电机及用于制造电机的方法与流程
1.本发明涉及一种电机以及一种用于制造电机的方法。
背景技术:
2.专利文献de 197 27 164 a1揭示了一种电机,其包括定子衬套、灌封槽、灌封填料和定子,其中,灌封槽包括圆环状基底、第一周向外壁和第二周向内壁。
技术实现要素:
3.本发明的目的是开发一种电机以及一种用于制造电机的方法,通过其灌封槽及其灌封填料而获得最佳保护,或者通过灌封槽及灌封填料并同时简化制造过程而获得最佳保护。
4.根据本发明的电机,其尤其是被构造为电动机或尤其是被构造为发动机,包括定子衬套、灌封槽、灌封填料和定子,其中,灌封槽包括圆环状基底、第一周向外壁和第二周向内壁,其中,灌封槽包括外壁与内壁之间的第三周向中间壁,其中,灌封填料容纳在填充室中,且其中,填充室被构造在中间壁与内壁之间。这样就能将灌封槽既构造为覆盖罩,又构造为符合要求的灌封填料的填充室,从而实现对电机其他组件的最佳保护。
5.另外设置成,填充室与定子彼此适配,使得定子的机器接触系统容纳在填充室中并被灌封填料包围。这样,通过灌封过程能够实现对机器接触系统的全面保护。
6.另外设置成,机器接触系统包括定子的切换圈和/或绕组焊接件和/或定子的定子绕组和/或切换桥和/或电动机触头。保护这些组件中的至少一个、尤其是所提及的全部组件中的至少一个会延长电机的使用寿命,同时简化制造。
7.此外设置成,灌封槽被构造为两件式部件,基底、外壁、中间壁的芯体和内壁被构造为硬质组件,并且包围中间壁的芯体的包套被构造为软质组件,其中,软质组件尤其是通过包塑芯体来制造,且其中,软质组件能够呈橡胶状弹性变形。通过这种两件式部件减少了电机中零件的数目,因为可以省去表示附加部件的密封件。此外,可以省去实施并由此省去利用两个相继的灌注步骤进行灌注,因此简化了用灌封填料进行灌注的制造过程,从而使灌注过程合理化。
8.此外设置成,灌封槽在内壁与中间壁之间的基底中构造有开口,其中,灌封槽包括用于电动机触头的密封件作为另外的软质组件,其中,开口被密封件封闭,且其中,密封件尤其是以形状配合方式连接到基底,且尤其是也可设置成,密封件与包围中间壁的包套彼此连接。这样实现了灌封槽在电机触头区域内的最佳密封,从而可靠地防止了灌封胶在灌封槽下方泄漏到电机触头,因此无需采取任何清洁工作。此外,密封件与中间壁的一体设计使得密封件特别可靠地保持在开口中,因为它额外由中间壁支撑,而非仅由开口的周缘支撑。
9.另外设置成,灌封槽的内壁抵靠定子的容纳切换圈的下凸缘,使得凸缘的环形内壁形成内壁的增高部,以使填充室直到内壁的上边缘的上方填装有灌封填料,尤其是使得
切换圈完全埋入到灌封填料中的高度。这样实现了对切换圈的最佳保护。这样还能节省灌封槽处的材料。
10.此外设置成,当从电机的纵轴线的方向上观察时,中间壁具有齿轮状轮廓,并具有至少两个尤其是关于纵轴线对称构造的齿状凸起,其中,填充室延伸到凸起中。通过这些凸起可以从四侧轻松供应灌封填料。这里尤其还设置成,中间壁在凸起的区域中增高。这样就使填装更为容易,并且防止灌封填料在填装期间短暂堆积时意外地外溢。
11.最后设置成,定子的上凸缘、定子衬套和定子叠片的顶侧形成环形填充室,其中,该环形填充室灌注有灌封填料,使得定子叠片的顶侧被灌封填料覆盖,且尤其是,定子的上凸缘与定子的下凸缘呈一体构造,尤其是构造为定子叠片的包塑层形式的包覆壳。这样,也从上方保护定子叠片,使得电机得到全面保护。
12.根据本发明的用于制造电机(该电机包括定子衬套、灌封槽和定子)的方法包括以下步骤:
13.‑
将灌封槽放置在定子衬套上;
14.‑
将定子压靠到定子衬套上,使得灌封槽保持在定子衬套与定子之间,并且使得定子的机器接触系统推入到构造在灌封槽的内壁与中间壁之间的填充室中;
15.‑
向填充室中灌注灌封填料,使得定子的机器接触系统埋入到灌封填料中。
16.这种方法能够迅速又简单地制造电动机的大量电气组件,并为其提供全面保护。
17.另外规定,定子绕组浇灌有灌封填料,并且附加的填充室填装有灌封填料。这样就能额外地保护定子绕组线,从而防止因振动刮掉漆包线的绝缘漆。这一点在电机用于车辆结构时尤其有利。另外还可额外地保护定子叠片。
18.此外规定,机器接触系统由定子的切换圈和/或定子绕组的焊接件和/或定子的定子绕组和/或切换桥和/或电动机触头形成。这样组装的机器接触系统能够对电机进行全面保护。
附图说明
19.本发明的更多细节结合附图基于示意性示出的实施例来描述。
20.图中:
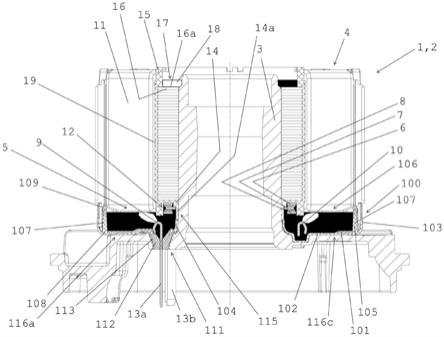
21.图1a示出根据本发明的电机的组件的剖视图;
22.图1b示出图1a在灌封槽左半部分区域的细节图;
23.图2示出图1的剖面中所示的灌封槽与灌封填料的透视图;
24.图3示出图1的剖面中示出的灌封槽无灌封填料且无切换圈时的第二透视图,其中本图可见用于电机触头的密封件;以及
25.图4示出灌封槽的第三透视图,其中该灌封槽相对于图2和图3中的视图翻转约180
°
,从而自下方可见用于电动机触头的密封件。
26.附图标记列表
27.1电机
28.2电动机
29.3定子衬套
30.4定子
31.5机器接触系统
32.6、7、8切换圈
33.9、10焊接件
34.11定子绕组
35.12切换桥
36.13a、13b电动机触头
37.14定子4的下凸缘
38.14a下凸缘14的环形内壁
39.15定子4的上凸缘
40.16定子叠片
41.16a定子叠片16的顶侧
42.17填充室
43.18灌封填料
44.19包塑层
45.100灌封槽
46.101灌封填料
47.102圆环状基底
48.102b基底102的底侧
49.103第一周向外壁
50.104第二周向内壁
51.104a第二周向内壁104的上边缘
52.105第三周向中间壁
53.106填充室
54.107中间壁105的芯体
55.108灌封槽100的硬质组件
56.109包套
57.110灌封槽100的软质组件
58.111灌封槽100的开口
59.112灌封槽100的密封件
60.112a、112b、112c索环
61.113另外的软质组件
62.114a、114b、114c开口隙
63.115上边缘104的增高部
64.116a、116b、116c、116d中间壁105的齿状凸起
65.117a、117b硬质组件108处的接片
66.l1电机1的纵轴线
具体实施方式
67.图1a中示出根据本发明的电机1的组件的侧面剖视图。电机1被构造为电动机2,图
中未完全示出电动机2。电机1包括定子衬套3、灌封槽100、灌封填料101和定子4。图1b示出图1a在灌封槽100左半部分区域的细节图。
68.图3和图4中示出灌封槽100不含灌封填料的状态,其在用灌封填料101灌封之前具有灌封填料以组装电机1。
69.灌封槽100包括圆环状基底102、第一周向外壁103、第二周向内壁104以及外壁103与内壁104之间的第三周向中间壁105(尤其是参见图3)。
70.图2中示出灌封槽100和灌封填料101,其中,灌封填料101容纳在填充室106(见图3)中,并且填充室106被构造在中间壁105与内壁104之间。灌封槽100的周向外壁103具有凸肩或凸台,这些凸肩或凸台使得在敞开式电动机概念下渗入的水能够再度流出。这里,可以通过将机器接触系统5完全浸入灌封填料中来无危险性地实现敞开式电动机概念。此外,中间壁105的软质组件110相对于一个或多个定子绕组产生高度补偿,使得一个或多个定子绕组的与制造技术相关的高度差通过软质组件得以补偿,同时保持期望的密封性,并且灌封槽不会对一个或多个定子绕组的线漆造成任何损伤。
71.从图1a和图1b可以看出,填注有灌封填料101的填充室106与定子4彼此适配,使得定子4的机器接触系统5容纳在填充室中,并因此在灌封之后使其被灌封填料101包围。
72.机器接触系统5包括定子4的切换圈6、7、8以及定子绕组11的焊接件9、10和定子4的定子绕组11。此外,机器接触系统5包括无法具体看出的切换桥12和电动机触头13a、13b,其中,图1a的剖视图中仅可见三个电动机触头中的两个。
73.灌封槽100被构造为两件式部件。这里,基底102、外壁103、中间壁105的芯体107(尤其是参见图1和图3)和内壁104被构造为硬质组件108。包围中间壁105的芯体107的包套109被构造为软质组件110。软质组件110通过包塑芯体107来制造,并可呈橡胶状弹性变形。
74.灌封槽101的基底102包括开口111。该开口111由密封件112封闭,其中,密封件112正如包套109那样制造为软质组件113,并可呈橡胶状弹性变形。从图3可以看出,密封件112与包套109彼此连接,使得软质组件109和113呈一体构造。
75.从图4可以看出,密封件112包括三个索环112a、112b、112c。这些索环112a、112b、112c突伸超出灌封槽100的基底102的底侧102b,并且每个索环112a、112b、112c具有使得电动机触头13a、13b穿过其中的开口隙114a、114b、114c。密封件112以形状配合方式连接到基底102,并与包围中间壁105的包套109呈一体设计并因此与之连接。
76.此外,灌封槽100的内壁104抵靠定子4的容纳切换圈6、7、8的下凸缘14,使得横截面为u形的凸缘14的环状内壁14a形成内壁104的增高部115。这样扩大灌封槽100的填充室106,并且能够用灌封填料101填装填充室106直至内壁104的上边缘104a(参见图3)的上方。这里,填充室106被填充到使得切换圈6、7、8完全埋入到灌封填料101中的高度。在切换圈6、7、8和切换桥12的区域中,在灌封期间会发生作用于灌封填料18的毛细作用,使得切换圈6、7、8和切换桥12在灌封后可靠地埋入到灌封填料18中。
77.从电机1的纵轴线l1的方向上观察时,中间壁105具有齿轮状轮廓,其具有四个关于纵轴线l1对称构造的齿状凸起116a、116b、116c、116d。位于内壁104与中间壁105之间的填充室106延伸到这些凸起116a、116b、116c、116d中。
78.定子4的与下凸缘14相对的上凸缘15、定子衬套3和定子叠片16的顶侧16a形成另外的环形填充室17。这里仅举例说明最上方的定子叠片。该附加的填充室17灌注有灌封填
料18,使得定子叠片16的顶侧16a被灌封填料18覆盖。这里,定子4的上凸缘15与定子4的下凸缘14呈一体构造,作为定子叠片16的包覆壳构造成包塑层19形式。
79.根据本发明的用于制造电机(该电机包括定子衬套3、灌封槽100和定子4)的方法包括以下步骤:
80.‑
将灌封槽100放置在定子衬套3上;
81.‑
将定子4压靠到定子衬套3上,使得灌封槽100保持在定子衬套3与定子4之间,并且使得定子4的机器接触系统5推入到构造在灌封槽100的内壁104与中间壁105之间的填充室106中;
82.‑
向填充室106中灌注灌封填料101,使得定子4的机器接触系统5埋入到灌封填料101中。
83.这里,机器接触系统5由定子4的切换圈6、7、8以及定子绕组11的焊接件9、10和定子4的定子绕组11、切换桥12和电动机触头13a、13b形成,它们全部形成电气组件。
84.在图3中,举例说明在索环112a的区域中构造在灌封槽100的硬质组件108上的接片117a、117b。它们用作电动机触头的插入辅助件。这类接片也存在于索环112b和112c的区域中。
85.图1中示出焊接件9和10附近的灌封填料101局部空缺,以便不遮盖参考线。此外,在图1a左半部分中,另外的灌封填料18同样空缺,以便不遮盖参考线。图2中示出未着色的灌封填料101。
86.灌封槽100的位于中间壁105与外壁103之间的区域除其覆盖功能之外,还包含防滴落功能。少量灌封填料101的外溢不会造成任何问题,并无需返工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1