音圈马达基座及其组合的制作方法
1.本实用新型涉及音圈马达技术领域,尤其是涉及一种音圈马达基座及其组合。
背景技术:
2.现有的音圈马达组合,通常包括塑胶底座、设置于塑胶底座内的金属电路及与金属电路焊接的电子元件。为了保证与电子元件焊接的金属电路的焊接端暴露于电子元件的焊脚所在平面,金属电路的焊接端需要进行弯折处理,以使金属电路的焊接端于电子元件焊脚所在平面的指定区域内排布。但因为金属电路间隔排布需求的原因,无法保证金属电路的焊接端于塑胶底座所暴露的面积一致。电子元件通过smt(surface mounting technology)的方式与金属电路的焊接端进行焊接,在过回焊炉的过程中,熔融状态下的锡膏在金属电路表面的流动性较大,金属电路的焊接端面积不一致会导致不同焊接端上的锡膏产生不同的偏移量,导致电子元件在锡膏偏移力的影响下发生同步偏移,进而影响电子元件的导电性能。
3.如公告号为cn213717815u的实用新型专利中,该类塑胶底座采用折弯的方式使金属电路暴露于塑胶凹槽内,以使电子元件与相应的金属电路的焊接端焊接,但金属电路的设计受塑胶凹槽结构的影响,只能通过折弯的方式使塑胶底座内的塑胶表面暴露出金属电路,但不能对焊接部的面积大小进行控制,使得锡珠在不同面积的焊接部上发生不同程度偏移进而导致电子元件发生歪斜或偏移,影响焊接质量。
4.基于焊接部的面积大小不一致的问题,公告号为cn210469886u的实用新型专利揭露一种处理方式,采用折弯的方式使塑胶底座的表面暴露出面积相同的焊接部,以便于对电子元件焊脚的焊接效果进行控制,但该类塑胶底座的表面没有使电子元件嵌入的塑胶凹槽,会导致塑胶底座的整体较厚,而且对金属电路的焊接端进行弯折,实际上对于焊接暴露面积的控制精度较低。一般设置有塑胶凹槽的塑胶底座,通常具有较高的金属电路的排布需求,因此,在复杂的金属电路排布的情况下,采用弯折焊接端的方式进行焊接面积的处理也会带来操作难度大,操作精度低的问题。
5.因此,确有必要提供一种新的音圈马达基座及其组合,以克服上述缺陷。
技术实现要素:
6.本实用新型的目的在于提供一种音圈马达基座及其组合,以解决由于暴露于所述塑胶底座的焊接端的非焊接部而导致的与电子元件的焊接错位或偏移而致使电子元件导电性能不佳的问题,提高电子元件的导电性能及焊接效率。
7.本实用新型的目的通过以下技术方案一来实现:一种音圈马达基座,用于安装一电子元件,所述音圈马达基座包括金属电路以及包覆成型于所述金属电路的塑胶底座,所述塑胶底座设有两相对表面及沿一垂直方向凹设于其中一所述表面并用于收容所述电子元件的定位凹槽,所述金属电路包括多个间隔排布的支路,多个所述支路的一端形成暴露于所述塑胶底座外的引脚端,所述支路中至少其中两个所述支路的另一端形成焊脚端,所
述支路还包括连接于所述引脚端及所述焊脚端的连接支臂,所述连接支臂包括连接于所述引脚端的引脚连接段及连接于所述焊脚端的焊脚连接段,所述焊脚连接段延伸入所述定位凹槽的沿所述垂直方向投影的区域内并埋设于所述塑胶底座内,所述焊脚端一次冲压形成暴露于所述定位凹槽的一底表面的焊接部,所述定位凹槽内设置有多个所述焊接部以与所述电子元件进行焊接。
8.进一步,所述支路还包括连接所述引脚连接段和所述焊脚连接段的弯折部,以使所述焊脚端相较所述引脚连接段沿所述垂直方向偏移设置。
9.进一步,所述焊脚端还包括形成在所述焊接部外围的周缘部以及暴露于所述定位凹槽的所述底表面的外露部,所述周缘部具有一第二上壁,所述焊接部于所述第二上壁的顶侧形成第一上壁及冲压形成的第一垂直连接面,所述周缘部埋设于所述塑胶底座中。
10.进一步,所述焊接部呈圆柱形。
11.进一步,所述焊接部于所述第一上壁的相对侧向内凹设容纳空间以形成一与所述第一上壁相对设置的第一下壁,所述周缘部还具有与第二上壁相对的第二下壁,所述第一上壁高于所述第二上壁,所述第一下壁高于所述第二下壁,所述第二上壁高于所述第一下壁。
12.进一步,在与所述第一下壁相对应的所述塑胶底座的另一所述表面上设有与所述焊接部的容纳空间连通的定位孔。
13.进一步,所述第二上壁与所述焊脚连接段的顶表面位于同一平面。
14.进一步,所述焊接部形成于所述焊脚端的末端侧,所述焊脚端还包括连接所述焊接部的内端,所述焊接部的一侧面为自由面,所述焊接部的另一侧冲压形成第二垂直面并且与所述内端连接,所述焊接部还包括一外露部和一嵌入部,所述外露部暴露于所述定位凹槽的所述底表面,所述塑胶底座包覆成型于所述嵌入部。
15.进一步,所述焊接部具有暴露于所述底表面的第一上壁及与所述第一上壁相对设置的第一下壁,所述焊脚连接段具有埋设于所述塑胶底座的第三上壁及与所述第三上壁相对设置的第三下壁,所述第一上壁高于所述第三上壁,所述第一下壁高于所述第三下壁,所述第三上壁高于所述第一下壁。
16.进一步,至少其中一所述支路具有至少两个间隔设置的焊接部。
17.进一步,所述底表面对应于所述焊接部的位置凹设有适应于所述焊接部的容纳凹槽,所述焊接部突伸出所述容纳凹槽设有的底壁,所述容纳凹槽的尺寸大于所述焊接部的尺寸。
18.本实用新型的目的通过以下技术方案二来实现:一种音圈马达基座组合,包括上述的音圈马达基座,所述音圈马达组合还包括与所述音圈马达基座相互配合的电子元件,所述电子元件的表面设有若干与所述焊接部对应焊接的导电片。
19.进一步,所述焊接部与所述电子元件通过smt(surface mounting technology)焊接,电子元件的导电片至少排布为交错设置的两排。
20.本实用新型中的音圈马达基座组合,通过一次弯折再一次冲压的方式将仅与电子元件焊接的焊接部暴露于定位凹槽内,控制了焊接部的大小,且解决了电子元件与焊接部焊接时锡珠的滚动而导致焊接的电子元件发生偏移的问题,保证了电子元件的导电性能及焊接效果。
附图说明
21.图1为本实用新型的音圈马达基座组合的立体示意图。
22.图2为图1自另一方向看的图。
23.图3为本实用新型的音圈马达基座的立体示意图。
24.图4为本实用新型的音圈马达基座组合的俯视图。
25.图5为本实用新型的音圈马达基座的俯视图。
26.图6为本实用新型的音圈马达基座组合的立体分解图。
27.图7为图6中另一方向看的立体分解图。
28.图8为图6中a1的放大图。
29.图9为图7中a2的放大图。
30.图10为图3中沿a-a线的剖视图。
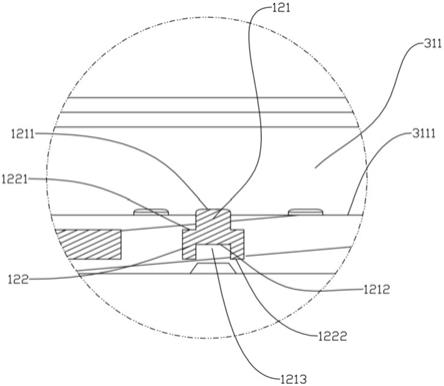
31.图11为图10中c处的放大图。
32.图12为图6中b1的放大图。
33.图13为图7中b2的放大图。
34.图14为图3中沿b-b线的剖视图。
35.图15为图14中d处的放大图。
36.主要元件符号说明
37.请参考如下附图标号说明,音圈马达基座组合1000,音圈马达基座100,金属电路1,支路10,引脚端11,焊脚端12/12’,第一焊脚端12a,第二焊脚端12b,焊接部121/121’,第一上壁1211/1211’,第一下壁1212/1212’,容纳空间1213/1213’,周缘部122,第二上壁1221,第二下壁1222,第一垂直连接面123,内端124,第三上壁1241,第三下壁1242,外露部125/125’,嵌入部126,连接支臂13,弯折部131,引脚连接段132,焊脚连接段133,第二垂直连接面134,电子元件2,塑胶底座3,通孔30,上表面31,定位凹槽311,底表面3111,容纳凹槽312,底壁3121,下表面32,定位孔33,定位孔33’,第一平面p1,第二平面p2。
38.如下具体实施例将结合上述附图进一步说明本实用新型。
具体实施方式
39.在本实用新型的描述中,需要说明的是,术语“上”、“下”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
40.现有技术中的音圈马达基座中,由于受塑胶底座的定位凹槽的结构的限制,金属电路的布局设计难度较大,因此在本技术中设计控制位于定位凹槽311内的金属电路1的焊接部121面积的大小以便保障电子元件2的smt(surface mounting technology)焊接效果,防止电子元件2发生歪斜或偏移。具体的方式为,对金属电路1的焊脚端12进行一次弯折后使其位于定位凹槽311的底表面3111沿垂直方向投影的区域内,再对焊脚端12沿着垂直方向进行一次冲压处理,以形成暴露于定位凹槽311内的焊接部121具有相同的表面积,且达成焊脚端12仅焊接部121暴露于定位凹槽311的底表面3111的目的,焊接部121进而可以防止锡膏(未图示)因于滚动而引起的焊接的电子元件2的焊接偏移。此外,在焊接部121附近
的定位凹槽311的底表面3111凹设与焊接部121形状相适应的容纳凹槽312,焊接部121具体地暴露于容纳凹槽312内,在焊锡时,容纳凹槽312内融化的锡珠会向焊接部121聚集,以保证在锡量不足时,可以尽可能将锡珠聚拢在焊接部121内,进而减少焊接时产生空焊、虚焊,提高生产良率。特别的,由于此时的锡膏是液态的,易在焊接部121的表面发生滚动。
41.在本实用新型中,有两个实施方式,两种实施方式中都是将焊脚端12经过一次冲压成型形成暴露于定位凹槽311的底表面3111的焊接部121,不同之处在于,两种实施方式的冲压工艺不同。在第一种实施方式中,在焊脚端12的中心区域进行冲压成型凸包结构。在第二实施方式中,在焊脚端12的焊脚连接段131进行撕切成型凸端机构。具体的,在第一实施方式中,冲压出来的焊接部121位于焊脚端12的中心位置,焊脚端12的焊接部121的外围还形成环形的周缘部122,焊接部121的顶表面圆滑过渡设置,在成型塑胶底座3时,所述塑胶底座3包覆成型于所述周缘部122外围。在第二实施方式中,冲压出来的焊接部121’由焊脚端12’的内端124撕切而成,焊接部121’与焊脚端12之间连接有第二垂直连接面134。
42.请参照图1至图15,一种音圈马达的基座组合1000,该音圈马达用以驱动光学组件(例如为镜头)沿着光轴进行移动,进而达到自动对焦(auto focus)或光学防抖(optical image stabilization)等功能。光线可穿过光学组件在感光组件上成像。所述音圈马达的基座组合1000包括相互配合的音圈马达基座100以及电子元件2。所述音圈马达的基座100包括一塑胶底座3及设置于所述塑胶底座3内的金属电路1,所述电子元件2可通过smt(surface mounting technology)焊接于暴露于塑胶底座3的金属电路1,所述电子元件可为柔性印刷线圈或芯片或其他霍尔元件类感应元件等元器件。
43.请参考图1至图15,所述塑胶底座3设有一通孔30,使得光学组件的光线可以穿透。所述塑胶底座3包括相对设置的上表面31及下表面32。所述上表面31凹设形成有定位凹槽311,所述定位凹槽311内设有一底表面3111。所述定位凹槽311凹设形成有适于焊接部121的容纳凹槽312,用以容纳所述电子元件2与焊接部121进行smt焊接时的多余的锡膏。所述容纳凹槽312还设有一底壁3121。所述容纳凹槽312的尺寸大于所述焊接部121的尺寸。
44.所述金属电路1包括多个间隔排布的支路10,多个所述支路10的一端形成暴露于所述塑胶底座3外的引脚端11,所述支路10的另一端形成焊脚端12,其中至少两个所述支路10的焊脚端12排布于所述定位凹槽311沿垂直方向投影的区域内。所述支路10还包括连接所述引脚端11和所述焊脚端12的连接支臂13。所述连接支臂13连接所述引脚端11的一端为引脚连接段132,所述连接支臂13连接所述焊脚端12的一端为焊脚连接段133由于要将焊脚端12置于所述塑胶底座3的表面凹设的所述定位凹槽311内,故所述引脚连接段132与所述焊脚端12位于两个不同的平面,焊脚端12自焊脚连接段133于水平面内直线或者弯折延伸设置。在本实用新型中,即所述引脚连接段132所在平面(定义为第一平面p1)与所述焊脚连接段133所在平面(定义为第二平面p2)位于不同平面。所述焊脚连接段133延伸入所述定位凹槽311的沿垂直方向投影的区域内并埋设于所述定位凹槽311一侧的所述塑胶底座3内。所述支路10还包括连接所述引脚连接段132和所述焊脚连接段133的弯折部131,以使所述焊脚端12相较所述引脚连接段132偏移设置。所述弯折部131自所述引脚连接段132所在平面(第一平面p1)向所述焊脚连接段133所在平面(第二平面p2)一次弯折形成。所述焊脚端12一次冲压形成暴露于所述定位凹槽311的所述底表面3111的焊接部121,在同一所述定位凹槽311内设置有多个所述焊接部121以与所述电子元件2进行焊接。所述焊脚端12朝向所
述引脚连接段132所在平面p1方向一次冲压形成暴露于所述定位凹槽311的所述底表面3111的焊接部121。所述焊接部121用于与电子元件2焊接。
45.在本技术中,所述焊脚端12中仅其焊接部121暴露于所述塑胶底座3的所述底表面3111,即所述焊脚端12的除所述焊接部121的其余部分均被包覆在所述塑胶底座3内部,并位于所述底表面3111的下方。
46.在第一实施方式中,所述焊脚端12包括自其中心位置向所述底表面3111一次冲压形成的所述焊接部121、形成在所述焊接部121外围的周缘部122以及暴露于所述定位凹槽311的所述底表面3111的外露部125。所述周缘部122具有一第二上壁1221,所述焊接部121于所述第二上壁1221的顶侧形成一第一上壁1211及冲压形成的第一垂直连接面123,所述周缘部122埋设于所述塑胶底座3中。所述第二上壁1221与所述焊脚连接段133的顶表面位于同一平面。即所述周缘部122和所述焊脚连接段133均位于所述第二平面p2。所述焊接部121呈圆柱形,所述焊接部121暴露于所述底表面3111的截面呈圆形,可以在冲压时,有效精准地控制冲压出来的焊接部121的面积大小。所述焊接部121与所述周缘部122之间设置有连接两者的所述第一垂直连接面123,所述第一垂直连接面123呈立体环形围绕于所述焊接部121边缘。所述焊接部121具有暴露于所述底表面3111的所述第一上壁1211,所述焊接部121自所述第一上壁1211的相对侧向内凹设容纳空间1213以形成与所述第一上壁1211相对设置的埋设于所述塑胶底座3的第一下壁1212。所述焊接部121的所述第一上壁1211的外周缘与所述第一垂直连接面123可通过弧面过渡。
47.所述周缘部122具有埋设于所述塑胶底座3的第二上壁1221及与所述第二上壁1221相对设置的第二下壁1222。所述第一上壁1211高于所述第二上壁1221,所述第一下壁1212高于所述第二下壁1222,所述第二上壁1221高于所述第一下壁1212,以使得所述焊接部121与所述周缘部122可以连接,并具有所述第一垂直连接面123。所述第二上壁1221与所述焊脚连接段133位于相同的水面面内,即所述第二平面p2。
48.用于固定所述焊接部121的所述定位孔33设置在与所述第一下壁1212相对应的所述塑胶底座3的下表面32上且所述定位孔33与所述焊接部121的容纳空间1213连通,需要说明的是,在所述塑胶底座3的下表面32上设置有其他用于固定所述金属电路20的定位孔33’,上述情况仅用于描述用于固定所述焊接部121的所述定位孔33的结构与位置。由于所述容纳空间1213呈凹陷结构,在注塑形成所述塑胶底座3的过程中能够起到阻挡定位针发生过多偏移的作用,从而提升焊接部121的定位精确度。
49.在第二实施方式中,所述焊脚端12’仅包括自所述焊脚连接段133所在平面(所述第二平面p2)向所述第一平面p1方向一次冲压,撕切形成的所述焊接部121’。在第二实施方式中,撕切产生的上凸结构为所述焊接部121’,所述焊接部121’部分暴露于所述定位凹槽311的所述底表面3111,为外露部125’,另一部分为嵌入部126,所述塑胶底座3包覆成型于所述嵌入部126。所述焊接部121’形成于所述焊脚端12’的末端侧,所述焊脚端12’还包括连接所述焊接部121’的内端124。所述焊接部121’的一侧面为自由面,所述自由面具体为圆弧面,或者为棱角面呈矩形状,在本专利中并不限定所述自由面的形状。所述焊接部121’的另一侧冲压形成第二垂直面134并且与所述内端124连接。所述焊接部121’具有暴露于所述底表面3111的第一上壁1211’及与所述第一上壁1211’相对设置的埋设于所述塑胶底座3的第一下壁1212’,所述焊脚端12的所述内端124具有埋设于所述塑胶底座3的第三上壁1241及
与所述第三上壁1241相对设置的第三下壁1242,所述第一上壁1211’高于所述第三上壁1241,所述第一下壁1212’高于所述第三下壁1242,所述第三上壁1241高于所述第一下壁1212’以保证所述第二垂直连接面134连接所述焊接部121’与所述焊脚端12’。所述第一下壁1212’与所述第二垂直连接面134形成一开口向下的埋设于所述塑胶底座3的容纳空间1213’,该容纳空间1213’可以在塑胶底座3注塑成型时更加强所述金属电路1与所述塑胶底座3之间的稳定固持。
50.在本实用新型中,采用第一种实施方式中,一条所述支路10上可设置两个或更多个焊接部121,只需要在需要焊接的位置冲压成型焊接部121暴露于所述定位凹槽311的底表面3111。如此设置,不需要额外再折弯且不需要设置额外的组装空间,制程简单。
51.所述焊接部121/121’向上突伸出所述容纳凹槽312的所述底壁3121,且由于容纳凹槽312相适应于所述焊接部121/121’,在焊锡时,所述锡膏会向焊接部121/121’中心聚集,以减少焊接时产生空焊、虚焊的产生,提高生产良率。
52.在本实用新型中,除了与所述电子元件2焊接的焊脚端12,还设置有另外两种焊脚端,请参考图6中,位于外侧的四个角落的第一焊脚端12a,与一吊环线焊接,位于内侧的所述通孔30内的第二焊脚端12b,用于与一电路板焊接。
53.在本实用新型中,一个所述定位凹槽311内设置有两个所述电子元件2,其中尺寸较大的为柔性印刷线圈或芯片或其他霍尔元件类感应元件等元器件,另一尺寸较小的为电容。所述电子元件2的表面设有若干与所述焊接部121/121’对应焊接的导电片。电子元件2的导电片至少排布为交错设置的两排。
54.在本实用新型中,音圈马达基座100及音圈马达基座组合1000利用一次弯折金属电路1的所述支路10,再经过一次冲压成型形成暴露于定位凹槽311的所述底表面3111的焊接部121,所述连接支臂13的引脚连接段132所在平面(第一平面p1)与所述焊脚连接段133所在平面(第二平面)不在同一平面,需要先将连接于所述焊脚连接段133的焊脚端12置于定位凹槽311沿着垂直方向投影的区域内,再经过一次冲压形成暴露于定位凹槽311的底表面3111的焊接部121,在焊接部121的表面上印刷锡膏,再将焊接部121与所述电子元件2进行smt焊接。由于定位凹槽311暴露焊接部121的底表面3111形成一个可控面积的区域,所述电子元件2能够smt焊接于所述定位凹槽311的内部,使得所述塑胶底座达到小型化的目的;通过对金属电路1的所述焊脚端12进行冲压处理,以形成具有相同焊接面积的焊接部121,冲压成型方式能控制所述焊接部121精确地形成设计的形状及高度,进而可以将焊接部121的面积控制为一致或近似一致,在所述电子元件2与所述焊接部121的smt焊接的过程中,结合焊接部1221的锡膏的滚动力能相互抵消,进而可以防止因锡珠的滚动而引起的电子元件2的焊接位置偏移,进而导致电子元件2的导电性能不佳。同时,在焊接部121附近的定位凹槽311上形成与焊接部121相适应的所述容纳凹槽312,在焊锡时,锡膏会向焊接部121中心聚集,以减少焊接时产生虚焊、空焊的产生,提高生产良率。
55.最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围。
56.以上所述仅为本实用新型的部分实施方式,不是全部的实施方式,本领域普通技术人员通过阅读本实用新型说明书而对本实用新型技术方案采取的任何等效的变化,均为本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1