一种装配装置的制作方法
1.本实用新型涉及机械零部件的装配领域,尤其涉及一种装配装置。
背景技术:
2.目前,在现有的无刷直流电机的组装中,无刷直流电机的支架与电磁线圈定子之间的装配主要是通过在支架与电磁线圈定子之间的连接部处涂胶来进行黏合固定的。
3.然而,涂胶的工艺存在诸多弊端,这些弊端包括由于胶材料自身的特性带来的一些问题,例如漏胶、胶嘴堵塞、所涂覆的胶层不均匀、滴漏、异味等。此外,涂胶的操作也会带来一些无法避免的问题,而且还存在胶液风干、变质导致的浪费问题。
4.值得注意的是,由于无刷直流电机的支架与电磁线圈定子的装配通常还需要最后压装,此压装操作则会将部分涂层的胶液从连接部处挤出,对于这种情况,还需要操作人员手动进行清理,这也导致组装效率进一步下降。
技术实现要素:
5.为解决上述技术问题,本实用新型实施例期望提供一种装配装置。
6.本实用新型的技术方案是这样实现的:
7.本实用新型实施例提供了一种装配装置,所述装配装置用于将两个环形工件同轴地装配在一起,所述两个环形工件包括内环形工件和外环形工件,所述内环形工件的外径小于所述外环形工件的内径,其中,
8.所述装配装置包括装配筒用于插入到所述内环形工件中并且通过从收缩状态转变到扩张状态使所述内环形工件发生外径增大的塑性变形,以使所述内环形工件紧配合至所述外环形工件。
9.通过本实用新型实施例提供的装配装置,实现了对两个环形工件的纯机械式紧固装配,由此避免了现有技术中的涂胶工艺所带来的例如漏胶、涂层不均匀、滴漏、异味等问题,而且提高了装配效率,装配后的产品也具有很高的一致性。
附图说明
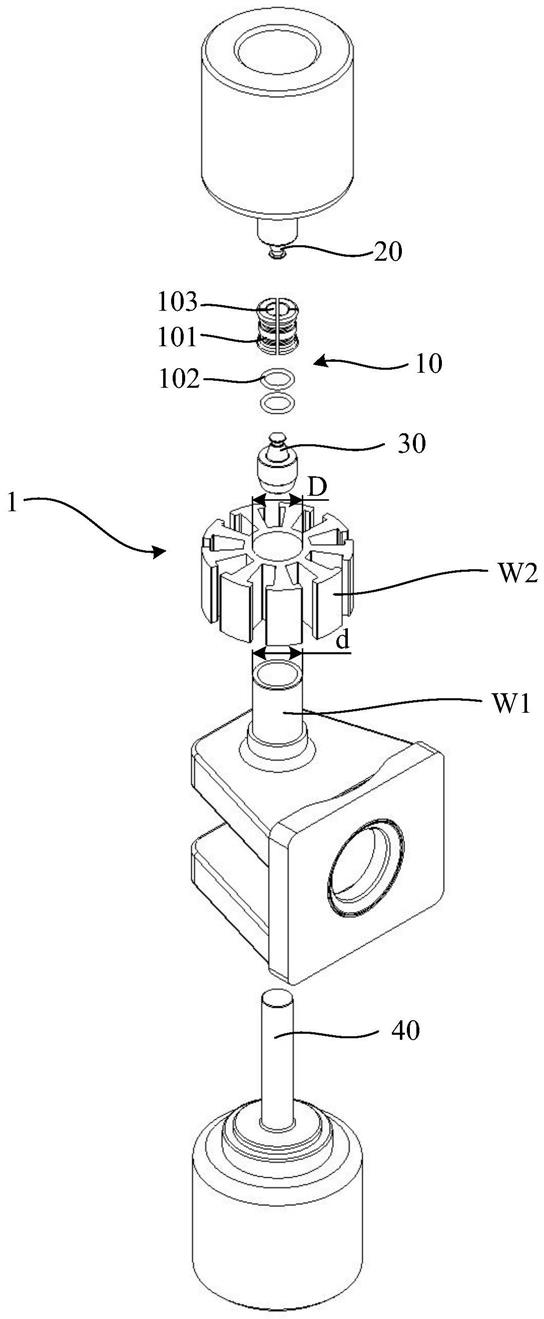
10.图1为根据本实用新型实施例的装配装置和环形工件的分解立体图;
11.图2为根据本实用新型实施例的装配装置组装环形工件的立体图;
12.图3为图2的局部放大图。
具体实施方式
13.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施
例,都属于本实用新型保护的范围。
14.参见图1至图3,本实用新型提供了一种装配装置1,所述装配装置1用于将两个环形工件同轴地装配在一起,所述两个环形工件包括内环形工件w1和外环形工件w2,所述内环形工件w1的外径d小于所述外环形工件w2的内径d,所述装配装置包括装配筒10,所述装配筒10用于插入到所述内环形工件w1中并且通过从收缩状态转变到扩张状态使所述内环形工件w1发生外径增大的塑性变形,以使所述内环形工件w1紧配合至所述外环形工件w2。
15.如图2中所示,在使用装配装置1装配内环形工件w1和外环形工件w2时,先将内环工件w1沿轴向方向插入外环工件w2中,再将处于收缩状态下的装配筒10沿轴向方向插入内环工件w1中,接着使装配筒10沿径向方向向外扩张至扩张状态,当装配筒10扩张至扩张状态时向内环形工件w1施加径向向外的力。
16.在本实用新型的优选实施例中,如图3所示,装配筒10大致呈筒状并且例如在靠近上、下两个口部处具有沿径向方向向外突起的突出部104,因此当装配筒10扩张至扩张状态时,至少突起部104向内环形工件w1的内壁施加径向向外的力,内环形工件w1的在突出部104附近的部分显著地发生塑性变形,也形成了沿径向方向向外突出的突出部,内环形工件w1的突出部径向地嵌入外环形工件w2的内壁中,由此使得内环形工件w1与外环形工件w2紧配合在一起。
17.通过本实用新型实施例提供的装配装置,实现了对两个环形工件的纯机械式紧固装配,由此避免了现有技术中的涂胶工艺所带来的例如漏胶、涂层不均匀、滴漏、异味等问题,而且提高了装配效率,装配后的产品也具有很高的一致性。
18.为了使装配筒10能够自如地在收缩状态与扩张状态之间转变,优选地,所述装配筒10包括:
19.至少两个瓣状件101,所述装配筒10通过所述至少两个瓣状件101彼此远离从所述收缩状态转变到所述扩张状态;
20.设置在所述至少两个瓣状件的外围的弹性箍,所述弹性箍用于使所述至少两个瓣状件彼此靠近。
21.如图1和图2所示,在本实用新型优选实施例中,装配筒10包括四个相同的瓣状件101以及设置在四个瓣状件外部的两个弹性箍102,在装配筒10的收缩状态下,瓣状件101在弹性箍102的弹力作用下彼此抵靠而聚拢呈筒状,当使装配筒10向扩张状态转换时,四个瓣状件101克服弹性箍102的弹性力而沿径向方向向外移动远离彼此直至引起内环形工件w1的塑性变形。
22.将装配筒设置成若干瓣状件有利于装配筒向扩张状态转变,而弹性箍则可以保证这些瓣状件不散落并均匀向外扩张,并且弹性箍能够使装配筒在装配操作完成之后自动地复位至收缩状态,从而有利于将装配筒从已装配的工件中取出而用于下次装配操作。
23.根据本实用新型的优选实施例,所述装配装置还包括呈锥台形状的主压头20,所述主压头20设置成能够轴向地插入和离开所述装配筒10,以使所述装配筒10在所述收缩状态与所述扩张状态之间变化。
24.如图2中清楚示出的,呈锥台形状的主压头沿轴向方向以小直径端部首先插入装配筒10中,并且随着主压头的进一步插入,装配筒10也将随着主压头的直径的增大而扩张,从而实现机械压配操作。
25.为了使装配筒10整体上沿径向方向向外均匀地扩张,优选地,如图1至图3所示,所述装配装置还包括副压头30,所述副压头30具有与所述主压头20相同的形状并且设置成与所述主压头20同时沿相反的方向轴向地插入和离开所述装配筒10,以共同使所述装配筒10在所述收缩状态与所述扩张状态之间变化,这样避免了由于受力不均匀而导致的装配筒不均匀扩张。
26.为了使装配筒能够更好地与压头配合,优选地,如图2和图3所示,所述装配筒10具有沿轴向方向从两个口部向中间渐缩的沙漏型通孔103,其中,所述通孔103具有与所述主压头20和所述副压头30相对应的尺寸。
27.根据本实用新型的优选实施例,如图1和图2所示,所述装配装置包括安装座40,所述副压头30设置在所述安装座40上。由此,副压头以被动方式执行对装配筒的扩张,这有利于保持两个压头之间的同轴性,从而使扩张操作更为准确。
28.根据本实用新型的优选实施例提供的装配装置可以用于装配无刷直流电机,其中,所述内环形工件和外环形工件分别是无刷直流电机的支架和电磁线圈定子。
29.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应以所述权利要求的保护范围为准。
技术特征:
1.一种装配装置,所述装配装置用于将两个环形工件同轴地装配在一起,所述两个环形工件包括内环形工件和外环形工件,所述内环形工件的外径小于所述外环形工件的内径,在于,所述装配装置包括装配筒,所述装配筒用于插入到所述内环形工件中并且通过从收缩状态转变到扩张状态使所述内环形工件发生外径增大的塑性变形,以使所述内环形工件紧配合至所述外环形工件。2.根据权利要求1所述的装配装置,其特征在于,所述装配筒包括:至少两个瓣状件,所述装配筒通过所述至少两个瓣状件彼此远离从所述收缩状态转变到所述扩张状态;设置在所述至少两个瓣状件的外围的弹性箍,所述弹性箍用于使所述至少两个瓣状件彼此靠近。3.根据权利要求1或2所述的装配装置,其特征在于,所述装配装置还包括呈锥台形状的主压头,所述主压头设置成能够轴向地插入和离开所述装配筒,以使所述装配筒在所述收缩状态与所述扩张状态之间变化。4.根据权利要求3所述的装配装置,其特征在于,所述装配装置还包括副压头,所述副压头具有与所述主压头相同的形状并且设置成与所述主压头同时沿相反的方向轴向地插入和离开所述装配筒,以共同使所述装配筒在所述收缩状态与所述扩张状态之间变化。5.根据权利要求4所述的装配装置,其特征在于,所述装配筒具有沿轴向方向从两个口部向中间渐缩的沙漏型通孔,其中,所述通孔具有与所述主压头和所述副压头相对应的尺寸。6.根据权利要求4所述的装配装置,其特征在于,所述装配装置包括安装座,所述副压头设置在所述安装座上。7.根据权利要求1所述的装配装置,其特征在于,所述内环形工件和外环形工件分别是无刷直流电机的支架和电磁线圈定子。
技术总结
本实用新型公开了一种装配装置,所述装配装置用于将两个环形工件同轴地装配在一起,所述两个环形工件包括内环形工件和外环形工件,所述内环形工件的外径小于所述外环形工件的内径,所述装配装置包括装配筒,所述装配筒用于插入到所述内环形工件中并且通过从收缩状态转变到扩张状态使所述内环形工件发生外径增大的塑性变形,以使所述内环形工件紧配合至所述外环形工件。通过本实用新型实施例提供的装配装置,实现了对两个环形工件的纯机械式紧固装配,由此避免了现有技术中的涂胶工艺所带来的例如漏胶、涂层不均匀、滴漏、异味等问题,而且提高了装配效率,装配后的产品也具有很高的一致性。的一致性。的一致性。
技术研发人员:宋育飞 尚立龙 梁茹 李立 刘肖剑 方武 谢海涛 翟鸿强
受保护的技术使用者:西安秦泰汽车排放技术有限公司
技术研发日:2021.11.17
技术公布日:2022/3/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1