一种旋转变压器定子线包的连续滴漆工艺的制作方法
1.本发明属于电机滴漆技术领域,具体涉及一种旋转变压器定子线包的连续滴漆工艺。
背景技术:
2.旋转变压器是一种测量角度用的小型交流电机,用来测量旋转物体的转轴角度位移和角速度,旋转变压器因结构简单、体积轻巧、运行速度高和环境适应性好,可作为电动汽车用永磁电机的位置、速度传感器,而广泛应用于新能源汽车领域,如混动低排放汽车(lev) 、混合动力汽车(hev) 、燃料电池汽车 (fcev) 、电动汽车(ev)等。
3.磁阻式旋转变压器包括定子和转子结构,定子绕组包括励磁绕组、正弦输出绕组和余弦输出绕组。其中定子是由定子铁芯和绕于定子铁芯线槽上的铜线组成。由于定子铁芯绕线所用铜线线径一般较小、绕线过程中存在绕线张力波动,绕线完毕后铜线裸露,其在后续的加工、运输、测试、安装和使用过程中,易受到尖锐利器、外界非必要应力导致铜线的磕伤破损,进而造成旋转变压器性能异常,使用寿命下降等问题。
技术实现要素:
4.针对上述问题情况,本发明提供一种旋转变压器定子线包的连续滴漆工艺,解决旋转变压器定子裸露的线包易受损导致其性能异常问题等技术问题。
5.为了实现上述目的,本发明采取的技术方案为:一种旋转变压器定子线包的连续滴漆工艺,包括如下工艺步骤:(1)预热:将待滴漆的定子线包经过隧道炉进行预热;(2)一次滴漆:设定好滴漆机的参数,将预热后的定子线包置于滴漆机上,进行一次滴漆工艺;(3)一次固化:设定好隧道炉的工艺参数,将经过一次滴漆后的定子线包通过隧道炉进行一次固化;(4)二次滴漆:设定好滴漆机的参数,将经过一次固化后的定子线包置于滴漆机上,进行二次滴漆工艺;(5)二次固化:设定好隧道炉的工艺参数,将经过二次滴漆后的定子线包通过隧道炉进行二次固化,完成滴漆工艺,使漆层能覆盖到所有的定子线包表面。
6.作为进一步的技术方案,所述滴漆工艺均包括对定子线包的正面和反面进行滴漆。
7.作为进一步的技术方案,所述滴漆机的参数包括滴漆气压和滴漆速度;所述隧道炉的工艺参数包括隧道炉的转速和隧道炉温度。
8.作为进一步的技术方案,所述滴漆气压为:0.05-0.5mpa;滴漆速度为10-30 mm/s;隧道炉转速为110-460r/min,隧道炉温度为110-190℃。
9.作为进一步的技术方案,所述步骤(1)中的预热温度为100-180℃。
10.本发明还提出了一种用于完成如上所述的旋转变压器定子线包的连续滴漆工艺的滴漆设备,包括依次设置的第一隧道炉、第一滴漆单元、第二隧道炉、第二滴漆单元以及第三隧道炉。
11.作为进一步的技术方案,所述第一隧道炉用于对定子线包进行预热;第一滴漆单元用于对定子线包进行一次滴漆;第二隧道炉用于对定子线包进行一次固化;第二滴漆单元用于对定子线包进行二次滴漆;第三隧道炉用于对定子线包进行二次固化。
12.作为进一步的技术方案,所述第一隧道炉、第二隧道炉以及第三隧道炉结构相同,包括设置在设备支架上的输送单元、遮风单元、隧道炉壳、急停单元以及电控单元,遮风单元设置在隧道炉壳的端部,急停单元设置在隧道炉壳尾端的设备支架上,在设备支架的侧部设置有电控单元。
13.作为进一步的技术方案,所述第一滴漆单元和第二滴漆单元分别包括两个滴漆机,分别用于对定子线包进行正面和反面滴漆。
14.作为进一步的技术方案,所述滴漆机包括面板台、滴漆单元、伺服驱动单元、同步传送单元、装夹单元、装夹单元固定台、操控单元以及导轨单元,装夹单元通过装夹单元固定台设置在导轨单元上,导轨单元固定在面板台上,立导轨设置在面板台的两侧,立导轨上设置有伺服驱动单元,伺服驱动单元通过同步传送单元带动滴漆单元按照滴漆程序进行滴漆,操控单元用于对滴漆程序进行设置。
15.通过本发明的定子线包的连续滴漆工艺,线包内部铜线之间的间隙可被清漆充分填充,线包表面铜线可被清漆充分覆盖,从而可以有效地保护旋转变压器定子线包,防止在后续的加工、运输、测试、安装和使用过程中因外力或环境不良造成铜线损伤,保证了旋转变压器的工作稳定性,提高了旋转变压器的使用寿命。
16.附图说明
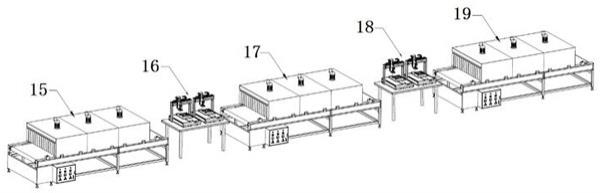
17.图1为本发明的旋转变压器定子及其线包结构示意图;图2为本发明的滴漆设备结构示意图;图3为本发明的第一隧道炉和第一滴漆单元结构示意图;图中:1、输送单元;2、遮风单元;3、隧道炉壳;4、急停单元;5、电控单元;6、面板台;7、滴漆单元;8、伺服驱动单元;9、同步传送单元;10、装夹单元;11、装夹单元固定台;12、操控单元;13、导轨单元;14、立导轨;15、第一隧道炉;16、第一滴漆单元;17、第二隧道炉;18、第二滴漆单元;19、第三隧道炉。
18.具体实施方式
19.下面对本发明实施例中的技术方案进行清楚、完整地描述,显然所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.一种旋转变压器定子线包的连续滴漆工艺,具体工艺步骤如下:旋转变压器定子
铁芯绕线和焊接(将铜线与接线端子焊接)后,待滴漆的定子半成品首先经过隧道炉预热,预热的目的是以保证清漆在热的线包上表现出更好的流动性和渗透性,从而使清漆充分填充在线包铜线之间的间隙中,然后设定好滴漆机和隧道炉参数,包括滴漆机的滴漆气压、滴漆速度,隧道炉的转速、温度等参数,进行旋转变压器定子线包半成品的初次正反面滴漆,结束后再经隧道炉初次固化,初步形成具有一定强度的漆层,从而达到保护线包的目的。因为清漆在固化前有一定的流动性和渗透性,滴在线包正、反面的清漆易渗透至线包内部,经初次固化后,线包的表面几乎没有清漆保护层,所以需要再次对线包的正反面进行二次滴漆和二次固化,使漆层能覆盖到所有的线包表面。
21.采用本发明工艺后:设定好隧道炉和滴漆机参数,对半成品预热,通过对半成品进行连续的正反面滴漆固化,将最终产品进行剖切后制样(如图1)。清漆能够均匀包覆线包表面,线包内部铜线之间间隙被清漆充分填充。
22.如图2和图3所示,本发明的滴漆工艺所用滴漆设备,包括依次设置的第一隧道炉15、第一滴漆单元16、第二隧道炉17、第二滴漆单元18以及第三隧道炉19,具体的,所述第一隧道炉15用于对定子线包进行预热;第一滴漆单元16用于对定子线包进行一次滴漆;第二隧道炉17用于对定子线包进行一次固化;第二滴漆单元18用于对定子线包进行二次滴漆;第三隧道炉19用于对定子线包进行二次固化。
23.第一隧道炉15、第二隧道炉17以及第三隧道炉19结构相同,包括设置在设备支架上的输送单元1、遮风单元2、隧道炉壳3、急停单元4以及电控单元5,遮风单元2设置在隧道炉壳3的端部,急停单元4设置在隧道炉壳3尾端的设备支架上,在设备支架的侧部设置有电控单元5。
24.所述第一滴漆单元16和第二滴漆单元18分别包括两个滴漆机,分别用于对定子线包进行正面和反面滴漆;所述滴漆机包括面板台6、滴漆单元7、伺服驱动单元8、同步传送单元9、装夹单元10、装夹单元固定台11、操控单元12以及导轨单元13,装夹单元10通过装夹单元固定台11设置在导轨单元13上,导轨单元13固定在面板台6上,在面板台6的两侧设置有立导轨14,立导轨14上设置有伺服驱动单元8,伺服驱动单元8通过同步传送单元9带动滴漆单元7按照预先设定的滴漆程序进行滴漆,操控单元12用于对滴漆程序进行设置。
25.旋转变压器定子滴漆工艺设备布局如图2所示,首先员工打开预热用第一隧道炉15的电控单元5并设置好参数,将旋转变压器放置在输送单元1上进行预热,同时打开第一滴漆单元16的两个滴漆机的操控单元12并设置好参数,员工将预热好的样品放置在装夹单元10上,伺服驱动单元8通过同步传送单元9带动滴漆单元7,按滴漆程序分别对样品的正、反面进行滴漆,第一次滴漆的产品经固化用第二隧道炉17进行固化,此时线包表面清漆覆盖不足,再依次通过第二滴漆单元18和第三隧道炉19按上述滴漆和固化流程分别对样品的表面进行二次的正、反面滴漆和固化。
26.通过本发明的定子线包的连续滴漆工艺,线包内部铜线之间的间隙可被清漆充分填充,线包表面铜线可被清漆充分覆盖,从而可以有效地保护旋转变压器定子线包,防止在后续的加工、运输、测试、安装和使用过程中因外力或环境不良造成铜线损伤,保证了旋转变压器的工作稳定性,提高了旋转变压器的使用寿命。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1