盘式电机转子的制作方法
1.本实用新型涉及电机技术领域,尤其涉及一种盘式电机转子。
背景技术:
2.1、传统盘式永磁电机转子大多数采用标贴式结构和螺钉紧固方式固定磁钢,前一结构的磁钢通过特殊粘贴胶水粘接在转子额部,布置位置精度不高,在工作状态下,转子发热的温度和转子高速旋转导致磁钢有脱落的危险;后一种需要对磁钢开孔,会对磁钢的性能造成影响,且磁钢由于硬度高受压时容易脆崩和破裂。
3.专利号为cn102624114a的一种盘式电机转子,该专利公开了一种在具有轴向磁通的永磁盘式电机中使用的盘式电机转子,包括圆盘状的转子托架和排列在转子托架上的多个磁钢;所述转子托架的至少一个端面的外圈设置有环形的外凸筋,端面内圈设置有环形的内凸筋,内凸筋与外凸筋之间构成环形的燕尾槽;所述磁钢的为扇形,磁钢的径向截面为与上述燕尾槽相配合的燕尾形,使磁钢环形排列在燕尾槽中;所述内凸筋上开有多个个供磁钢进入燕尾槽的安装缺口,安装缺口由安置在其内的压块封闭。这种磁钢安装方式和加工相对复杂,不易把磁钢准确安装到位。
4.并且,传统的转子托架均采用非导磁材料,成本高,制作工艺复杂。
5.2、传统盘式永磁电机转子在工作状态下,转子高速旋转导致转子温度过高,转子长时间运行在高温环境中,大大减少了装置的使用寿命,此外,轻细物体容易在转子旋转工作时被吸附到转子磁钢上,进而影响磁钢性能。
技术实现要素:
6.本实用新型要解决的技术问题是:解决现有技术中的标贴式盘式电机转子旋转时磁钢容易脱落,螺钉紧固式的电机转子由于对磁钢开孔进行固定,影响磁钢性能,以及现有技术中盘式电机转子高速旋转导致温度过高影响其使用寿命,且旋转过程中轻细物体易吸附至磁钢上进而影响磁钢性能的技术问题。本实用新型提供盘式电机转子,安装方便、制作工艺简单、在转子高速旋转的过程中不易脱落且能够在高速旋转过程中快速降温,避免轻细物体吸附至磁钢上。
7.本实用新型解决其技术问题所采用的技术方案是:一种盘式电机转子,包括:转子托架,所述转子托架包括托架本体,所述托架本体为圆板状结构,所述托架本体的中心开设有轴孔,所述托架本体的上下两个端面上对应开设有多个沉槽,且每个端面上的所述沉槽均沿托架本体的周向排布,所述沉槽沿托架本体的轴向方向开设,且所述沉槽沿托架本体的径向延伸至托架本体的外边缘,所述沉槽延伸至托架本体的外边缘后在托架本体的外边缘处形成开口,所述沉槽为燕尾槽;
8.多个磁钢,所述磁钢与所述沉槽一一对应,所述磁钢和所述沉槽形状相适配,所述磁钢从所述开口插接至所述相应的沉槽中;
9.环形卡箍,所述环形卡箍固定套设于所述转子托架的外周缘,沿环形卡箍上下端
面的外边缘分别设有第一延伸板和第二延伸板,且所述第一延伸板和所述第二延伸板环绕设置在环形卡箍的外周,所述第一延伸板的上端面设置有第一扇叶,所述第一扇叶沿第一延伸板的径向设置,且所述第一扇叶沿第一延伸板的周向排布,所述第二延伸板的下端面设置有第二扇叶,所述第二扇叶沿第二延伸板的径向设置,且所述第二扇叶沿第二延伸板的周向排布。
10.优选地,所述沉槽沿托架本体的径向截面形状为扇环形,所述沉槽的上端面面积小于底端面面积。
11.进一步地,所述磁钢为板状,所述磁钢与沉槽底部相接触的面为下端面,所述磁钢的左右两侧面为斜面,所述磁钢上端面面积小于其底端面面积。
12.为了便于安装使用,所述托架本体的端面包括内环区和外环区,所述外环区围绕内环区,所述外环区与内环区相接,所述沉槽开设在外环区。
13.为了便于纵向气流的流通,所述第一扇叶伸出第一延伸板的外边缘,所述第二扇叶伸出于第二延伸板的外边缘。
14.优选地,设定转子托架由轴孔至外周的方向为由内到外,所述第一扇叶内侧壁的高度低于其外侧壁高度,所述第一扇叶的内侧向其外侧倾斜,所述第二扇叶内侧壁的高度低于其外侧壁高度,所述第二扇叶的内侧向其外侧倾斜。减小扇叶占用面积的同时进一步减小转子托架的重量,还能保证风量在原有基础上维持不变。
15.为了减轻转子托架的重量,所述内环区上沿其圆周均布有多个通孔。
16.优选地,所述环形卡箍与转子托架外缘过盈配合,
17.为了进一步固定磁钢,所述转子托架与磁钢的接触面均涂覆粘接剂。
18.同一端面的磁钢极性交错分布,两个端面上对应的两块磁钢极性相反,磁钢的双层安装方式可以根据需求选择单层或双层的连接方式,采用双层连接时,有效地提高了电机的生产效率。
19.所述转子托架为导磁材料。使用导磁材料制作转子托架价格低廉,制作高效快速方便。
20.本实用新型的有益效果是,本实用新型的盘式电机转子,具体效果如下:
21.本实用新型与现有技术相比,磁钢安装位置准确且简便可靠,不仅同时兼顾标贴式电机转子的安装优点,还保证了磁钢的完整性和良好的机械性能。而且在解决电机散热同时屏蔽了转子的径向磁场,避免细物体易吸附至磁钢上,扩大了电机的使用环境。本方案既提高了电机的生产效率,又极大改善电机性能、提高了电机效率。
附图说明
22.下面结合附图和实施例对本实用新型进一步说明。
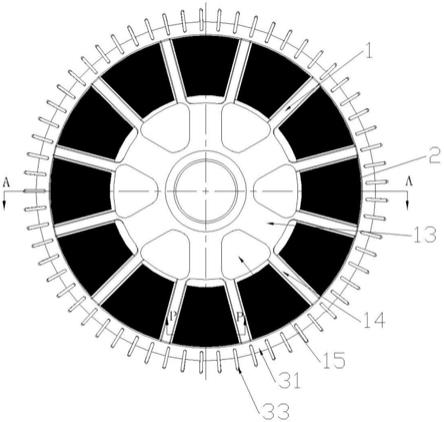
23.图1是本实用新型的盘式电机转子示意图;
24.图2是图1的a
‑
a截面示意图以及气流发散示意图;
25.图3是图1的p
‑
p截面示意图为转子托架双层燕尾状沉槽示意图;
26.图4是本实用新型的盘式电机转子的磁钢的扇环形示意图;
27.图5是本实用新型的盘式电机转子的磁钢极性端面排列示意图;
28.图6是本实用新型的盘式电机转子的双层磁钢极性排列示意图。
29.附图标记:
30.1、转子托架,11、托架本体,12、沉槽,121、开口,13、内环区,14、外环区,15、通孔,2、磁钢,3、环形卡箍,31、第一延伸板,32、第二延伸板,33、第一扇叶,34、第二扇叶。
具体实施方式
31.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
32.如图1至图6所示,是本实用新型的最优实施例,一种盘式电机转子,包括:
33.转子托架1,转子托架1包括托架本体11,托架本体11为圆板状结构,托架本体11的中心开设有轴孔,托架本体11的上下两个端面上对应开设有多个沉槽12,托架本体11的端面包括内环区13和外环区14,外环区14围绕内环区13,外环区14与内环区13相接,沉槽12开设在外环区14。内环区13上沿其圆周均布有多个通孔15。
34.每个端面上的沉槽12均沿托架本体11的周向排布,沉槽12沿托架本体11 的轴向方向开设,且沉槽12沿托架本体11的径向延伸至托架本体11的外边缘,沉槽12延伸至托架本体11的外边缘后在托架本体11的外边缘处形成开口121,沉槽12为燕尾槽;沉槽12沿托架本体11的径向截面形状为扇环形,沉槽12 的上端面面积小于底端面面积。转子托架1为导磁材料。
35.多个磁钢2,磁钢2与沉槽12一一对应,磁钢2和沉槽12形状相适配,磁钢2从开口121插接至相应的沉槽12中,转子托架1与磁钢2的接触面均涂覆粘接剂。如图4所述,磁钢2为板状,磁钢2与沉槽12底部相接触的面为下端面,磁钢2的左右两侧面为斜面,磁钢2上端面面积小于其底端面面积。
36.环形卡箍3,环形卡箍3固定套设于转子托架1的外周缘,环形卡箍3与转子托架1外缘过盈配合。
37.沿环形卡箍3上下端面的外边缘分别设有第一延伸板31和第二延伸板32,且第一延伸板31和第二延伸板32环绕设置在环形卡箍3的外周,第一延伸板 31的上端面设置有第一扇叶33,第一扇叶33沿第一延伸板31的径向设置,且第一扇叶33沿第一延伸板31的周向排布,第二延伸板32的下端面设置有第二扇叶34,第二扇叶34沿第二延伸板32的径向设置,且第二扇叶34沿第二延伸板32的周向排布。
38.第一扇叶33伸出第一延伸板31的外边缘,第二扇叶34伸出于第二延伸板 32的外边缘。
39.设定转子托架1由轴孔至外周的方向为由内到外,第一扇叶33内侧壁的高度低于其外侧壁高度,第一扇叶33的内侧向其外侧倾斜,第二扇叶34内侧壁的高度低于其外侧壁高度,第二扇叶34的内侧向其外侧倾斜。
40.如图5和图6所示,同一端面的磁钢2极性交错分布,两个端面上对应的两块磁钢2极性相反。
41.本技术通过在转子托架1上开设燕尾槽,燕尾槽的上开口设置在转子托架1 的端面上,由于燕尾槽的上开口面积小于燕尾槽的底部面积,磁钢2在高速旋转的过程中无法向其轴向方向跌落,在径向方向上,磁钢2采用环形卡箍3进行固定,避免磁钢2向其外周跌落,从轴向和径向方向同时对磁钢2进行固定,避免磁钢2脱落;
42.本技术中磁钢2与燕尾槽一一匹配,通过在转子托架1外边缘处形成的开口121将磁钢2插入至相应的燕尾槽中,安装方式简单,背景技术中提到的 cn102624114a,一种盘式电机转子,由于磁钢是一个一个旋入转子托架中,每个磁钢安装时间约为10s,本技术的磁钢2通过插接方式装入转子托架1,安装方便快捷,每个磁钢2的安装时间为2s,且上述案例为了便于安装,每块磁钢需设计小巧,便于旋转入转子托架中,安装同样的极数下,需要耗时更久,因此,本技术的磁钢2整体安装周期相较于上述案例的磁钢整体安装周期,速度至少提高了5倍。
43.如图2所示,本技术的环形卡箍3的外周缘设有延伸板以及延伸板上设有扇叶,当转子在高速旋转过程中,环形卡箍3上的扇叶沿转子托架1周向产生环形气流r,由于扇叶分为上下两层,且每层扇叶之间相互间隔设置,相邻扇叶之间形成有间隙,在垂直于周向面上还会产生纵向的回转气流s,该纵向回转气流s所在平面与上述周向气流r所在平面相互垂直,纵向回转气流s与周向气流r相互交汇,周向气流r将定子绕组产生的热量发散至周边,纵向回转气流s 进一步将周向气流r向纵向发散,由此,定子绕组产生的热量能够快速排出,使得定子绕组快速冷却。
44.本技术的转子托架1使用导磁材料一体成型,现有技术制造托架需要6小时,需要辅助工装。本实用新型的托架需要制造2小时,且无需辅助工装。而且成本低,现有转子托架1的用料成本1元/个,本实用新型的转子托架1用料成本为0.65元/个。由此可知,本技术的转子托架1制作周期大大缩短,用料成本降低35%,对于整个产线或是整个工厂而言,大大降低时间、金钱、人力物力成本。
45.总的来说,本实用新型与现有技术相比,磁钢2安装位置准确且简便可靠,不仅同时兼顾标贴式电机转子的安装优点,还保证了磁钢2的完整性和良好的机械性能。而且在解决电机散热同时屏蔽了转子的径向磁场,避免细物体易吸附至磁钢2上,扩大了电机的使用环境。本方案既提高了电机的生产效率,又极大改善电机性能、提高了电机效率。
46.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1