一种电机分瓣式定子生产加工装置的制造方法与流程
1.本发明属于电机分瓣式极靴生产制造技术领域,涉及一种电机分瓣定子的生产加工工艺及其工装,具体是涉及一种电机分瓣式定子生产加工装置的制造方法。
背景技术:
2.现有技术中,定子作为电机的一个重要组成部分;为得到更高的槽满率,以提高电机的功率密度和性能,同时绕线方便快捷,设计定子为分瓣式,即电机定子由多个极靴拼接而成,极靴在进行绕线后按照设计相互连接,分瓣式电机定子的极靴上的绕组线圈也按照特定方式相互连接;
3.绕好定子线圈后,需要整形以达到要求的端部高度和形状,一个定子由多个极靴组成,单个定子极靴采用绝缘骨架进行绝缘,以降低整形过程中的弹力,因此拼成一个整体后定子的外径变大,影响后面工序生产效率。
技术实现要素:
4.发明目的:本发明的目的是提供了一种结构优化,变形微小,生产效率高,性能好的电机分瓣式定子生产加工装置的生产加工方法和工装。
5.技术方案:本发明所述的一种电机分瓣式定子生产加工装置,
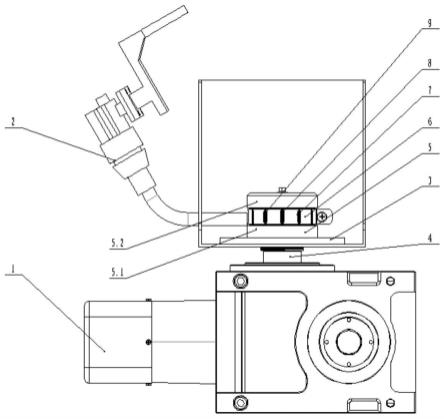
6.所述电机分瓣式定子生产加工装置包括分度工作台装置(1)、激光焊枪(2)、转盘(3)、转轴(4)、夹具(5)、抱箍(6)、腰型孔(7)、极靴(8)及定子本体(9);
7.其中,所述夹具(5)包括上端的夹具盖(5.2)及安设在夹具盖(5.2)下端的夹具座(5.1);
8.所述夹具座(5.1)与转盘(3)固定连接。
9.进一步的,一种电机分瓣式定子生产加工装置的制造方法,其具体操作步骤如下:
10.(1)、首先,将若干个待拼接的极靴(8)均布安装入所述夹具座(5.1)上开设的容置槽中,再盖上夹具盖(5.2)并固定相互夹紧;
11.其中,若干个极靴(8)共同拼接形成定子本体(9);
12.(2)、然后,在由若干个极靴(8)拼接形成的定子本体(9)的外围安装有用于固定定子本体(9)的抱箍(6);
13.(3)、其次,将装有定子本体(9)的夹具(5)置于分度工作台装置(1)上;
14.(4)、最后,手动使用将激光焊枪(2)与夹具(5)上的抱箍(6)进行配合工作。
15.进一步的,在所述夹具(5)上安设有用于固定定子本体(9)的轴向限位机构;
16.所述轴向限位机构为沿夹具(5)径向设有定位,在销孔内部设有锥形销轴,在拼接成整圆后的定子轴向前后两端各设一个限位销轴。
17.进一步的,在所述抱箍(6)外侧周壁上沿相邻两个极靴(8)的拼接处的对应位置设有贯穿抱箍(6)侧壁的腰型孔(7)。
18.进一步的,所述抱箍(6)的长度略小于定子本体(9)的长度。
19.进一步的,所述夹具(5)下端的转盘(3)通过连接的转轴(4)安设在所述分度工作台装置(1)上。
20.进一步的,所述分度工作台装置(1)包括与安设在转轴(4)另一端的分度工作台及连接在分度工作台上的电机。
21.进一步的,在所述转盘(3)与转轴(4)的连接处还安设有防护罩。
22.有益效果:本发明与现有技术相比,本发明的特点是:1、本发明焊接单个焊缝(即一个拼接处)的时间一般为7-10秒,相较于传统的拼接工艺大大提高生产效率;2、本发明的焊接工艺能够获得定子外径变形量微小,生产效率高,性能好的分瓣式电机定子;3、结构简便,适用于未定型试验用和小批量产品生产加工。
附图说明
23.图1是本发明中通过制造方法制备的电机分瓣式定子的结构示意图;
24.图2是本发明夹具中夹具座及转盘的结构示意图;
25.图3是本发明中夹具座的结构示意图;
26.图4是本发明中夹具、转盘、抱箍及极靴的安装示意图;
27.图中1是分度工作台装置,2是激光焊枪,3是转盘,4是转轴,5是夹具,5.1是夹具座,5.2是夹具盖,6是抱箍,7是腰型孔,8是极靴,9是定子本体。
具体实施方式
28.下面结合附图及实施例对本发明作进一步的说明。
29.如图1所述,本发明所述的一种电机分瓣式定子,
30.所述电机分瓣式定子包括分度工作台装置1、激光焊枪2、转盘3、转轴4、夹具5、抱箍6、腰型孔7、极靴8及定子本体9;
31.其中,所述夹具5包括上端的夹具盖5.2及安设在夹具盖5.2下端的夹具座5.1;
32.所述夹具座5.1与转盘3固定连接。
33.进一步的,一种电机分瓣式定子的制造方法,其具体操作步骤如下:
34.(1)、首先,将若干个待拼接的极靴8均布安装入所述夹具座5.1上开设的容置槽中,再盖上夹具盖5.2并固定相互夹紧;
35.其中,若干个极靴8共同拼接形成定子本体9;
36.(2)、然后,在由若干个极靴8拼接形成的定子本体9的外围安装有用于固定定子本体9的抱箍6;
37.(3)、其次,将装有定子本体9的夹具5置于分度工作台装置1上;
38.(4)、最后,手动使用将激光焊枪2与夹具5上的抱箍6进行配合工作。
39.进一步的,在所述夹具5上安设有用于固定定子本体9的轴向限位机构;
40.所述轴向限位机构为沿夹具5径向设有定位,在销孔内部设有锥形销轴,在拼接成整圆后的定子轴向前后两端各设一个限位销轴。
41.进一步的,在所述抱箍6外侧周壁上沿相邻两个极靴(8)的拼接处的对应位置设有贯穿抱箍6侧壁的腰型孔7。
42.进一步的,所述抱箍6的长度略小于定子本体9的长度。
43.进一步的,所述夹具5下端的转盘3通过连接的转轴4安设在所述分度工作台装置1上。
44.进一步的,所述分度工作台装置1包括与安设在转轴4另一端的分度工作台及连接在分度工作台上的电机。
45.进一步的,在所述转盘3与转轴4的连接处还安设有防护罩。
46.具体的:
47.一种分瓣式电机定子的生产加工工艺,步骤包括:
48.(1)、首先将需要拼接的极靴8装入由夹具座5.1构成的槽中组合成定子本体9;在抱箍6外侧周壁上沿相邻两个极靴8的拼接处的对应位置设有腰型孔7;
49.(2)、然后把装有定子本体9的夹具5放到分度工作台装置1上,夹具5的一端通过转轴4固定在分度工作台的分度盘上,分度盘采用步进电机控制电机焊缝的角度,夹具5上设有定子本体9的轴向限位机构,夹具5上部设有激光焊机的焊头,并设置有沿着电机轴向滑动的轨道槽;
50.(3)、夹具5和其中拼接的极靴8沿着转盘3的转动周向旋转,焊头沿抱箍6外侧周壁上的腰型孔7处的拼接处进行焊接,每条拼接处的焊接时间为6-10秒(优选为7-10秒);焊完一条拼接处,利用分度转盘转动一个角度,依次自动完成分瓣定子的完整焊接,即可获得完整的分瓣式电机定子;
51.本发明夹具5中抱箍6的长度略小于定子本体9的长度(即拼接成整圆后、沿该整圆径向方向的长度),采用该结构,在焊接过程使得在整个拼接后的定子本体9各处受到夹具5的夹持力均等,从而保证定子的外径变形量在设计范围内(即在保证定子焊接强度的基础上保证定子外径变形符合设计要求)。
52.本发明中轴向限位机构为沿夹具5径向设有定位,轴向限位机构为沿夹具5径向设有销孔,销孔内部设有锥形销轴;在拼接成整圆后的定子轴向前后两端各设一个限位销轴,防止定子本体9在旋转焊接过程轴向位移。
53.本发明中夹具5的一端通过转轴4固定在分度转盘上为:转轴4的端部设有外螺纹,夹具5的芯棒一端设有内螺纹,外螺纹与内螺纹实现转轴4与夹具5的固定。
54.本发明的抱箍6为相互拼接的、可拆式两个半圆形构成,可拆式为沿抱箍6外侧壁周向设有抱箍6,抱箍6的长度略小于定子本体9的圆周周长,以保证拼圆后的极靴8在焊接前牢固抱紧在一起,抱箍6的开口端通过螺栓连接;采用该结构,当定子焊接完毕后将抱箍7的固定螺栓打开即可方便取出定子本体9。
55.本发明上下端盖加工精密,夹持过程中保证各个极靴8在焊接前端面平整,提高了制造精度。
56.应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1