保持装置、定子的制造方法与流程
1.本发明涉及一种保持装置以及定子的制造方法。
背景技术:
2.在日本特开2014-233164中公开了一种保持装置,该保持装置具有在定子芯的槽内配置线圈、绝缘纸而形成定子时,用于将定子芯与线圈固定的单独的保持件。此外,该保持装置是具有与线圈的数量相同数量的单独的保持件的保持装置。
技术实现要素:
3.在日本特开2014-233164公开的保持装置中,使把持片抵接于在定子芯的槽配置的线圈,由此实施定子芯与线圈的固定。
4.在此,图13是以轴向的视角表示使把持片从径向的内侧向外侧动作时与在槽配置的绝缘纸干涉的状态的图。即,为表示在日本特开2014-233164中公开的保持装置中的问题点的图。如图13所示,在定子芯的槽内,配置有用于使定子芯与线圈绝缘的绝缘纸。因此,在使把持片从径向的内侧方向朝向外侧方向插入槽内部的情况下,有可能把持片与绝缘纸干涉。
5.因此,当通过固定夹具将作为线圈从定子芯的轴向端部突出的位置的线圈端部固定时,能够抑制固定夹具与绝缘纸的干涉。但是,在仅使用固定夹具固定了线圈端部的情况下,虽然能够将多个线圈彼此固定,但定子芯与线圈之间未被相互固定。因此,在定子的制造工序中,在对线圈端部施加了轴向的力的情况下,存在定子芯与线圈在轴向上相对移动的问题。
6.本发明是鉴于上述情况而完成的,其目的在于,提供一种通过简单的结构实施定子芯与线圈的固定的保持装置以及定子的制造方法。
7.本发明涉及一种保持装置,是在对定子进行加工时能够使用的保持装置,前述定子具有:圆环状的定子芯;多个线圈,其线圈端部从前述定子芯的轴向的两端部突出;以及绝缘纸,其配置在前述定子芯与前述多个线圈中的每一个线圈之间,前述保持装置具备:芯固定夹具,其固定前述定子芯;以及线圈端部固定部,其从前述定子芯的径向上的内侧方向向外侧方向对被加工的前述线圈端部进行按压固定,由前述芯固定夹具固定的前述定子芯与由前述线圈端部固定部固定的前述线圈端部在轴向上的相对位置固定。
8.此外,本发明涉及一种定子的制造方法,前述定子具有:圆环状的定子芯;多个线圈,其线圈端部从前述定子芯的轴向的两端部突出;以及绝缘纸,其配置在前述定子芯与前述多个线圈中的每一个线圈之间,前述定子的制造方法包含:从前述定子芯的径向上的内侧方向向外侧方向对被加工的前述线圈端部进行按压固定的步骤;对前述定子芯与前述线圈端部在轴向上的相对位置进行固定的步骤;以及对通过按压而被固定的前述线圈端部进行加工的步骤。
9.由此,通过对加工对象的线圈的线圈端部进行按压,能够固定线圈。
10.由此,能够提供一种通过简单的结构实施定子芯与线圈的固定的保持装置以及定子的制造方法。
附图说明
11.以下,参考附图,说明本发明的示例性实施例的特点、优点以及技术和工业意义,在附图中,相同的标记表示相同的元件。
12.图1是表示定子1的结构的立体图。
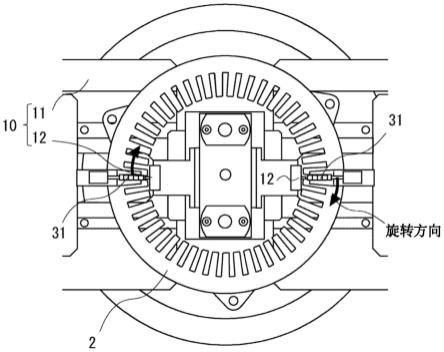
13.图2是以俯视观察表示配置有第一保持装置10的定子1的图的一例。
14.图3是以从周向的视角表示线圈端部固定部12的结构的剖视图。
15.图4a是以从周向的视角表示基于线圈端部固定部12的线圈端部31的固定位置的示例的剖视图。
16.图4b是以从周向的视角表示基于线圈端部固定部12的线圈端部31的固定位置的示例的剖视图。
17.图4c是以从周向的视角表示基于线圈端部固定部12的线圈端部31的固定位置的示例的剖视图。
18.图5是表示第二保持装置20的线圈端部固定部21的立体图。
19.图6是表示多个线圈端部固定部21被配置为环状的第二保持装置20的俯视图。
20.图7是表示制造定子1的工序的一例的图。
21.图8a是从周向的视角表示线圈端部31的扩张成型的一例的剖视图。
22.图8b是从周向的视角表示线圈端部31的扩张成型的一例的剖视图。
23.图9a是从周向的视角表示扩张成型中的第一保持装置10的动作的剖视图。
24.图9b是从周向的视角表示扩张成型中的第一保持装置10的动作的剖视图。
25.图9c是从周向的视角表示扩张成型中的第一保持装置10的动作的剖视图。
26.图9d是从周向的视角表示扩张成型中的第一保持装置10的动作的剖视图。
27.图9e是从周向的视角表示扩张成型中的第一保持装置10的动作的剖视图。
28.图10a是表示倾斜成型的动作的图。
29.图10b是表示倾斜成型的动作的图。
30.图10c是表示倾斜成型的动作的图。
31.图10d是表示倾斜成型的动作的图。
32.图11是表示配置了用于倾斜成型的加工装置51的状态的剖视图。
33.图12是表示前端弯曲成型的一例的剖视图。
34.图13是以从轴向的视角表示在使把持片从径向的内侧向外侧动作时与在槽配置的绝缘纸干涉的状态的图。
具体实施方式
35.(第一实施方式)
36.《定子的结构》
37.以下,参照附图,说明本发明的实施方式所涉及的保持装置及定子的制造方法。首先,参照图1,对通过第一实施方式所涉及的保持装置及定子的制造方法制造的定子进行说
明。图1是表示定子的结构的立体图。如图1所示,定子1形成为具有:圆环状的定子芯2、线圈端部31、32从定子芯2的轴向的两端部突出的多个线圈3、以及配置在定子芯2和多个线圈3中的每一个线圈之间的绝缘纸(未图示)。
38.典型地,定子芯2通过重叠环状的薄铁板而构成。此外,在定子芯2的内侧面,设置多个槽。该槽在定子芯2的内侧在周向上以规定的间隔形成,并且各个槽是在轴向上延伸的槽状。进一步地,在各槽内,在径向上插入多层的线圈3。
39.以下,有时将定子芯2的轴向作为上下方向进行说明。此外,对于定子芯2的轴向、定子芯2的周向、定子芯2的径向,有时仅记载为轴向、周向、径向。
40.线圈3的一部分从定子芯2的轴向的上方的端部向上方突出。此外,线圈3的一部分从轴向的下方的端部向下方突出。在该线圈3中,将向上方突出的位置作为上方线圈端部31,将向下方突出的位置作为下方线圈端部32。
41.线圈端部31、32在定子芯2的径向上以多层来配置,并且在定子芯2的周向上以仅分离规定的距离的状态连续配置。
42.此外,向上方突出的上方线圈端部31是引导侧的线圈端部。另一方面,向下方突出的下方线圈端部32是相反引导侧的线圈端部。
43.在此,多层可以是6层、8层,但不限于此。以下,以6层为例进行说明。此外,在规定的一个槽中配置的线圈3的上方线圈端部31中,从径向的内侧起依次为上方线圈端部31a、31b、31c、31d、31e、31f。对于下方线圈端部32也同样。
44.《保持装置的结构》
45.接着,参照图2~图6,对第一实施方式所涉及的保持装置(第一保持装置10及第二保持装置20)进行说明。
46.如此后详述地,例如图2~图4c所示的第一保持装置10及例如图5、图6所示的第二保持装置20都是具有从径向的内侧方向向外侧方向对在两端部配置的线圈端部31、32(参照图1)的至少一方进行按压的功能的装置。
47.此外,以下,在没有特别记载的情况下,将加工对象的线圈端部作为上方线圈端部31进行说明。
48.《第一保持装置10》
49.首先,参照图2~图4c,对第一保持装置10进行说明。图2是以俯视观察表示配置有第一保持装置10的定子1的图的一例。如图2所示,第一保持装置10具备将定子芯2固定的芯固定夹具11、以及将线圈端部31固定的线圈端部固定部12。
50.如图2所示,在第一保持装置10中,两个线圈端部固定部12隔着圆环状的定子芯2的中心轴相向,并且分别配置在能够按压线圈端部31的位置。即,两个线圈端部固定部12隔着定子芯的中心轴配置在对角线上。
51.芯固定夹具11与定子芯2连结,实施定子芯2的位置的固定。例如,芯固定夹具11能够抵接定子芯2的外径侧的面来固定定子芯2,但固定的方法不限于此。此外,如此后详述地,芯固定夹具11与两个线圈端部固定部12中的每一个线圈端部固定部连结。
52.在此,在第一保持装置10中,对设置在对角线上的两个线圈端部固定部12中的、一方的线圈端部固定部12进行说明。此外,另一方的线圈端部固定部12也是同样的结构。
53.线圈端部固定部12实施线圈3的上方线圈端部31与下方线圈端部32中的至少任一
方的线圈端部的固定。
54.图3是以从周向的视角表示线圈端部固定部12的结构的图。如图3所示,线圈端部固定部12具备:在定子芯2的径向内侧配置的内侧引导夹具12a、在径向上外侧配置的外侧夹具12b、以及在径向上外侧配置的外侧引导件12c。
55.内侧引导夹具12a在径向上配置在比上方线圈端部31更靠内侧。此外,内侧引导夹具12a可沿径向动作。此外,内侧引导夹具12a在朝向外侧进行了动作的情况下,与上方线圈端部31中配置在最内侧的上方线圈端部31a抵接。
56.此外,内侧引导夹具12a在轴向上以规定的长度形成。内侧引导夹具12a在朝向外侧进行了动作的情况下,成为相对于上方线圈端部31a沿上下方向较长地抵接的状态,由此能够对上方线圈端部31a的内侧方向的位置进行引导。
57.典型地,内侧引导夹具12a以不产生向轴向的偏移的方式,从内侧向外侧方向对上方线圈端部31a强力地按压。
58.外侧夹具12b在径向上配置在比上方线圈端部31更靠外侧。此外,外侧夹具12b能够沿径向动作。外侧夹具12b在朝向内侧进行了动作的情况下,与上方线圈端部31中配置在最外侧的上方线圈端部31f抵接。
59.典型地,外侧夹具12b以不产生向轴向的偏移的方式,从外侧向内侧方向对上方线圈端部31f强力地按压。
60.此外,外侧夹具12b将在上方线圈端部31的外侧中、接近定子芯2的上方端面的位置、即上方线圈端部31f的根部固定。
61.因此,内侧引导夹具12a和外侧夹具12b是在相互相向的方向上强力地按压并夹住线圈端部31a~31f的状态。因此,内侧引导夹具12a和外侧夹具12b能够将线圈端部31a~31f固定。
62.外侧引导件12c在径向上配置在比上方线圈端部31更靠外侧,并且配置在比外侧夹具12b更靠上方。即,外侧引导件12c配置在比外侧夹具12b更靠线圈端部31的前端侧。
63.此外,外侧引导件12c能够沿径向动作。外侧引导件12c在向内侧进行了动作的情况下,与上方线圈端部31中配置在最外侧的上方线圈端部31f抵接。
64.此外,外侧引导件12c在轴向上以规定的长度形成。外侧引导件12c在朝向内侧进行了动作的情况下,成为相对于上方线圈端部31f沿上下方向较长地抵接的状态,由此能够对上方线圈端部31f的外侧方向的位置进行引导。
65.在此,返回图2。将定子芯2固定的芯固定夹具11和两个线圈端部固定部12相互连结。
66.具体而言,芯固定夹具11和线圈端部固定部12作为一体的部件设置,芯固定夹具11将定子芯2固定,并且线圈端部固定部12能够将线圈端部31、32固定。
67.因此,在第一保持装置10中,能够在轴向上固定线圈端部31、32相对于定子芯2的相对位置。因此,即使在对上方线圈端部31施加了轴向的力的情况下,也能够抑制定子芯2与上方线圈端部31在轴向上偏移。
68.此外,作为一例,也可以是线圈端部固定部12具有夹具基部,内侧引导夹具12a、外侧夹具12b、外侧引导件12c分别能够沿径向滑动动作地与该夹具基部连接的结构。在这种情况下,通过固定夹具基部和芯固定夹具11,能够抑制定子芯2与上方线圈端部31在轴向上
偏移。
69.此外,如图2所示,在第一保持装置10中,两个线圈端部固定部12隔着圆环状的定子芯2的中心轴相向,并且分别配置在能够按压线圈端部31的位置。即,两个线圈端部固定部12隔着定子芯的中心轴,配置在对角线上。
70.在第一保持装置10中,在两个线圈端部固定部12相向地配置的状态下,能够在定子芯2的周向上旋转移动,并依次对线圈端部31进行按压固定。
71.此外,也可以在第一保持装置10上配置产生用于使两个线圈端部固定部12同时在周向上动作的动力的动力源(未图示)。
72.由此,两个线圈端部固定部12中的每一个线圈端部固定部能够在各自保持的线圈端部31中实施了加工之后,解除被实施了加工的线圈端部31的保持,在周向进行动作,对相邻的线圈端部31进行保持。例如,在图2中,两个线圈端部固定部12能够同时沿顺时针方向动作,改变位置。
73.在此,图4a、图4b、图4c是以从周向的视角表示基于线圈端部固定部12的线圈端部的固定位置的例子的剖视图。如图4a、图4b、图4c所示,一个线圈端部固定部12可以为具有以下至少任一方的结构:在上方线圈端部31为加工对象的情况下,如图4a所示,固定上方线圈端部31的上方线圈端部固定部121;以及在下方线圈端部32为加工对象的情况下,如图4b所示,固定下方线圈端部32的下方线圈端部固定部122。
74.此外,如图4c所示,线圈端部固定部12可以为具有上方线圈端部固定部121和下方线圈端部固定部122这两者的结构。
75.《第二保持装置20》
76.接着,参照图5及图6,说明第二保持装置20。如图5及图6所示,第二保持装置20具有固定定子芯2的芯固定夹具(未图示)、以及沿轴向较薄地形成的多个线圈端部固定部21。在此,图5是表示在第二保持装置20上设置的线圈端部固定部21的立体图。此外,在图5中,仅表示在设置的多个线圈端部固定部21中的、一个线圈端部固定部21。此外,图6是表示多个线圈端部固定部21被配置为环状的第二保持装置20的俯视图。
77.该芯固定夹具与定子芯2连结,实施定子芯2的位置固定。例如,芯固定夹具抵接定子芯2的内周面而固定定子芯2,但固定的方法不限于此。此外,芯固定夹具与线圈端部固定部21连结。
78.在线圈端部固定部21上,在径向的外侧且周向的大致中央处形成向径向凹陷的槽部21a。在该槽部21a中,插入线圈端部31。
79.进一步地,如图6所示,在第二保持装置20中,形成槽部21a的多个线圈端部固定部21在比线圈端部31更靠径向内侧被配置为环状。
80.该多个线圈端部固定部21能够沿径向动作。此外,典型地,多个线圈端部固定部21同时动作。因此,被配置为环状的多个线圈端部固定部21能够从内侧方向向外侧方向同时按压在周向上连续设置的多个线圈端部31。
81.此外,固定定子芯2的芯固定夹具与固定线圈端部31的线圈端部固定部21连结。由此,定子芯2与线圈端部31的相对位置固定。
82.在此,特别地,定子芯2与线圈端部31在轴向上的相对位置固定。
83.《定子的制造方法》
84.接着,参照图7,对加工在定子芯2上配置的线圈3的工序、即定子的制造方法进行说明。图7是表示制造定子的工序的一例的图。如图7所示,在加工该线圈3的工序中,针对线圈端部31实施扩张成型(步骤s1)、实施倾斜成型(步骤s2)、实施前端弯曲成型(步骤s3)、实施线圈端部31的激光焊接(步骤s4)。
85.此外,第一保持装置10在对线圈端部31进行扩张成型的步骤s1被使用。此外,第二保持装置20在对线圈端部31进行倾斜成型的步骤s2被使用。以下,详细说明各步骤s1~s4。
86.首先,实施线圈3的扩张成型(步骤s1)。在该工序中,是针对在多层地配置的线圈3的线圈端部31中的、每对在径向上成对的线圈端部确保绝缘距离的成型加工。
87.在此,图8a、图8b是从周向的视角表示线圈端部31的扩张成型的一例的剖视图。如图8a所示,成对的线圈端部指的是,上方线圈端部31a和31b、上方线圈端部31c和31d、上方线圈端部31e和31f。
88.即,扩张成型指的是,如图8b所示,是通过使扩张夹具(成型片)41下降并插入上方线圈端部31a和31b的对与上方线圈端部31c和31d的对之间、以及上方线圈端部31c和31d的对与上方线圈端部31e和31f的对之间,对每对成对的线圈端部确保绝缘距离的成型。
89.接着,参照图9a~9e,具体地说明通过在第一保持装置10上设置的线圈端部固定部12,固定上方线圈端部31的同时实施扩张成型(步骤s1)的顺序。图9a~9e是从周向的视角表示扩张成型中的第一保持装置的动作的剖视图。
90.如图9a所示,将线圈端部固定部12设置在能够将作为工件的线圈3的线圈端部31固定的位置。此时,成型片41配置在线圈端部31的上方。
91.接着,如图9b所示,使内侧引导夹具12a朝向径向的外侧动作。由此,内侧引导夹具12a与上方线圈端部31中的、配置在内侧的上方线圈端部31a的内侧面抵接。由此,内侧引导夹具12a将上方线圈端部31的径向内侧固定,并且内侧引导夹具12a以上方线圈端部31不向内侧弯曲规定量以上的方式进行引导。
92.接着,如图9c所示,使外侧夹具12b朝向径向的内侧动作。由此,外侧夹具12b与上方线圈端部31中的、配置在外侧的上方线圈端部31f的外侧面抵接。由此,将上方线圈端部31的径向的外侧固定。
93.接着,如图9d所示,使外侧引导件12c朝向径向的内侧动作。由此,外侧引导件12c与上方线圈端部31中的、配置在外侧的上方线圈端部31f的外侧面抵接。在此,与外侧夹具12b相比,外侧引导件12c在上方线圈端部31f的前端部侧抵接。由此,外侧引导件12c以从径向的外侧不向外侧弯曲规定量以上的方式,对上方线圈端部31进行引导。
94.接着,如图9e所示,使成型片41下降。此时,由于通过内侧引导夹具12a及外侧引导件12c引导,因此,能够使上方线圈端部31成为不比规定量宽的状态,并且能够对每对成对的线圈端部确保绝缘距离。
95.此时,在使成型片41下降并插入上方线圈端部31时,上方线圈端部31成为被施加轴向朝下的力的状态。
96.在此,定子芯2通过芯固定夹具11而被固定,并且具有内侧引导夹具12a、外侧夹具12b、外侧引导件12c的线圈端部固定部12以不与芯固定夹具11在轴向上相对移动的状态被固定。因此,在定子芯2与被线圈端部固定部12保持的上方线圈端部31之间,轴向的偏移的发生被抑制。
97.接着,如图7所示,实施倾斜成型(步骤s2)。在此,图10a~图10d是表示倾斜成型的动作的图。在倾斜成型中,如图10a~10d所示,通过将上方线圈端部31在周向上弯曲而倾斜。
98.首先,如图10a所示,在上方线圈端部31的上方配置倾斜加工用夹具51a。
99.此时,如图6所示,在第二保持装置20中,多个线圈端部固定部21被环状地配置在上方线圈端部31a的径向内侧。而且,通过各个线圈端部固定部21朝向径向外侧动作,槽部21a与各自相向的上方线圈端部31a在径向外侧抵接,对上方线圈端部31a进行按压固定。
100.在此,在第二保持装置20中,通过将固定定子芯2的芯固定夹具与固定线圈端部31的线圈端部固定部21连结,能够形成定子芯2与线圈端部31的相对位置被固定的状态。
101.此外,线圈端部固定部21对上方线圈端部31a中的、接近定子芯2的根部的位置进行按压固定。
102.接着,如图10b所示,使倾斜加工用夹具51a与上方线圈端部31的前端部抵接。
103.接着,如图10c所示,使倾斜加工用夹具51a在周向上旋转的同时进行下降动作。由此,上方线圈端部31成为倾斜的状态。此外,典型地,此时倾斜加工用夹具51a进行上方线圈端部31的更换。
104.其次,如图10d所示,倾斜加工用夹具51a将上方线圈端部31向下方压入。由此,上方线圈端部31成为较深地倾斜的状态。
105.在此,倾斜成型前的线圈端部31在轴向上一条直线地延伸,但倾斜成型后的线圈端部31能够以在周向上例如2.5个槽的量向相邻的槽弯曲的方式进行倾斜。
106.此外,在径向上多层地形成的线圈端部31的偶数层与奇数层中,各自在周向上弯曲的方向为相反方向。
107.接着,参照图11,说明与倾斜成型相关的具体的一例。图11是表示配置了用于倾斜成型的加工装置的状态的剖视图。在图11所示的例子中,使用具有内径引导件51b、外径引导件51c、以及在内径引导件51b与外径引导件51c之间在径向上设置多层的王冠状的倾斜加工用夹具51a的加工装置51。在此,如图11所示,对将下方线圈端部32倾斜成型的情况进行说明,但在将上方线圈端部31倾斜成型的情况下也同样。
108.内径引导件51b配置在下方线圈端部32的径向内侧,与下方线圈端部32的内侧抵接。由此,内径引导件51b对下方线圈端部32的内侧方向的弯曲进行引导。
109.外径引导件51c配置在下方线圈端部32的径向外侧,与下方线圈端部32的外侧抵接。由此,外径引导件51c对下方线圈端部32的外侧方向的弯曲进行引导。
110.在此,加工装置51被配置的状态为,在轴向上内径引导件51b与定子芯2的端面相向的位置例如具有大约5mm的间隙。
111.即,多个线圈端部固定部21环状地配置在该内径引导件51b与定子芯2相向的间隙中。
112.而且,线圈端部固定部21通过朝向径向外侧动作,能够对各自相向的下方线圈端部32a进行按压固定。
113.此时,在第二保持装置20中,通过将固定定子芯2的芯固定夹具与固定线圈端部32的线圈端部固定部21连结,能够形成定子芯2与线圈端部32的相对位置被固定的状态。
114.因此,在使用加工装置51进行线圈端部31、32的倾斜成型时,在加工装置51的内径
引导件51b与定子芯2之间配置第二保持装置20,能够通过多个线圈端部固定部21按压线圈端部31、32,与此同时进行倾斜成型。
115.接着,实施线圈端部31的前端弯曲成型(步骤s3)。
116.在此,图12是表示前端弯曲成型的一例的剖视图。如图12所示,在倾斜成型之后,作为焊接对象的一对线圈端部31的前端部的焊接面成为v字状。因此,以这些焊接面彼此正对的方式进行弯曲加工。
117.接着,实施线圈端部31的焊接加工(步骤s4)。即,在通过倾斜工序使不同的层彼此在周向上错开的状态下,针对通过前端弯曲成型在径向上正对的线圈端部31彼此,实施焊接加工。该焊接可以使用激光束等。
118.以此方式,针对定子芯2及线圈3的线圈端部31、32,能够使用第一保持装置10及第二保持装置20进行固定,与此同时实施用于制造定子1的加工。
119.更具体而言,在作为制造定子1时的一个工序的扩张成型中,通过使用结构简单的第一保持装置10,能够对线圈端部31、32进行按压而固定线圈3。即,由于不需要复杂结构的保持装置,所以能够降低成本。
120.在此,通过固定将定子芯2固定的芯固定夹具11与将线圈端部31、32固定的线圈端部固定部12的位置关系,能够固定定子芯2与线圈3在轴向上的位置。因此,即使在对线圈端部31、32施加了使轴向的位置变化的力的情况下,也能够抑制相对于定子芯2在轴向上偏移。
121.进一步地,在第一保持装置10中,仅保持在周向上连续地配置的线圈端部31、32中、隔着中心轴相向配置的两个线圈端部。因此,第一保持装置10不需要是同时保持在周向上配置的全部的线圈端部31、32的结构,能够减少线圈端部固定部12的数量,因此能够降低成本。
122.此外,同样地,在倾斜成型的工序中,通过使用第二保持装置20,能够对线圈端部31、32进行按压而固定线圈3。
123.进一步地,在第二保持装置20中使用的线圈端部固定部21是在槽部21a与线圈端部31、32抵接的状态下,对线圈端部31、32进行按压而实施固定的简单的结构。因此,线圈端部固定部21不需要复杂的结构,能够降低成本。
124.此外,本发明不限于上述实施方式,可以在不脱离主旨的范围内适当改变。即,关于上述记载,为了说明的明确化,被适当省略及简化,只要是本领域技术人员,就可以在本发明的范围内容易地改变、追加、变换实施方式的各要素。
125.例如,在第一保持装置10中,记载了配置在对角线上的两个线圈端部固定部12在线圈端部31的加工结束之后,以俯视观察顺时针地保持相邻的线圈端部31的方式进行动作,但不限于此。
126.即,两个线圈端部固定部12也可以俯视观察逆时针地进行旋转。此外,两个线圈端部固定部12也可以固定被加工的线圈端部31相邻的线圈端部31以外的线圈端部。此外,也可以取代使两个线圈端部固定部12沿周向动作,而使定子芯2沿周向旋转,使线圈端部31的位置与两个线圈端部固定部12对齐。
127.此外,在第一保持装置10上设置的线圈端部固定部12的个数不限于两个,可以任意地改变。
128.此外,在上述记载中,关于第一保持装置10及第二保持装置20,针对线圈端部31、32相对于定子芯2在轴向上被固定的情况进行了特别关注及记载,但也可以在周向及径向上被固定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1