1的制造工序中将屏蔽板43固定在轴承保持架42上时的样子的纵剖视图。如图13a~图13c所示,本实施方式的突出部432是有盖筒状。具体而言,突出部432具有筒状部432a和顶板部432b。筒状部432a以圆筒状沿轴向延伸。但是,筒状部432a的形状也可以是多边筒状。顶板部432b封闭筒状部432a的上部。因此,在突出部432的内侧存在中空部432c。
104.另外,如图12以及图13a~图13c所示,在轴承保持架42的上表面中的贯通孔422的上端的周围设置有多个凹部423。在本实施方式中,在一个贯通孔422的周围,相互以等角度间隔设置有四个凹部423。各凹部423在轴承保持架42的上表面,向轴向下侧凹陷。
105.在将屏蔽板43固定在轴承保持架42上时,首先,如图13a所示,使屏蔽板43从轴承保持架42的轴向下侧接近。然后,如图13b所示,在轴承保持架42的两个贯通孔422上分别插入屏蔽板43的两个突出部432。由此,突出部432的上端比轴承保持架42的上表面向轴向上侧突出。另外,此时,屏蔽板主体431的上表面与轴承保持架42的下表面接触。
106.接着,将压接用的刃b朝向筒状部432a的上端部,向轴向下方按压。于是,如图13c所示,筒状部432a的上端部向外侧塑性变形,成为加工变形部432d。
107.图14是形成有加工变形部432d的突出部432的立体图。如图14所示,在本实施方式中,在1个突出部432上形成4个加工变形部432d。4个加工变形部432d相互以等角度间隔设置。各加工变形部432d的至少一部分收纳在凹部423内。并且,各加工变形部432d与轴承保持架42的上表面的一部分即凹部423的底面接触。结果,如图13c所示,在屏蔽板主体431的上表面与加工变形部432d之间,轴承保持架42的一部分在轴向上被夹持。由此,屏蔽板43相对于轴承保持架42被固定。
108.如上所述,在本实施方式中,在轴承保持架42的贯通孔422中插入屏蔽板43的突出部432,使突出部432的上端部以与轴承保持架42的上表面接触的方式变形。由此,能够相对于轴承保持架42以较少的工时牢固地固定屏蔽板43。
109.特别地,在本实施方式中,在突出部432的上端部的周围形成有四个加工变形部432d。这样,通过在一个突出部432上设置多个加工变形部432d,能够进一步提高屏蔽板43相对于轴承保持架42的固定强度。另外,如本实施方式那样,优选多个加工变形部432d在突
出部432的上端部的周围相互以等角度间隔设置。由此,能够使屏蔽板43相对于轴承保持架42的固定状态稳定。
110.另外,在本实施方式中,在设置于轴承保持架42的上表面的凹部423中收纳加工变形部432d的至少一部分。由此,能够抑制轴承保持架42的上表面的加工变形部432d的突出量。因此,能够抑制马达1的轴向的尺寸。但是,在容许轴向的尺寸的情况下,也可以省略凹部423,使加工变形部432d与轴承保持架42的平坦的上表面接触。
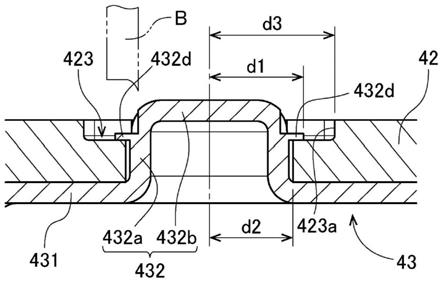
111.这里,如图13c所示,将从突出部432的中心线到加工变形部432d的外端的长度设为d1。此外,设贯通孔422的半径为d2。另外,将从突出部432的中心线到与凹部423的底面交叉的端面423a的长度设为d3。于是,优选这些d1、d2、d3满足d2<d1<d3的关系。这样,加工变形部432d能够与凹部423的底面接触,并且能够抑制加工变形部432d的一部分向凹部423的外侧露出。
112.<6.引导衬套>
113.接着,对保持3个导通部件61的连接端子612的引导衬套44进行说明。
114.如图1、图2以及图12所示,本实施方式的壳体4具有引导衬套44。引导衬套44是具有弹性的树脂制的部件。引导衬套44相对于轴承保持架42固定。3个导通部件61的连接端子612从壳体4的内侧,通过导通部件61,延伸到壳体4的轴向上方的外侧。由此,保持连接端子612相对于壳体4的绝缘。
115.如图12所示,引导衬套44具有基部440、第1突出部441和一对第2突出部442。基部440位于定子2和转子主体32中的至少任意一方与轴承保持架42之间。基部440的上表面与轴承保持架42的下表面接触。第1突出部441从基部440向轴向上侧突出。3个连接端子612在第1突出部441中被保持。一对第2突出部442从基部440向轴向上侧突出。第1突出部441位于一对第2突出部442之间。
116.此外,如图12所示,轴承保持架42具有第1贯通孔424和一对第2贯通孔425。第1贯通孔424位于一对第2贯通孔425之间。第1贯通孔424和一对第2贯通孔425分别沿轴向贯通轴承保持架42。此外,如图12所示,屏蔽板43具有第3贯通孔433。第3贯通孔433沿轴向贯通屏蔽板主体431的圆板部431a。
117.引导衬套44的整体插入于屏蔽板43的第3贯通孔433中。另外,引导衬套44的第1突出部441插入轴承保持架42的第1贯通孔424中。另外,引导衬套44的一对第2突出部442分别插入到轴承保持架42的一对第2贯通孔425中。
118.另外,本实施方式的第1突出部441具有下突出部441a和三个上突出部441b。下突出部441a从基部440朝向轴向上侧突出。下突出部441a嵌入第1贯通孔424。3个上突出部441b从下突出部441a进一步向轴向上侧突出。
119.引导衬套44具有三个插入孔443。3个贯穿插入孔443分别从1个上突出部441b的上端到基部440的下表面,沿轴向贯通引导衬套44。3个连接端子612分别插入到3个贯穿插入孔443中。即,各连接端子612从壳体4的内侧通过基部440、下突出部441a以及上突出部441b,延伸到壳体4的轴向上方的外侧。
120.另外,汇流条单元6具有的连接端子612的数量不一定限于3个。汇流条单元6也可以具有2个以下或者4个以上的连接端子612。在这种情况下,引导衬套44的上突出部441b的数量也与连接端子612的数量对应地,可以是2个以下或4个以上。
121.图15a~图15c是示出在马达1的制造工序中,在轴承保持架42上固定引导衬套44时的第2突出部442附近的样子的纵剖视图。
122.如图15a所示,在将引导衬套44固定在轴承保持架42上时,首先,使引导衬套44从轴承保持架42的轴向下侧接近。然后,在轴承保持架42的第1贯通孔424插入引导衬套44的第1突出部441。另外,如图15b所示,在轴承保持架42的一对第2贯通孔425中分别插入引导衬套44的一对第2突出部442。由此,第2突出部442的上端比轴承保持架42的上表面向轴向上侧突出。即,第2突出部442的上端延伸到壳体4的轴向上方的外侧。另外,此时,基部440的上表面与轴承保持架42的下表面接触。
123.接着,如图15c所示,通过加热使第2突出部442的上端部熔融。由此,形成从第2突出部442的上端部向外侧扩展的扩径部442a。通过该扩径部442a封闭第2贯通孔425的上部的开口。另外,扩径部442a与轴承保持架42的上表面接触。结果,在基部440的上表面与扩径部442a之间,轴承保持架42的一部分在轴向上被夹持。由此,引导衬套44相对于轴承保持架42被固定。
124.如上所述,在本实施方式中,在轴承保持架42的第2贯通孔425中插入引导衬套44的第2突出部442。并且,通过在第2突出部442的上端形成扩径部442a,将引导衬套44固定在轴承保持架42上。由此,与相对于轴承保持架42压入引导衬套44的情况相比,能够降低必要的尺寸精度。另外,能够减少轴承保持架42以及引导衬套44的加工以及组装所花费的工时。
125.特别是,在本实施方式中,在一对第2贯通孔425上分别固定有第2突出部442。由此,进一步提高引导衬套44相对于轴承保持架42的固定强度。此外,在本实施方式中,第1贯通孔424位于一对第2贯通孔425之间。因此,通过将第2突出部442固定在一对第2贯通孔425上,能够使插入第1贯通孔424的第1突出部441的位置以及姿势稳定。
126.另外,第2贯通孔425的数量不一定限于2个。轴承保持架42也可以具有3个以上的第2贯通孔425。在该情况下,引导衬套44只要具有与第2贯通孔425相同数量的第2突出部442即可。并且,在各第2贯通孔425中插入第2突出部442即可。
127.另外,在本实施方式中,引导衬套44的基部440沿轴承保持架42的下表面扩展。并且,第1贯通孔424的下部的开口和一对第2贯通孔425的下部的开口被基部440封闭。由此,能够抑制粉尘或水滴经由第1贯通孔424或第2贯通孔425侵入到壳体4的内部。
128.另外,在本实施方式中,引导衬套44的第1突出部441具有与第1贯通孔424嵌合的下突出部441a。即,下突出部441a具有沿着第1贯通孔424的内周面的外周面。通过设置这样的下突出部441a,能够减小第1突出部441与第1贯通孔424之间的间隙。由此,能够进一步抑制粉尘或水滴从壳体4的外部通过第1贯通孔424侵入壳体4的内部。
129.<7.连接端子>
130.接着,说明连接端子612的更详细的形状。
131.如上所述,汇流条单元6的3个导通部件61分别具有连接端子612。3个连接端子612相互在周向上接近配置。具体地说,3个连接端子612配置在以中心轴线9为中心的180
°
的范围内。
132.如图2和图3所示,各连接端子612具有下端子部612a、弯曲部612b以及上端子部612c。下端子部612a从与导通部件61的板状部611相同的高度向轴向上侧延伸。弯曲部612b从下端子部612a的上端部向径向内侧延伸。上端子部612c从弯曲部612b的径向内侧的端部
向轴向上侧延伸。
133.下端子部612a位于比齿212的径向内侧的端面靠径向外侧的位置。另一方面,上端子部612c位于比齿212的径向内侧的端面靠径向内侧的位置。特别是,本实施方式的上端子部612c位于比转子主体32的外周面靠径向内侧的位置。因此,连接端子612的上端部也位于比转子主体32的外周面靠径向内侧的位置。
134.以下,说明在马达1的制造工序中,对定子2以及汇流条单元6组装转子3的作业。图16是示出该作业的流程的流程图。图17是该作业的中途的定子2、转子3、壳体4以及汇流条单元6的纵剖视图。
135.首先,在壳体主体41内配置定子2、下轴承51以及汇流条单元6。由此,准备包含壳体主体41、定子2,汇流条单元6以及下轴承51的第1单元u1(步骤s21)。另外,准备包含轴承保持架42、屏蔽板43、引导衬套44、转子3以及上轴承52的第2单元u2(步骤s22)。
136.然后,使第2单元u2从第1单元u1的轴向上侧朝向第1单元u1向轴向下方移动(步骤s23,图17的箭头a1)。在第1单元u1的定子铁芯21的中心轴线91和第2单元u2的转子3的中心轴线92错开的状态下进行该步骤s23。具体地说,使转子3的中心轴线92相对于定子铁芯21的中心轴线91向与连接端子612相反的一侧偏移。由此,在避免转子主体32与上端子部612c接触的同时,使第2单元u2下降。
137.当转子主体32位于比定子铁芯21靠轴向上侧的位置且处于与下端子部612a大致相同的高度时,接着,使第2单元u2在与轴向交叉的方向上移动(步骤s24,图17的箭头a2)。具体地说,在与下端子部612a相同的轴向位置上,使转子主体32向接近下端子部612a的方向移动。由此,使定子铁芯21的中心轴线91和转子3的中心轴线92一致。另外,在该步骤s24中,可以使第2单元u2与轴向垂直地移动,也可以使其相对于轴向倾斜地移动。
138.然后,第2单元u2再次向轴向下方移动(步骤s25,图17中的箭头a3)。由此,向定子铁芯21的径向内侧插入转子主体32。
139.如上所述,在本实施方式中,连接端子612的上端部位于比定子铁芯21靠径向内侧的位置。但是,连接端子612是具有下端子部612a、弯曲部612b以及上端子部612c的弯曲形状。因此,在马达1的制造工序中,可以利用下端子部612a的径向内侧的空间,向定子铁芯21的径向内侧插入转子主体32。
140.尤其是,在本实施方式中,从定子2的上端到下端子部612a的上端的轴向的长度h1比转子主体32的轴向的长度h2长。因此,在步骤s24中,能够将转子主体32不倾斜地插入到下端子部612a的径向内侧的空间中。
141.如上所述,各连接端子612通过设置在壳体4上的树脂制的引导衬套44,延伸到壳体4的上方。由此,保持连接端子612相对于壳体4的绝缘。
142.各连接端子612的下端子部612a、弯曲部612b以及上端子部612c中的下端子部612a以及弯曲部612b位于比引导衬套44的上端部靠下侧的位置。假设弯曲部612b存在于比引导衬套44靠上侧的位置,则由于弯曲部612b的微小的角度误差,连接端子612的上端部的位置偏移。因此,难以高精度地定位连接端子612的上端部。但是,在本实施方式的结构中,在连接端子612的下端子部612a、弯曲部612b以及上端子部612c中,比引导衬套44向轴向上侧延伸的只是上端子部612c。因此,可以相对于引导衬套44高精度地定位连接端子612的上端部。因此,可以将连接端子612的上端部高精度地连接到电路板上。
143.另外,如图2所示,连接端子612的下端子部612a与轴承保持架42的轴承保持部421在径向上对置。另外,下端子部612a与屏蔽板43的中央凹部431b也在径向对置。假设连接端子612的整体处于与上端子部612c相同的径向位置,则下端子部612a与轴承保持部421或中央凹部431b的径向的间隔变窄。但是,在本实施方式中,下端子部612a与上端子部612c相比位于径向外侧。因此,能够扩大下端子部612a与轴承保持部421或中央凹部431b的径向的间隔。其结果,能够确保下端子部612a和轴承保持部421或中央凹部431b的绝缘。
144.另外,3个连接端子612也可以不一定配置在以中心轴线9为中心的180
°
的范围内。图18是3个连接端子612未配置在以中心轴线9为中心的180
°
的范围内时的、3个连接端子612以及转子主体32的概略平面图。此时,在上述步骤s24中,使转子主体32通过3个连接端子612中的最远离的2个连接端子612之间,向箭头a2的方向移动即可。
145.<8.变形例>
146.以上,对本发明的一个实施方式进行了说明,但本发明并不限定于上述实施方式。
147.上述实施方式的马达1具有12个线圈23。但是,马达1具有的线圈23的数量也可以是其他数量。另外,在上述的实施方式中,汇流条单元6具有12个焊接部615。但是,汇流条单元6具有的焊接部615的数量也可以是其他的数量。另外,线圈23的数量和焊接部615的数量也可以不同。
148.另外,在上述的实施方式中,壳体主体41是单个部件。但是,壳体主体41也可以由多个部件构成。例如,底板部411和侧壁部412也可以是不同的部件。
149.另外,关于构成马达的各部件的细部的形状,也可以与本技术的各图所示的形状不同。另外,上述实施方式和变形例中出现的各要素也可以在不脱离本发明的主旨的范围内适当取舍选择。
150.产业上的可利用性
151.本发明可用于马达。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1