一种全自动分体式定子多飞叉绕线机的制作方法
1.本实用新型涉及分体式定子绕线机设备领域,特别是一种全自动分体式定子多飞叉绕线机。
背景技术:
2.绕线机是把线状的物体缠绕到特定的工件上的设备,通常用于铜线缠绕。电器产品大多需要用漆包铜线绕制成电感线圈,可以使用绕线机完成一道或者多道加工工序,飞叉绕线机是绕线机的一种种类。
3.现有的绕线机自动化程度不高,很多时候依赖人工去操作,效率不高,安全性得不到保证;同时随着生产需求的提高,普通的绕线机或者单飞绕线机的效率已不能满足需求。
技术实现要素:
4.为了克服现有技术的上述缺点,本实用新型的目的是提供一种全自动分体式定子多飞叉绕线机,以解决上述背景技术提出的问题。
5.本实用新型解决其技术问题所采用的技术方案是:一种全自动分体式定子多飞叉绕线机,包括:机架、绕线机构、排线动作机构、换料夹手机构、夹线绕线辅助机构、铜线剩余量检测装置、伺服张力器、工装定位治具,所述绕线机构装于机架上,所述绕线机构与排线动作机构连接,所述夹线绕线辅助机构装于机架上方左端,所述换料夹手机构与夹线绕线辅助机构连接,所述工装定位治具与换料夹手机构连接,所述铜线剩余量检测装置设于机架右侧,所述伺服张力器设于铜线剩余量检测装置右侧。
6.作为本实用新型的进一步改进:所述绕线机构包括绕线飞叉装置、绕线伺服电机、绕线机构气缸、过线轮线嘴,所述绕线机构一侧装有四个绕线飞叉装置,所述绕线飞叉装置末端设有过线轮线嘴,所述绕线机构另一侧装有绕线机构气缸,所述绕线伺服电机连接于绕线机构上部。
7.作为本实用新型的进一步改进:所述排线动作机构包括升降伺服电机、布线伺服电机、升降板、平台板、导轨安装板、直线导轨,所述升降伺服电机装于平台板下方,所述升降板装于平台板上方,所述导轨安装板装于升降板上方,所述直线导轨与导轨安装板连接,所述布线伺服电机装于导轨安装板上。
8.作为本实用新型的进一步改进:所述换料夹手机构包括夹爪、夹块、导向轴,所述夹爪设于换料夹手机构左右两侧,每侧各有两对,所述夹块设于夹爪内侧,所述导向轴装于换料夹手机构中间,所述夹爪之间通过导向轴连接。
9.作为本实用新型的进一步改进:所述夹线绕线辅助机构包括夹线辅助气缸、底板、旋转伺服电机、减速机、推进压紧装置、旋转气缸,所述夹线辅助气缸装于夹线绕线辅助机构顶部,所述底板与机架连接,所述旋转伺服电机装于底板下方,所述减速机与旋转伺服电机连接,所述推进压紧装置装于夹线绕线辅助机构上部,所述旋转气缸装于夹线绕线辅助机构侧边。
10.作为本实用新型的进一步改进:所述推进压紧装置包括推进压紧气缸、推进压紧治具,所述推进压紧气缸装于推进压紧装置上部,所述推进压紧治具与推进压紧气缸连接,所述推进压紧治具与一侧的工装定位治具连接。
11.作为本实用新型的进一步改进:所述机架上方设有防护装置,所述防护装置侧方装有安全光栅装置。
12.作为本实用新型的进一步改进:所述机架后侧装有电柜,所述防护装置上装有操作箱。
13.与现有技术相比,本实用新型的有益效果是:实现自动化生产,全自动进行绕线、过线、排线动作;换料夹手可四个同时交换,减少定子交换时间,极大的提高工作效率;机架右侧设有铜线剩余量检测装置,提示剩余用量并自动进行断线检测;机架上方设有防护装置和光栅装置,提高操作过程的安全性。
附图说明
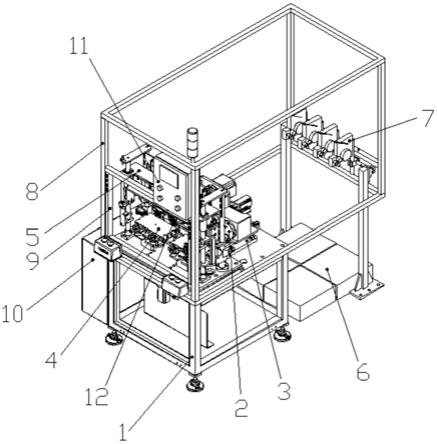
14.图1为本实用新型的结构示意图。
15.图2为本实用新型绕线机构的结构示意图。
16.图3为本实用新型排线动作机构的结构示意图。
17.图4为本实用新型换料夹手机构的结构示意图。
18.图5为本实用新型夹线绕线辅助机构的结构正视图。
19.图6为本实用新型夹线绕线辅助机构的结构后视图。
具体实施方式
20.现结合附图说明与实施例对本实用新型进一步说明:如图1、图2、图3、图4、图5、图6所示,一种全自动分体式定子多飞叉绕线机,包括:机架1、绕线机构2、排线动作机构3、换料夹手机构4、夹线绕线辅助机构5、铜线剩余量检测装置6、伺服张力器7、工装定位治具12,所述绕线机构2装于机架1上,所述绕线机构2与排线动作机构3连接,所述夹线绕线辅助机构5装于机架1上方左端,所述换料夹手机构4与夹线绕线辅助机构5连接,所述工装定位治具12与换料夹手机构4连接,所述铜线剩余量检测装置6设于机架1右侧,所述伺服张力器7设于铜线剩余量检测装置6右侧。
21.所述绕线机构2包括绕线飞叉装置21、绕线伺服电机22、绕线机构气缸23、过线轮线嘴24,所述绕线机构2一侧装有四个绕线飞叉装置21,所述绕线飞叉装置21末端设有过线轮线嘴24,所述绕线机构2另一侧装有绕线机构气缸23,所述绕线伺服电机22连接于绕线机构2上部。
22.所述排线动作机构3包括升降伺服电机31、布线伺服电机32、升降板33、平台板34、导轨安装板35、直线导轨36,所述升降伺服电机31装于平台板34下方,所述升降板33装于平台板34上方,所述导轨安装板35装于升降板33上方,所述直线导轨36与导轨安装板35连接,所述布线伺服电机32装于导轨安装板35上。
23.所述换料夹手机构4包括夹爪41、夹块42、导向轴43,所述夹爪41设于换料夹手机构4左右两侧,每侧各有两对,所述夹块42设于夹爪41内侧,所述导向轴43装于换料夹手机构4中间,所述夹爪41之间通过导向轴43连接。
24.所述夹线绕线辅助机构5包括夹线辅助气缸51、底板52、旋转伺服电机53、减速机54、推进压紧装置55、旋转气缸56,所述夹线辅助气缸51装于夹线绕线辅助机构5顶部,所述底板52与机架1连接,所述旋转伺服电机53装于底板52下方,所述减速机54与旋转伺服电机53连接,所述推进压紧装置55装于夹线绕线辅助机构5上部,所述旋转气缸56装于夹线绕线辅助机构5侧边。
25.所述推进压紧装置55包括推进压紧气缸551、推进压紧治具552,所述推进压紧气缸551装于推进压紧装置55上部,所述推进压紧治具552与推进压紧气缸551连接,所述推进压紧治具552与一侧的工装定位治具12连接。
26.所述机架1上方设有防护装置8,所述防护装置8侧方装有安全光栅装置9。
27.所述机架1后侧装有电柜10,所述防护装置8上装有操作箱11。
28.本实用新型的工作原理:工装定位治具12放入换料夹手机构4,绕线机自动夹取工装进行升降、旋转操作,将已经绕好的工件与未绕的工件对换;推进压紧装置55启动,开始绕线,绕线完成一个槽后,工件自动过线,全部绕线完成后,夹线绕线辅助机构5清除尾线。
29.本实用新型的主要功能:提供一种全自动分体式定子多飞叉绕线机,实现实现自动化生产,全自动进行绕线、过线、排线动作;换料夹手可四个同时交换,减少定子交换时间,极大的提高工作效率;机架右侧设有铜线剩余量检测装置,提示剩余用量并自动进行断线检测;机架上方设有防护装置和光栅装置,提高操作过程的安全性。
30.综上所述,本领域的普通技术人员阅读本实用新型文件后,根据本实用新型的技术方案和技术构思无需创造性脑力劳动而作出其他各种相应的变换方案,均属于本实用新型所保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1