旋转电机的转子、具有转子的电机和制造转子的方法与流程
1.本发明公开了一种旋转电机的转子、具有转子的电动机和用于制造转子的方法。
背景技术:
2.异步电机的转子经常被实施作为短路转子。对此,转子具有包括笼杆并且在笼杆的相应的轴向的端部处分别包括短路环的鼠笼。然而由于较小的材料强度,短路环在高的旋转速度下变形。
3.de 10 2013 218 473 a1描述了用于制造异步电机的鼠笼式转子的方法,该方法包括:提供具有多个用于容纳转子鼠笼的杆的开口的叠片组;定位用于叠片组的端侧上的短路环的铸模件;并且铸造杆和短路环。在此,铸模件被浇铸到叠片组上并且保持短路环在鼠笼式转子上的稳定。
4.然而在此的缺点为,被浇铸的铸模件的支撑功能在冷却后不再存在。因为用于短路环的材料在冷却期间剧烈收缩,在短路环与铸模件之间产生空腔。在运行时,这由于离心力导致短路环的变形。
技术实现要素:
5.因此,本发明的目的能够在于,改进短路环的稳定性。
6.该目的通过权利要求1实现,即旋转电机的转子,其具有:
[0007]-与转子轴同中心布置的转子芯,其中,转子芯具有槽,其中,槽以至少一种导电材料填充,
[0008]-在槽的轴向前端部上与转子轴同中心布置的前环,其中,前环具有至少一种导电材料,
[0009]-在槽的轴向后端部上与转子轴同中心布置的后环,其中,后环具有至少一种导电材料,
[0010]
其中,前环和/或后环的背向转子芯的面至少部分在轴向方向上具有斜面,该斜面从环的外圆周到内圆周以倾斜角度倾斜,
[0011]-至少一个支撑元件,其中,支撑元件构造成使得支撑元件至少部分形状配合地与环连接。
[0012]
此外,该目的通过权利要求10实现,即旋转电机、特别是异步电机,其具有这种转子。
[0013]
优选地,转子芯是具有接点的金属层,其中,金属层相互铆接、焊接、冲压包装、粘接和/或热接。
[0014]
有利地,金属层是叠片。然而也能考虑其它类型的金属层。
[0015]
有利地,转子芯是叠片组。
[0016]
优选地,槽是闭合的。然而也能够是半开或开放的槽。
[0017]
填充的槽代表短路笼的笼杆。环代表短路笼的短路环。
[0018]
优选地,槽借助于压铸以导电材料填充。优选地,前环和/或后环借助于压铸以导电材料形成。
[0019]
可替换地,槽借助于3d打印以导电材料填充。可替换地,前环和/或后环借助于3d打印以导电材料形成。然而也能考虑其它的方法。
[0020]
可替换地也能够将拉挤成型的杆、例如铜杆导入到槽中,并且例如借助于压铸或3d打印形成相应的环。
[0021]
有利地,环与被填充的槽材料配合地连接。
[0022]
优选地,导电材料是铜或铝。这有利的是,由此能够实现非常高的效率。然而铜合金或铝合金也是可行的。
[0023]
有利地,铝具有20n/mm2至60n/mm2的温度相关的抗拉强度。
[0024]
能考虑的是,环和/或槽具有插入部件。该插入部件能够具有不导电材料。
[0025]
从端侧看能够实现的是,环在周向上具有多于一个的倾斜角度。
[0026]
有利地,环抵靠在转子芯上并且不存在间隔。也就是说,环有利地抵靠在最后的材料层、优选最后的叠片上,或者抵靠在能够实现材料层的包装的止推环上。
[0027]
在一个有利的实施方式中,支撑元件在朝向环的面上具有至少一个部段,该部段在轴向方向上具有斜面,该斜面从外圆周到内圆周以与倾斜角度成错角的倾斜错角倾斜。
[0028]
因此,环和支撑元件能良好地形状配合地连接。
[0029]
槽能够倾斜或不倾斜地实施。
[0030]
在一个有利的实施方式中,倾斜角度具有3
°
至30
°
的值。
[0031]
对于该值有利的是,由此能够实现短路环的最佳的稳定性。
[0032]
优选地,在环和/或槽中存在的材料具有比在支撑元件中存在的材料更大的导电性。
[0033]
优选地,在支撑元件中存在的材料具有比在环和/或槽中存在的材料更大的机械抗拉强度。
[0034]
在一个有利的实施方式中,支撑元件具有带800n/mm2至1200n/mm2、特别是1000n/mm2的抗拉强度的材料。
[0035]
描述的抗拉强度允许在转子外直径为100mm至200mm时,转子在高转速区域、例如在1500转每分钟至3000转每分钟(u/min)的区域中运行。
[0036]
在一个有利的实施方式中,支撑元件具有钢。对此,例如适用的是调质钢,其具有铬和/或镍和/或钼。此外,适用的还有渗碳钢,其具有铬和/或镍和/或钼。
[0037]
此外,支撑元件还能够具有钛。
[0038]
钢由于其高强度、良好的可淬性、刚性和最大伸长量是特别合适的。此外,钢成本低廉并且能够热或冷塑形。
[0039]
在一个有利的实施方式中,前环和/或后环的背向转子芯的面具有至少一个第一区域和至少一个第二区域,该第一区域在轴向方向上具有第一子斜面,该第一子斜面从环的外圆周到内圆周以第一子倾斜角度倾斜,该第二区域在轴向方向上具有第二子斜面,该第二子斜面从环的外圆周到内圆周以第二子倾斜角度倾斜,其中,第一子倾斜角度和第二子倾斜角度不同。
[0040]
在一个有利的实施方式中,支撑元件在朝向环的面上具有至少一个第一区域,该
第一区域在轴向方向上具有斜面,该斜面从外圆周到内圆周以与第一子倾斜角度成错角的子倾斜错角倾斜,其中,支撑元件在朝向环的面上具有至少一个第二区域,该第二区域在轴向方向上具有斜面,该斜面从外圆周到内圆周以与第二子倾斜角度成错角的子倾斜错角倾斜。
[0041]
优选地,环和支撑元件的至少在运行中受到离心力的区域相接合。
[0042]
该实施方式能够实现径向分量的更高的接收。
[0043]
在一个有利的实施方式中,支撑元件能借助于过盈配合与轴连接。
[0044]
这有利的是,支撑元件由此能够同时用作为平衡元件。
[0045]
可替换地,支撑元件也能借助于紧固环与轴连接。在此,例如紧固环能例如借助于过盈配合与轴连接并且支撑元件在环与紧固环之间被夹紧。也能考虑其它的实施方案。
[0046]
在一个有利的实施方式中,支撑元件具有尤其用于消除不平衡的至少一个留空部和/或至少一个加厚部。
[0047]
留空部例如是孔,加厚部例如是在确定位置处的材料覆物。
[0048]
通过负平衡实现的留空部也称为钻孔。这特别有利的是,通过计算不平衡并且能够实施具有直径和孔深的对应的孔,这样的转子平衡能够自动地实现。
[0049]
加厚部例如通过焊接法实现,例如通过预制的圆柱体的摩擦焊接。在此优选地,支撑元件和例如预制的圆柱体在压力下彼此相向运动,其中,支撑元件和圆柱体在接触面处接触。通过产生的摩擦加热和塑化材料。
[0050]
留空部也能够是用于转子的后通风的通道。
[0051]
此外,上述目的通过权利要求11实现,即用于制造这样的转子的方法,该转子具有与转子轴同中心布置的转子芯,其中,转子芯具有槽,对于旋转电机,其具有以下步骤:
[0052]-提供转子芯,
[0053]-以至少一种导电材料填充槽,
[0054]-为了形成前环和/或后环,借助于成型装置在槽的轴向前端部和/或轴向后端部上施加至少一种导电材料,其中,成型装置实施成使得前环和/或后环的背向转子芯的面在轴向方向上至少部分地具有斜面,该斜面从环的外圆周到内圆周以倾斜角度倾斜,
[0055]-压紧支撑元件。
[0056]
有利地,槽的填充通过采用预制的杆、特别是铜杆、或者通过压铸、例如铝压铸、或者两者的组合实现。此外也能考虑的是,插入其它类型的插入部件。此外,槽的填充也能够借助于3d打印实现。
[0057]
有利地,环的形成借助于压铸、例如铝压铸实现。此外也能考虑的是,插入例如由铝或其它材料制成的插入部件。此外,环的形成也能够借助于3d打印实现。
[0058]
在一个有利的实施方式中,将支撑元件热压配合地装到轴上。
[0059]
在一个有利的实施方式中,为了热压配合,将支撑元件加热到温度100℃至140℃、优选120℃。
[0060]
在一个有利的实施方式中,将支撑元件沿轴向方向压到环上。
[0061]
在一个有利的实施方式中,以20t至40t、优选30t的结合力将支撑元件压紧。
[0062]
本发明特别好地适用于具有短路转子的异步电机。这样的旋转电机在不同领域中应用,例如在通风机、泵、压缩机、机床以及在电动车辆和混合动力车辆的驱动中应用。此
外,本发明很好地适用于高功率风扇的马达。
[0063]
本发明特别好地适用于高转速区域中的旋转电机。
[0064]
本发明适用于纯异步电机,然而也适用于其它的旋转电机,例如混动电机例如具有永磁体的异步电机。
[0065]
具有永磁体的异步电机异步地提高到高转速并且随后进入同步运行。这有利的是,由此能够实现高的效率和功率。
[0066]
本发明的优点在于,转子能够在超过90m/s的圆周速度下运行而不必担心短路环的变形。
[0067]
甚至150m/s的圆周速度是可行的。特别地,在转子外圆周处的这样的圆周速度在工业技术中以及在电动车辆的驱动中是必须的。
附图说明
[0068]
接下来根据附图所示的实施例详细描述和阐述本发明。在此示出:
[0069]
图1示出了根据本发明的转子的第一实施方案,
[0070]
图2示出了转子的第二实施方案,
[0071]
图3示出了转子的第三实施方案,
[0072]
图4示出了转子的第四实施方案,
[0073]
图5示出了转子的第五实施方案,
[0074]
图6示出了从端侧观察的图5的转子,
[0075]
图7示出了具有转子的旋转电机,和
[0076]
图8示出了用于制造转子的方法。
具体实施方式
[0077]
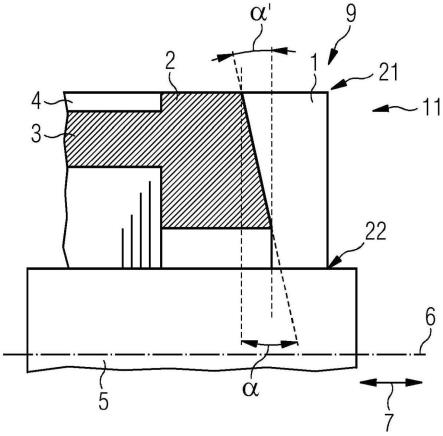
图1示出了根据本发明的转子11的第一实施方案。
[0078]
图1示出了与转子轴6同中心布置的转子芯4,其中,转子芯4具有槽3,其中,槽3以导电的材料填充。图1示出了在槽3的轴向后端部9处与转子轴6同中心布置的短路环2,该短路环具有导电材料。
[0079]
环2的背向转子芯3的面在附图中在轴向方向7上具有斜面,该斜面从环2的外圆周21到内圆周22以倾斜角度α倾斜。
[0080]
附图示出了支撑元件1,该支撑元件至少部分地与环2连接。转子芯4以及支撑元件1在附图中限制到轴5上。
[0081]
支撑元件1在朝向环2的面上具有部段,该部段在轴向方向7上具有斜面,该斜面从外圆周21到内圆周22以与倾斜角度α成错角的倾斜错角α’倾斜。倾斜角度α在附图中具有的值为13℃。优选地,倾斜角度α的值在3℃至30℃、特别是10℃至20℃的区域中。附图示出,在短路环2与支撑元件1之间存在径向的形状配合。
[0082]
本发明的优点在于,给出特别是异步电机的转子11的提高的转速性能。在转速负载下不必担心短路环的倾斜或短路环材料的流动。
[0083]
优选地,支撑元件1轴向匹配短路环2。支撑元件1支撑到轴5上。因此给出从轴5到支撑元件1进而到短路环2的机械夹紧。
[0084]
图2示出了转子11的第二实施方案。图2示出,环2的背向转子芯4的面具有至少一个第一区域和至少一个第二区域,该第一区域在轴向方向7上具有第一子斜面,该第一子斜面从环2的外圆周21到内圆周22以第一子倾斜角度β倾斜,该第二区域在轴向方向7上具有第二子斜面,该第二子斜面从环2的外圆周21到内圆周22以第二子倾斜角度γ倾斜,其中,第一子倾斜角度β和第二子倾斜角度γ不同。
[0085]
附图示出了三个具有子倾斜角度β的第一区域和两个具有子倾斜角度γ的第二区域。
[0086]
此外,附图示出了支撑元件1。附图示出,支撑元件1在朝向环2的面上具有至少一个第一区域,该第一区域在轴向方向7上具有斜面,该斜面从外圆周21到内圆周22以与第一子倾斜角度β成错角的子倾斜错角β’倾斜,其中,支撑元件1在朝向环的面上具有至少一个第二区域,该第二区域在轴向方向7上具有斜面,该斜面从外圆周21到内圆周22以与第二子倾斜角度γ成错角的子倾斜错角γ’倾斜。
[0087]
在此,附图示出了三个具有子倾斜角度β’的第一区域和两个具有子倾斜角度γ’的第二区域。
[0088]
本发明的这样的实施方案用于径向力分量的更高的接收。
[0089]
图3示出了转子11的第三实施方案。示出的实施方案适用于转子11的外圆周上的特别高的圆周速度。圆周速度能够直到180m/s。
[0090]
附图示出了支撑元件1,该支撑元件具有内部支撑盘101和外部支撑装置102。在附图中,内部支撑盘101和外部支撑装置102材料配合地、优选借助于焊接连接。
[0091]
优选地,支撑盘101和支撑装置102的连接在外圆周上或者至少在外圆周的附近实施。有利地,内部支撑盘101具有留空部,其中,留空部的数量对应转子芯4的槽3的数量。
[0092]
有利地,在形成环2时引入内部支撑盘101。优选地,内部支撑盘101在形成环2期间借助于压铸随之铸造。在冷却之后,特别地借助于轴向方向上的结合力施加外部支撑盘102。优选地,随后实施焊接。因此在转子11的外圆周上存在焊缝。焊接是可选的。
[0093]
图4示出了转子11的第四实施方案。除了已经在图1中描述的实施方案,图4的实施方案在支撑元件1中具有留空部13,该留空部用于消除不平衡。
[0094]
在此的优点在于,平衡不是如迄今为止那样在短路环中进行,而是在支撑元件1中进行。因此,支撑元件1附加地具有作为平衡盘的功能。
[0095]
此外能够实现的是,在支撑元件1上安装加厚部,该加厚部用于消除不平衡。这在附图中未示出。
[0096]
图5示出了转子11的第五实施方案。附图示出了通道14和15,这些通道用于转子11的后通风。这在图6中更详细地阐述。
[0097]
图6示出了从端侧观察的图5的转子11。两个附图示出了通道14和15,这些通道用于转子11的后通风。例如能够铸造通道14。通道15存在于支撑元件1中。通过留空部在转子11旋转期间抽吸空气。这用于后通风。
[0098]
通过支撑元件1中的这些留空部在旋转时抽吸在短路环2的外圆周处排出的空气。
[0099]
图7示出了具有转子11的旋转电机10。附图示出了定子12、轴5以及转子轴6。在轴向方向7上观察,转子11在轴向前端部8上具有支撑元件1。此外,转子11在轴向后端部9上示出了支撑元件1。
[0100]
图8示出了用于制造转子11的方法,该转子具有与转子轴同中心布置的转子芯,其中,转子芯具有槽。
[0101]
在方法步骤s1中提供转子芯。
[0102]
在方法步骤s2中以导电材料填充槽3。在此,槽3能够以预制的杆填充或者借助于压铸填充。也能够实现以预制的杆或其它插入部件和压铸的组合填充。
[0103]
在方法步骤s3中在槽3的前部和/或轴向后端部上施加导电材料以用于形成前环或后环2。这有利地借助于压铸实现。
[0104]
在方法步骤s4中压紧支撑元件1。有利地,支撑元件1在压紧过程期间被引导至轴上。通过环2和支撑元件1的已经描述的斜面通过支撑元件1修正特别是铸造过的短路环2的不圆度以及改进整个短路环2到轴5进而到转子组的同轴度。
[0105]
有利地,支撑元件1被热压配合地装到轴上并且用力轴向压紧到短路环2上。因此,支撑元件1的优选轴向朝向内的面和短路环2的外部面固定地相互抵靠。优选地保持大约20秒至30秒的结合力,以便确保完全的抵靠。有利地在130mm至170mm、特别是150mm的直径的短路环中应用大约30t的结合力。优选地,为了热压配合,加热支撑元件到大约120℃。
[0106]
本发明的优点在于,在压铸短路环时形成的铸皮紧固了短路环。
[0107]
由于支撑元件的紧固性,通过该方法制造的转子明显减少了由于离心力负载的材料移动的风险。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1