一种发电机转子冷却结构及其使用方法与流程
1.本发明涉及发电机冷却技术领域,具体是一种发电机转子冷却结构及其使用方法。
背景技术:
2.目前汽轮发电机转子线圈的冷却方式分为内冷和外冷两种方式。内冷方式线圈热量通过冷风直接带走,冷却效果较好,但该冷却方式需在线圈上开设多个冷却孔,线圈制造工艺复杂,成本较高,图1是一种典型的内冷转子线圈风路。
3.对于外冷转子线圈,其转子线圈上无任何孔及槽,热量通过热传导的方式,转子线圈的热量先传导到线圈槽内绝缘材料5,再由绝缘材料5传导到转子本体上,最后通过转子本体与冷却风形成换热,将热量带走,如图2所示。该类转子线圈制造工艺简单,成本较低,但由于线圈传热路径较长,容易出现转子本体底部线圈温升较高的问题。
技术实现要素:
4.为克服现有技术的不足,本发明提供了一种发电机转子冷却结构及其使用方法,解决现有技术存在的转子线圈制造工艺复杂、成本较高、线圈传热路径较长、容易出现转子本体底部线圈温升较高等问题。
5.本发明解决上述问题所采用的技术方案是:
6.一种发电机转子冷却结构,包括转子本体、缠绕于转子本体外表面的转子线圈,所述转子本体的端面开设有向相对的另一端面延伸的第一槽道,所述转子本体的侧面开设有与所述第一槽道交叉的第二槽道。
7.发电机旋转时,冷却风从转子本体的端面的第一槽道进入,在转子本体的侧面从第二槽道排出。
8.本发明综合传统内冷和外冷方式的优点,转子本体的下部线圈由冷却风直接冷却,冷却效果较好,解决了转子本体底部线圈温升较高的问题,而转子加工仅需在转子本体的端面和转子本体的侧面分别开设第一槽道和第二槽道,转子线圈与外冷方式结构完全一样,制造相对简单。其中,转子本体底部线圈指转子线圈靠近第一槽道的部分。
9.与内冷转子线圈复杂的制造工艺相比,本发明仅需在转子本体的端面和转子本体的侧面分别开设第一槽道和第二槽道,转子线圈无需设置通风孔或通风槽,制造简单,成本较低。
10.与外冷转子线圈相比,本发明能解决外冷转子线圈槽内下部线圈温升较高的问题。
11.从而解决了现有技术存在的转子线圈制造工艺复杂、成本较高、线圈传热路径较长、容易出现转子本体底部线圈温升较高等问题。
12.作为一种优选的技术方案,所述转子本体的相对的两个端面均开设有第一槽道。
13.这便于增加冷却风的通道,冷却风从转子本体的相对的两个端面进入,进一步提
高了通风的效果。
14.作为一种优选的技术方案,所述第二槽道设于所述转子本体轴向的中部。
15.这使得冷却风从转子本体的相对的两个端面进入的路径相等,两路冷却风带走的热量相等,从而进一步提高汇合时总体冷却的效果。
16.作为一种优选的技术方案,第二槽道环绕转子本体侧面的一周设置。
17.这使得环绕转子本体侧面的一周均能成为冷却风的路径,从而有利于避免转子本体局部过热从而引起转子线圈局部过热,进一步提高了冷却效果。
18.作为一种优选的技术方案,所述转子本体的形状为圆柱体,所述第二槽道的外轮廓形状为环状。
19.这样结构的转子本体较常见,使得本发明适用范围广;而第二槽道的外轮廓形状为环状则更有利于避免转子本体局部过热从而引起转子线圈局部过热。
20.作为一种优选的技术方案,所述第一槽道的空腔延伸至转子本体的轴心。
21.这使得第一槽道的通风面积更大,也使得转子本体通风的深度更大,进一步提高了通风量和冷却效果。
22.作为一种优选的技术方案,所述第一槽道靠近转子本体的端面的圆心的一端尺寸小于靠近转子本体的边缘的一端尺寸。
23.这使得靠近转子线圈的一端的通风面积较大,更有利于转子线圈的热量散失。
24.作为一种优选的技术方案,其特征在于,所述第一槽道与所述第二槽道的深度一致。
25.相比较于所述第一槽道与所述第二槽道的深度不一致,或者在交汇处存在台阶等结构,这使得第二槽道的冷却风能平稳流畅地在第二槽道内汇合,进一步提高冷却风带走热量的能力。
26.作为一种优选的技术方案,第一槽道的数量大于等于两个。
27.大于等于两个的第一槽道的设置,使得本发明拥有更多的冷却风通道,进一步提高了冷却效率和冷却效果。
28.一种发电机转子冷却结构的使用方法,包括以下步骤:
29.s1,启动发动机使发电机旋转;
30.s2,使冷却风从转子本体的端面的第一槽道进入,冷却风在转子本体的侧面从第二槽道排出。
31.发电机旋转时,冷却风从转子本体的端面的第一槽道进入,在转子本体的侧面从第二槽道排出。
32.发电机旋转时,冷却风从转子本体的端面的第一槽道进入,在转子本体的侧面从第二槽道排出。
33.本发明综合传统内冷和外冷方式的优点,转子本体的下部线圈由冷却风直接冷却,冷却效果较好,解决了转子本体底部线圈温升较高的问题,而转子加工仅需在转子本体的端面和转子本体的侧面分别开设第一槽道和第二槽道,转子线圈与外冷方式结构完全一样,制造相对简单。其中,转子本体底部线圈指转子线圈靠近第一槽道的部分。
34.与内冷转子线圈复杂的制造工艺相比,本发明仅需在转子本体的端面和转子本体的侧面分别开设第一槽道和第二槽道,转子线圈无需设置通风孔或通风槽,制造简单,成本
较低。
35.与外冷转子线圈相比,本发明能解决外冷转子线圈槽内下部线圈温升较高的问题。
36.从而解决了现有技术存在的转子线圈制造工艺复杂、成本较高、线圈传热路径较长、容易出现转子本体底部线圈温升较高等问题。
37.本发明相比于现有技术,具有以下有益效果:
38.(1)本发明综合传统内冷和外冷方式的优点,转子本体的下部线圈由冷却风直接冷却,冷却效果较好,解决了转子本体底部线圈温升较高的问题,而转子加工仅需在转子本体的端面和转子本体的侧面分别开设第一槽道和第二槽道,转子线圈与外冷方式结构完全一样,制造相对简单。其中,转子本体底部线圈指转子线圈靠近第一槽道的部分;与内冷转子线圈复杂的制造工艺相比,本发明仅需在转子本体的端面和转子本体的侧面分别开设第一槽道和第二槽道,转子线圈无需设置通风孔或通风槽,制造简单,成本较低;与外冷转子线圈相比,本发明能解决外冷转子线圈槽内下部线圈温升较高的问题。
39.(2)本发明便于增加冷却风的通道,冷却风从转子本体的相对的两个端面进入,进一步提高了通风的效果;
40.(3)本发明使得冷却风从转子本体的相对的两个端面进入的路径相等,两路冷却风带走的热量相等,从而进一步提高汇合时总体冷却的效果;
41.(4)本发明使得环绕转子本体侧面的一周均能成为冷却风的路径,从而有利于避免转子本体局部过热从而引起转子线圈局部过热,进一步提高了冷却效果;
42.(5)本发明这样结构的转子本体较常见,使得本发明适用范围广;而第二槽道的外轮廓形状为环状则更有利于避免转子本体局部过热从而引起转子线圈局部过热;
43.(6)本发明使得第一槽道的通风面积更大,也使得转子本体通风的深度更大,进一步提高了通风量和冷却效果;
44.(7)本发明使得靠近转子线圈的一端的通风面积较大,更有利于转子线圈的热量散失;
45.(8)本发明使得第二槽道的冷却风能平稳流畅地在第二槽道内汇合,进一步提高冷却风带走热量的能力;
46.(9)本发明大于等于两个的第一槽道的设置,使得本发明拥有更多的冷却风通道,进一步提高了冷却效率和冷却效果。
附图说明
47.图1为现有技术的内冷转子线圈的结构示意图;
48.图2为图1沿a
‑
a面的剖视图;
49.图3为现有技术的外冷转子线圈热量传导路径图;
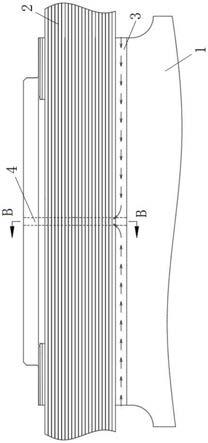
50.图4为本发明所述的一种发电机转子冷却结构的结构示意图;
51.图5为图4的一个纵剖视图;
52.图6为图5的沿b
‑
b面的剖视图。
53.附图中标记及相应的零部件名称:1、转子本体,2、转子线圈,3、第一槽道,4、第二槽道,5、绝缘材料。
具体实施方式
54.下面结合实施例及附图,对本发明作进一步的详细说明,但本发明的实施方式不限于此。
55.实施例1
56.如图1至图6所示,一种发电机转子冷却结构,包括转子本体1、缠绕于转子本体1外表面的转子线圈2,所述转子本体1的端面开设有向相对的另一端面延伸的第一槽道3,所述转子本体1的侧面开设有与所述第一槽道3交叉的第二槽道4。
57.发电机旋转时,冷却风从转子本体1的端面的第一槽道3进入,在转子本体1的侧面从第二槽道4排出。
58.本发明综合传统内冷和外冷方式的优点,转子本体1的下部线圈由冷却风直接冷却,冷却效果较好,解决了转子本体1底部线圈温升较高的问题,而转子加工仅需在转子本体1的端面和转子本体1的侧面分别开设第一槽道3和第二槽道4,转子线圈2与外冷方式结构完全一样,制造相对简单。其中,转子本体1底部线圈指转子线圈2靠近第一槽道3的部分。
59.与内冷转子线圈2复杂的制造工艺相比,本发明仅需在转子本体1的端面和转子本体1的侧面分别开设第一槽道3和第二槽道4,转子线圈2无需设置通风孔或通风槽,制造简单,成本较低。
60.与外冷转子线圈2相比,本发明能解决外冷转子线圈2槽内下部线圈温升较高的问题。
61.从而解决了现有技术存在的转子线圈2制造工艺复杂、成本较高、线圈传热路径较长、容易出现转子本体底部线圈温升较高等问题。
62.作为一种优选的技术方案,所述转子本体1的相对的两个端面均开设有第一槽道3。
63.这便于增加冷却风的通道,冷却风从转子本体1的相对的两个端面进入,进一步提高了通风的效果。
64.作为一种优选的技术方案,所述第二槽道4设于所述转子本体1轴向的中部。
65.这使得冷却风从转子本体1的相对的两个端面进入的路径相等,两路冷却风带走的热量相等,从而进一步提高汇合时总体冷却的效果。
66.作为一种优选的技术方案,第二槽道4环绕转子本体1侧面的一周设置。
67.这使得环绕转子本体1侧面的一周均能成为冷却风的路径,从而有利于避免转子本体1局部过热从而引起转子线圈2局部过热,进一步提高了冷却效果。
68.作为一种优选的技术方案,所述转子本体1的形状为圆柱体,所述第二槽道4的外轮廓形状为环状。
69.这样结构的转子本体1较常见,使得本发明适用范围广;而第二槽道4的外轮廓形状为环状则更有利于避免转子本体1局部过热从而引起转子线圈2局部过热。
70.实施例2
71.如图1至图6所示,作为实施例1的进一步优化,本实施例包含了实施例1的全部技术特征,除此之外,本实施例还包括以下技术特征:
72.作为一种优选的技术方案,所述第一槽道3的空腔延伸至转子本体1的轴心。
73.这使得第一槽道3的通风面积更大,也使得转子本体1通风的深度更大,进一步提
高了通风量和冷却效果。
74.作为一种优选的技术方案,所述第一槽道3靠近转子本体1的端面的圆心的一端尺寸小于靠近转子本体1的边缘的一端尺寸。
75.这使得靠近转子线圈2的一端的通风面积较大,更有利于转子线圈2的热量散失。
76.作为一种优选的技术方案,其特征在于,所述第一槽道3与所述第二槽道4的深度一致。
77.相比较于所述第一槽道3与所述第二槽道4的深度不一致,或者在交汇处存在台阶等结构,这使得第二槽道4的冷却风能平稳流畅地在第二槽道4内汇合,进一步提高冷却风带走热量的能力。
78.作为一种优选的技术方案,第一槽道3的数量大于等于两个。
79.大于等于两个的第一槽道3的设置,使得本发明拥有更多的冷却风通道,进一步提高了冷却效率和冷却效果。优选的,第一槽道3围绕转子本体1的端面圆心设置呈环状。
80.实施例3
81.本发明所述的一种发电机转子冷却结构的使用方法,包括以下步骤:
82.s1,启动发动机使发电机旋转;
83.s2,使冷却风从转子本体1的端面的第一槽道3进入,冷却风在转子本体1的侧面从第二槽道4排出。
84.发电机旋转时,冷却风从转子本体1的端面的第一槽道3进入,在转子本体1的侧面从第二槽道4排出。
85.本发明综合传统内冷和外冷方式的优点,转子本体1的下部线圈由冷却风直接冷却,冷却效果较好,解决了转子本体1底部线圈温升较高的问题,而转子加工仅需在转子本体1的端面和转子本体1的侧面分别开设第一槽道3和第二槽道4,转子线圈2与外冷方式结构完全一样,制造相对简单。其中,转子本体1底部线圈指转子线圈2靠近第一槽道3的部分。
86.与内冷转子线圈2复杂的制造工艺相比,本发明仅需在转子本体1的端面和转子本体1的侧面分别开设第一槽道3和第二槽道4,转子线圈2无需设置通风孔或通风槽,制造简单,成本较低。
87.与外冷转子线圈2相比,本发明能解决外冷转子线圈2槽内下部线圈温升较高的问题。
88.从而解决了现有技术存在的转子线圈2制造工艺复杂、成本较高、线圈传热路径较长、容易出现转子本体底部线圈温升较高等问题。
89.实施例4
90.如图1至图6所示,本实施例包含实施例1、实施例2、实施例3的全部技术特征,本实施例在实施例1、实施例2、实施例3的基础上,提供更细化的实施方式。
91.在转子本体1槽底开设通风副槽(第一槽道3),在转子本体1中间位置开设环形槽(第二槽道4)。发电机旋转时,冷却风从转子两端槽底通风副槽进入,在转子中部环形槽位置汇合后,再从环形槽排出。
92.本实施例综合传统内冷和外冷方式的优点,转子槽内下部线圈由冷却风直接冷却,冷却效果较好,解决了槽内转子线圈2温升较高的问题,而转子加工仅需在转子槽底和转子本体1中间位置开设一个副槽和环形槽,转子线圈2与外冷方式完全一样,制造相对简
单。
93.如上所述,可较好地实现本发明。
94.以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,依据本发明的技术实质,在本发明的精神和原则之内,对以上实施例所作的任何简单的修改、等同替换与改进等,均仍属于本发明技术方案的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1