一种电缆护套封铅熔接快速固定成型模具的制作方法
1.本实用新型涉及电缆护套封铅熔接技术领域,具体为一种电缆护套封铅熔接快速固定成型模具。
背景技术:
2.目前电缆护套封铅熔接通常是工人利用喷火器去烧铅条,让铅条熔化在电缆上,等待熔化的铅液凝固,从而连接固定两个电缆,而这种方法工作效率低,且容易引发安全事故,为此,我们提供了一种电缆护套封铅熔接快速固定成型模具。
技术实现要素:
3.针对现有技术的不足,本实用新型提供了一种电缆护套封铅熔接快速固定成型模具,解决了工人利用喷火器去烧铅条,让铅条熔化在电缆上,等待熔化的铅液凝固,从而连接固定两个电缆,而这种方法工作效率低,且容易引发安全事故的问题。
4.为实现以上目的,本实用新型通过以下技术方案予以实现:一种电缆护套封铅熔接快速固定成型模具,包括封铅成型组件,所述封铅成型组件的两侧面均连接有导向组件,所述封铅成型组件的背面安装有两组合页;
5.所述封铅成型组件包括下模具,所述下模具的上方铰接有上模具,所述下模具的上表面与上模具的相邻端面均开设有铅套成型槽与凸包成型槽;
6.所述导向组件包括下模具侧面连接的导向壳,所述上模具的侧面连接有导向条,所述导向条的底端连接有滑条,所述导向壳的内部开设有槽孔。
7.作为本实用新型进一步的技术方案,所述铅套成型槽与凸包成型槽的内部共同放置有电缆。
8.作为本实用新型进一步的技术方案,所述上模具的内部对应凸包成型槽处连接有注液管,所述注液管的出液端与凸包成型槽的顶部端面平齐。
9.作为本实用新型进一步的技术方案,所述下模具与上模具的正面均连接有连接板,其中一组所述连接板的内部连接有螺栓。
10.作为本实用新型进一步的技术方案,所述导向壳与导向条的大小及弧度均相同。
11.作为本实用新型进一步的技术方案,所述下模具与上模具的开度为90
°
时,所述滑条的端部位于所述导向壳的内部。
12.有益效果
13.本实用新型提供了一种电缆护套封铅熔接快速固定成型模具。与现有技术相比具备以下有益效果:
14.1、一种电缆护套封铅熔接快速固定成型模具,通过将电缆放在下模具的铅套成型槽处,再盖住上模具,使上模具与下模具联合的整体铅套成型槽对电缆进行固定,防止电缆松动,再将铅液从注液管倒入,使铅液进入凸包成型槽和铅套成型槽内,待铅液固化后,自然形成封铅护套,与以往方式相比,该成型模具的使用加了工作效率,也保证了工人的安
全。
15.2、一种电缆护套封铅熔接快速固定成型模具,通过打开上模具,使上模具在转动的过程中带动导向条与滑条一起转动,使滑条在槽孔内运动,从而提高了上模具盖住电缆的进准度。
附图说明
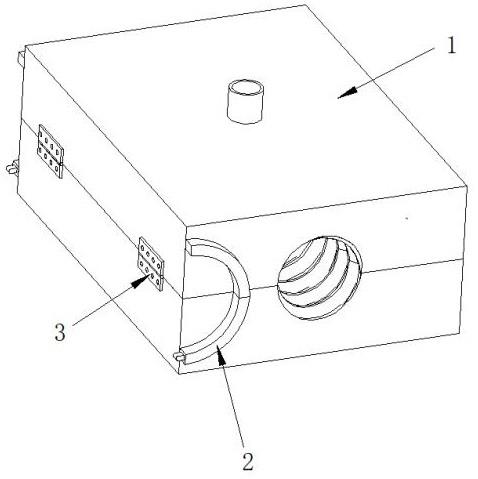
16.图1为一种电缆护套封铅熔接快速固定成型模具的新型结构示意图;
17.图2为一种电缆护套封铅熔接快速固定成型模具中封铅成型组件内部的结构示意图;
18.图3为通过该模具在电缆表面成型封铅护套的结构示意图;
19.图4为一种电缆护套封铅熔接快速固定成型模具中导向组件侧面视角的结构示意图;
20.图5为一种电缆护套封铅熔接快速固定成型模具中导向组件的结构示意图。
21.图中:1、封铅成型组件;11、下模具;12、上模具;13、铅套成型槽;14、凸包成型槽;15、注液管;16、螺栓;17、连接板;2、导向组件;21、导向壳;22、导向条;23、滑条;24、槽孔;3、合页;4、电缆。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1,本实用新型提供一种电缆护套封铅熔接快速固定成型模具技术方案:一种电缆护套封铅熔接快速固定成型模具,包括封铅成型组件1,封铅成型组件1的两侧面均连接有导向组件2,封铅成型组件1的背面安装有两组合页3。
24.请参阅图2-3,封铅成型组件1包括下模具11,下模具11的上方铰接有上模具12,下模具11的上表面与上模具12的相邻端面均开设有铅套成型槽13与凸包成型槽14,铅套成型槽13与凸包成型槽14的内部共同放置有电缆4,上模具12的内部对应凸包成型槽14处连接有注液管15,注液管15的出液端与凸包成型槽14的顶部端面平齐,下模具11与上模具12的正面均连接有连接板17,其中一组连接板17的内部连接有螺栓16。
25.在封铅成型组件1的实际使用时,通过将电缆4放在下模具11的铅套成型槽13和凸包成型槽14处,再盖住上模具12,使上模具12与下模具11联合的整体铅套成型槽13对电缆4进行固定,防止电缆4松动,再将铅液从注液管15倒入,使铅液进入凸包成型槽14和铅套成型槽13内,待铅液固化后,自然形成封铅护套,从而增加了工作效率,也保证了工人的安全。
26.请参阅图4-5,导向组件2包括下模具11侧面连接的导向壳21,上模具12的侧面连接有导向条22,导向条22的底端连接有滑条23,导向壳21的内部开设有槽孔24,导向壳21与导向条22的大小及弧度均相同,下模具11与上模具12开度为90
°
时,所述滑条23的端部位于所述导向壳21的内部。
27.在导向组件2的实际使用时,通过打开上模具12,使上模具12在转动的过程中带动
导向条22与滑条23一起转动,使滑条23在导向壳21的内部开设的槽孔24内弧形运动,在盖住上模具12,滑条23在槽孔24内进行弧形滑动,从而提高了上模具12盖住电缆4的进准度。
28.本实用新型的工作原理:在使用时,首先打开上模具12,将两个电缆4放下下模具11的铅套成型槽13内,再通过合页3对上模具12进行转动,使上模具12紧贴着下模具11,从而使整体的铅套成型槽13对电缆4进行限位固定,通过螺栓16连接两个连接板17,使下模具11与上模具12连接更加稳固,然后将铅液从注液管15注入到凸包成型槽14处,在铅液凝固冷却后,自然形成封铅护套,再打开上模具12,取出连接完成的电缆4,在打开上模具12的同时,导向条22与滑条23会跟着上模具12转动的轨迹一起转动,从而使滑条23滑动到导向壳21的内部开设槽孔24的顶端,关闭上模具12的同时,导向条22跟随上模具12的运动轨迹转动,滑条23在槽孔24内沿弧度转动,进而提高了上模具12盖住电缆4的进准度。
技术特征:
1.一种电缆护套封铅熔接快速固定成型模具,其特征在于,包括封铅成型组件(1),所述封铅成型组件(1)的两侧面均连接有导向组件(2),所述封铅成型组件(1)的背面安装有两组合页(3);所述封铅成型组件(1)包括下模具(11),所述下模具(11)的上方铰接有上模具(12),所述下模具(11)的上表面与上模具(12)的相邻端面均开设有铅套成型槽(13)与凸包成型槽(14);所述导向组件(2)包括下模具(11)侧面连接的导向壳(21),所述上模具(12)的侧面连接有导向条(22),所述导向条(22)的底端连接有滑条(23),所述导向壳(21)的内部开设有槽孔(24)。2.根据权利要求1所述的一种电缆护套封铅熔接快速固定成型模具,其特征在于,所述铅套成型槽(13)与凸包成型槽(14)的内部共同放置有电缆(4)。3.根据权利要求1所述的一种电缆护套封铅熔接快速固定成型模具,其特征在于,所述上模具(12)的内部对应凸包成型槽(14)处连接有注液管(15),所述注液管(15)的出液端与凸包成型槽(14)的顶部端面平齐。4.根据权利要求1所述的一种电缆护套封铅熔接快速固定成型模具,其特征在于,所述下模具(11)与上模具(12)的正面均连接有连接板(17),其中一组所述连接板(17)的内部连接有螺栓(16)。5.根据权利要求1所述的一种电缆护套封铅熔接快速固定成型模具,其特征在于,所述导向壳(21)与导向条(22)的大小及弧度均相同。6.根据权利要求1所述的一种电缆护套封铅熔接快速固定成型模具,其特征在于,所述下模具(11)与上模具(12)开度为90
°
时,所述滑条(23)的端部位于所述导向壳(21)的内部。
技术总结
本实用新型公开了一种电缆护套封铅熔接快速固定成型模具,涉及电缆护套封铅熔接技术领域,包括封铅成型组件,所述封铅成型组件的两侧面均连接有导向组件,所述封铅成型组件的背面安装有两组合页,所述铅套成型槽与凸包成型槽的内部共同放置有电缆,通过将电缆放在下模具的铅套成型槽处,再盖住上模具,使上模具与下模具联合的整体铅套成型槽对电缆进行固定,防止电缆松动,再将铅液从注液管倒入,使铅液进入凸包成型槽和铅套成型槽内,待铅液固化后,自然形成封铅护套,与以往方式相比,该成型模具的使用加了工作效率,也保证了工人的安全。全。全。
技术研发人员:李小刚 刘香文 曹福达 叶海林 梁津晓 邓铸坚
受保护的技术使用者:东莞市输变电工程建设有限责任公司
技术研发日:2021.09.06
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1