一种电机卷绕铁芯结构的制作方法
1.本实用新型涉及电机技术领域,具体涉及一种电机卷绕铁芯结构。
背景技术:
2.电机中用于产生旋转磁场的定子通常由定子铁芯、定子绕组和机座三部分组成。其中定子铁芯是构成电机磁通回路和固定定子绕组的重要部件,通常由多个铁芯芯片堆叠而成并固定在机座上。铁芯芯片通常又称卷绕铁芯,结构整体为圆环形,外侧具有多个用于缠绕金属丝的绕线柱极靴,内侧为环形的轭部,轭部上会设置用于安装自身的安装孔。
3.例如cn206727749曾公开的一种卷绕铁芯及其安装结构,其中的卷绕铁芯,包括铁芯本体,所述铁芯本体为整体呈中空的柱状体,所述铁芯本体沿其自身轴线方向贯穿设置有中心孔,所述铁芯本体包括呈环状结构的轭部以及沿所述轭部外圆周向均布设置的用于缠绕金属丝的绕线柱,相邻绕线柱之间形成用于容纳金属丝的嵌线槽,其特征在于,所述轭部沿圆周方向分布设置有安装孔。再例如cn201820152244.5一种用于绕线式电机的转子铁芯。均为这种安装孔和铁芯一体成形式的结构。
4.这种铁芯和安装孔一体成形的结构方式,安装孔加工比较方便。但同样存在以下缺陷:1轭部过宽,轭部和用作绕线柱极靴为同一种材料,该材料通常较为昂贵,故耗费昂贵材料较多,成本较高.2安装孔精度较低不利于装配。
技术实现要素:
5.针对上述现有技术的不足,本实用新型所要解决的技术问题是:怎样提供一种能够降低昂贵材料耗费,降低成本,提高装配精度,方便装配安装的电机卷绕铁芯结构。
6.为了解决上述技术问题,本实用新型采用了如下的技术方案:
7.一种电机卷绕铁芯结构,包括铁芯本体,所述铁芯本体为整体呈中空的环形构件,所述铁芯本体包括呈环状结构的轭部以及沿所述轭部外圆周向均布设置的用于缠绕金属丝的绕线柱,相邻绕线柱之间形成用于容纳金属丝的嵌线槽,所述轭部内侧沿圆周方向分布设置有安装孔;其特征在于,所述安装孔单独成形在连接件上,连接件固定在轭部内侧并形成向内的凸起形状。
8.这样,本方案中,将安装孔单独设置在一个连接件上并安装固定到铁芯本体轭部内侧。故铁芯本体可以采用较为昂贵的高导磁性材料,以使得极靴具有较高的导磁能力,在通电线圈中产生较大的磁感应强度;轭部可以更窄以缩减材料成本。而连接件可以采用便宜且利于加工的材料,单独在其上加工出安装孔,能够提高安装孔自身的精度,方便铁芯自身的装配并提高装配精度。故整体而言降低了生产成本且利于铁芯的装配。
9.进一步地,安装孔有三个且沿周向均匀分布。这样以最少的数量保证安装的稳定性。
10.作为一种选择方式,连接件整体呈三角形,连接件中部成形出安装孔,轭部内侧具有内凹的燕尾槽,连接件和轭部相贴一侧具有外凸的燕尾形凸起并卡接到对应的燕尾槽
内。
11.这样,可以先单独在连接件上加工出安装孔,再通过燕尾槽的结构实现和铁芯本体的固定连接,连接比较方便。
12.进一步地,连接件为金属件,连接件和轭部之间具有用于固定的焊点。
13.这样是因为仅仅依靠燕尾槽连接,容易松动,故再提高焊接提高固定程度。这种结构方式由于空间较小,对焊接要求较高,焊接难度较大。
14.作为另一种选择方式,所述连接件为套筒状的定位销套,定位销套依靠一个注塑件固定在轭部内侧。
15.这样,方便单独加工出定位销套后,采用注塑的方式固定到轭部内侧,使其连接可靠。
16.进一步地,轭部内侧具有和定位销套外周圆大小匹配的内凹的弧形,定位销套贴紧固定在弧形的内凹部分位置。
17.这样可以更好地提高定位销套固定可靠度。
18.进一步地,定位销套一端具有一个沿周向外凸的轴肩,轴肩和轭部一侧相贴。
19.这样,可以更好地提高定位销套的连接可靠度。
20.进一步地,所述注塑件覆盖住轭部整个内侧呈环形。
21.这样,可以更好地提高定位销套的连接可靠度。
22.进一步地,轭部内侧侧壁上开设有小孔,注塑件注塑时具有挤入进小孔形成固定的部分。
23.这样,是因为注塑件由于塑料的收缩性,定位销套处塑料和铁芯本体之间在注塑后容易产生间隙,定位销套容易松动掉出,受力较差。故在产生间隙处铁芯本体内侧壁上钻小孔,这样注塑后小孔处靠注塑形成的小孔尺径大小的塑料柱把铁芯壁内外的塑料拉住,从而减小了卷绕铁和塑料间在注塑后产生间隙,改善了定位销受力,基本能满足生产要求。
24.但这种采用小孔的结构,一是必须钻孔,钻孔后要去除钻孔处毛刺,增加工序,钻孔和打毛刺后易产生铁屑,附着在铁芯上,铁芯注塑后容易漏电接地,造成产品报废。二是钻的孔是小孔,数量有限,注塑后形成的小塑料柱受力有限,产品使用时易出现变形及移位,影响产品稳定运行。三是钻小孔后铁芯的导磁截面通路被破坏,影响电性能。
25.故开设小孔的结构方案,也可以替换为以下更好的方案。即在轭部内侧对应定位销套位置设置和定位销套外周圆大小匹配的内凹的弧形槽,定位销套相贴固定在弧形槽位置并依靠一个注塑件固定,轭部内侧其余位置开设燕尾槽,所述注塑件嵌入到燕尾槽内。
26.这种结构方式,能够规避上述其余方案的缺陷,具有加工方便,连接可靠的特点,为最优选择方案。
27.进一步地,弧形槽位置正对绕线柱设置。这样可以更好的提高强度。
28.综上所述,本实用新型具有能够降低昂贵材料耗费,降低成本,提高装配精度,方便装配安装等优点。
附图说明
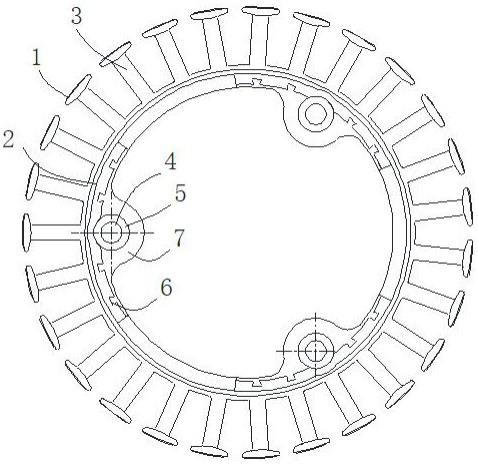
29.图1为本实用新型实施例1的结构示意图。
30.图2为本实用新型实施例2的结构示意图。
31.图3为图2中单独定位销套的结构示意图。
32.图4为本实用新型实施例3的结构示意图。
具体实施方式
33.下面结合三种具体实施方式对本实用新型作进一步的详细说明。
34.实施例1,参见图1,一种电机卷绕铁芯结构,包括铁芯本体1,所述铁芯本体1为整体呈中空的环形构件,所述铁芯本体1包括呈环状结构的轭部2以及沿所述轭部外圆周向均布设置的用于缠绕金属丝的绕线柱3,相邻绕线柱3之间形成用于容纳金属丝的嵌线槽,所述轭部2内侧沿圆周方向分布设置有安装孔4;其中,所述安装孔4单独成形在连接件5上,连接件固定在轭部内侧并形成向内的凸起形状。
35.这样,本方案中,将安装孔单独设置在一个连接件上并安装固定到铁芯本体轭部内侧。故铁芯本体可以采用较为昂贵的高导磁性材料,以使得极靴具有较高的导磁能力,在通电线圈中产生较大的磁感应强度;轭部可以更窄以缩减材料成本。而连接件可以采用便宜且利于加工的材料,单独在其上加工出安装孔,能够提高安装孔自身的精度,方便铁芯自身的装配并提高装配精度。故整体而言降低了生产成本且利于铁芯的装配。
36.其中,安装孔4有三个且沿周向均匀分布。这样以最少的数量保证安装的稳定性。
37.本实施例中,连接件5整体呈三角形,连接件中部成形出安装孔,轭部内侧具有内凹的燕尾槽6,连接件和轭部相贴一侧具有外凸的燕尾形凸起并卡接到对应的燕尾槽6内。
38.这样,可以先单独在连接件上加工出安装孔,再通过燕尾槽的结构实现和铁芯本体的固定连接,连接比较方便。
39.其中,连接件5为金属件,连接件和轭部之间具有用于固定的焊点。
40.这样是因为仅仅依靠燕尾槽连接,容易松动,故再提高焊接提高固定程度。这种结构方式由于空间较小,对焊接要求较高,焊接难度较大。
41.另外,实施时,铁芯本体上还设置有用于相互之间叠合固定的叠合固定结构,叠合固定结构可以为设置在铁芯本体两侧的凹凸扣合结构8(一侧为凸起,另一侧为对应的凹槽)和/或贯穿铁芯本体的铁芯叠合固定连接用连接铆钉孔9,铁芯叠合固定连接用连接铆钉孔可以开设在绕线柱根部位置。这样铁芯本体先依靠叠合固定结构相互叠合固定为一个整体后,再缠绕卷组,最后再依,靠安装孔安装到机座上,方便自身加工装配。
42.实施例2:参见图2
‑
3,一种电机卷绕铁芯结构,包括铁芯本体1,所述铁芯本体1为整体呈中空的环形构件,所述铁芯本体1包括呈环状结构的轭部2以及沿所述轭部外圆周向均布设置的用于缠绕金属丝的绕线柱3,相邻绕线柱3之间形成用于容纳金属丝的嵌线槽,所述轭部2内侧沿圆周方向分布设置有安装孔4;其中,所述安装孔4单独成形在连接件5上,连接件固定在轭部内侧并形成向内的凸起形状。安装孔有三个且沿周向均匀分布。
43.本实施例中,所述连接件5为套筒状的定位销套,定位销套依靠一个注塑件7固定在轭部内侧。
44.这样,方便单独加工出定位销套后,采用注塑的方式固定到轭部内侧,使其连接可靠。
45.其中,轭部2内侧具有和定位销套外周圆大小匹配的内凹的弧形,定位销套贴紧固定在弧形的内凹部分位置。
46.这样可以更好地提高定位销套固定可靠度。
47.其中,定位销套一端具有一个沿周向外凸的轴肩8,轴肩和轭部一侧相贴。
48.这样,可以更好地提高定位销套的连接可靠度。
49.其中,所述注塑件7覆盖住轭部整个内侧呈环形。
50.这样,可以更好地提高定位销套的连接可靠度。
51.其中,和实施例1一样,本实施例实施时,铁芯本体上还可以设置用于相互之间叠合固定的叠合固定结构,不再重复描述。
52.其中,轭部2内侧侧壁上开设有小孔,注塑件注塑时具有挤入进小孔形成固定的部分。
53.这样,是因为注塑件由于塑料的收缩性,定位销套处塑料和铁芯本体之间在注塑后容易产生间隙,定位销套容易松动掉出,受力较差。故在产生间隙处铁芯本体内侧壁上钻小孔,这样注塑后小孔处靠注塑形成的小孔尺径大小的塑料柱把铁芯壁内外的塑料拉住,从而减小了卷绕铁和塑料间在注塑后产生间隙,改善了定位销受力,基本能满足生产要求。
54.但这种采用小孔的结构,一是必须钻孔,钻孔后要去除钻孔处毛刺,增加工序,钻孔和打毛刺后易产生铁屑,附着在铁芯上,铁芯注塑后容易漏电接地,造成产品报废。二是钻的孔是小孔,数量有限,注塑后形成的小塑料柱受力有限,产品使用时易出现变形及移位,影响产品稳定运行。三是钻小孔后铁芯的导磁截面通路被破坏,影响电性能。
55.故开设小孔的结构方案,也可以替换为以下更好的方案。即实施例3。
56.实施例3:参照图4,本实施例和实施例2区别的地方在于取消了小孔,改为在轭部内侧对应定位销套位置设置和定位销套外周圆大小匹配的内凹的弧形槽6,其中,弧形槽6位置正对绕线柱设置以更好的提高强度;定位销套相贴固定在弧形槽位置并依靠一个注塑件7固定,轭部内侧其余位置开设燕尾槽,所述注塑件嵌入到燕尾槽内。其余结构和实施例2相同,图4中标号1为铁芯本体,标号2为轭部,标号3为绕线柱,标号4为安装孔,标号5为连接件,标号6为燕尾槽,标号7为注塑件。
57.这种结构方式,能够规避上述其余方案的缺陷,具有加工方便,连接可靠的特点,为最优选择方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1