一种转子生产设备及其生产方法与流程
1.本发明涉及转子轴组装设备技术领域,尤其涉及一种转子生产设备及其生产方法。
背景技术:
2.转子包括铁芯、转子轴、端盖和换向器等,现有的转子轴装入换向器的过程不方便对铁芯的轴向进行定位,换向器装入到转子轴上时,换向器容易与阻挡铁芯的绕线槽发生错位,影响绕线。
3.因此,有必要提供一种新的转子生产设备及其生产方法解决上述技术问题。
技术实现要素:
4.为解决上述技术问题,本发明提供一种转子生产设备及其生产方法。
5.本发明提供的一种转子生产设备,包括:
6.第一机架;
7.输送组件,用以将铁芯向前输送;
8.铁芯上料组件,用于将铁芯运输到输送组件的进料端;
9.转子轴上料组件;
10.预压装置,用以将转子轴预压在铁芯中;
11.第一精压装置,用以将转子轴和铁芯精准压合;以及
12.铁芯定位组件,用以对铁芯进行轴向定位;
13.所述输送组件、铁芯上料组件、转子轴上料组件、预压装置、第一精压装置和铁芯定位组件均安装在第一机架上,且铁芯上料组件、转子轴上料组件、预压装置、第一精压装置和铁芯定位组件沿着输送组件的输送方向依次分布,所述第一机架上正对预压装置和第一精压装置处均安装有用于固定铁芯的固定装置;
14.第二机架,所述第二机架设置在第一机架的一侧;
15.端板轨道,固定在第二机架上,用于铁芯滑动;
16.第一装端子装置,用于将端子安装在转子轴的一端;
17.铁芯翻转装置,用于将铁芯翻转180度;
18.第二装端子装置,用于将端子安装在转子轴的另一端;
19.铁芯中转装置,以用于延长铁芯的输送时间;
20.换向器上料预压装置,所述换向器上料预压装置由托盘组件、移栽组件、翻转组件、定位组件以及平移压入组件组成,用以将换向器预压到转子轴上;
21.第二精压装置,用以将换向器压入到转子轴特定位置;以及,
22.卸料装置,以用于将加工完成的转轴从端板轨道上取下;
23.所述第一装端子装置、铁芯翻转装置、第二装端子装置、铁芯中转装置、换向器上料预压装置、第二精压装置和卸料装置均安装在第二机架上,且第一装端子装置、铁芯翻转
装置、第二装端子装置、铁芯中转装置、换向器上料预压装置、第二精压装置和卸料装置沿着端板轨道依次分布,所述第二机架上针对端板轨道安装有用于驱动端板轨道上的转子轴移动的寸动装置。
24.优选的,所述托盘组件包括:
25.托盘定位条,四个所述托盘定位条相对固定在第二机架上的一侧,且托盘可堆叠插接的放置在四个托盘定位条所围成的空腔内;
26.第一直线电机,所述第一直线电机固定在第二机架上靠近托盘定位条的一侧;
27.托板,所述用于承托堆叠放置的托盘的托板固定在第一直线电机的动端,且托板的一侧位于四个托盘定位条之间。
28.优选的,所述移栽组件包括:
29.第二直线电机,所述第二直线电机固定在第二机架上靠近托盘组件的一侧;
30.第三直线电机,所述第三直线电机固定在第二直线电机的动端;
31.第一气缸,所述第一气缸固定在第三直线电机的动端;
32.第一手指夹具,所述第一手指夹具固定在第一气缸的伸出端,且第一手指夹具位于托盘组件的上方。
33.优选的,所述翻转组件包括:
34.立板,所述立板固定在第二机架上靠近托盘组件的一侧;
35.第一转动电机,所述第一转动电机固定在立板上端的一侧;
36.第二手指夹具,所述第二手指夹具固定在转动电机的输出端。
37.优选的,所述定位组件包括:
38.定位基座,所述定位基座固定在第二机架上;
39.第二转动电机,所述第二转动电机固定在定位基座下端的一侧;
40.第二气缸,所述第二气缸固定在第二转动电机的输出端,且第二气缸的伸出端贯穿定位基座延伸至定位基座的顶部;
41.滑套,所述滑套固定在定位基座外壁的一侧;
42.升降滑杆,所述升降滑杆滑动连接在滑套的内壁;
43.升降座,所述升降座固定在升降滑杆的顶部,且升降座的底部与滑套的顶部接触;
44.滑移块,所述滑移块通过线性滑轨滑动连接在升降座的顶部;
45.定位卡板,所述定位卡板固定在滑移块靠近第二气缸的一端;
46.第三气缸,所述第三气缸固定在升降座顶部的一侧,且第三气缸的伸出端与滑移块的外壁固定。
47.优选的,所述滑套的轴向截面以及升降滑杆的轴向截面均呈正六边形设置。
48.优选的,所述平移压入组件包括。
49.支撑板,所述支撑板固定在第二机架上靠近定位基座的一侧;
50.第四气缸,所述第四气缸固定在支撑板的上端;
51.第四直线电机,两个所述第四直线电机对称滑动连接在支撑板的外壁靠近定位基座的一侧,且第四气缸的伸出端与第四直线电机的外壁固定;
52.第三手指夹具,所述第三手指夹具固定在第四直线电机动端的底部;
53.横板,所述横板固定在第四直线电机的动端;
54.电磁铁组件,所述电磁铁组件固定在横板的表面远离第三手指夹具的一侧。
55.优选的,所述卸料装置包括:
56.支架框,所述支架框固定在第二机架上位于端板轨道的端部;
57.下料横移板,所述下料横移板滑动连接在支架框外壁的上端;下料纵移板,所述下料纵移板滑动连接在下料横移板的表面;
58.第五气缸,所述第五气缸固定在支架框上端的一侧,且第五气缸的伸出端与下料横移板的外壁固定;
59.夹指气缸安装板,所述夹指气缸安装板通过轴销转动连接在下料纵移板表面的下端;
60.第四手指夹具,所述第四手指夹具固定在夹指气缸安装板的表面;
61.第六气缸,所述第六气缸通过轴销转动连接在下料纵移板外壁的上端,且第六气缸的伸出端通过轴销与夹指气缸安装板的表面转动连接;第七气缸,所述第七气缸固定在下料横移板的表面,所述第七气缸的伸出端与下料纵移板的表面固定。
62.本发明还提供一种生产方法,所述方法包括以下步骤组成:
63.1)、首先进行铁芯和转子轴的组装工作:
64.①
通过铁芯上料组件进行铁芯的上料工作,使得铁芯在输送组件上进行输送;
65.②
通过预压装置、转子轴上料组件和固定装置完成转子轴的上料以及转子轴插入到铁芯内的工作,完成转子轴和铁芯的初步安装工作;
66.③
输送组件将完成初步预压的转子轴和铁芯输送至第一精压装置处通过固定装置进行固定,而后通过第一精压装置进行精压;
67.④
输送组件再次工作将转子轴和铁芯整体输送至铁芯定位组件处进行铁芯的定位工作。
68.2)、进而进行转子轴与端盖以及换向器的装配工作;
69.①
输送组件将完成装配以及定位后的转子轴和铁芯整体输送至端板轨道上,而后转子轴和铁芯整体通过寸动装置进行间歇性输送;
70.②
转子轴和铁芯整体输送至第一装端子装置处时在转子轴上安装第一个端盖;
71.③
而后输送至铁芯翻转装置处时被翻转180度后再次放置在端板轨道上进行输送;
72.④
紧接着通过第二装端子装置进行第二个端盖的装配工作,随后输送至铁芯中转装置处进行固定而后再次通过寸动装置输送;
73.⑤
最终转子轴通过换向器上料预压装置进行换向器的安装工作,安装好的转子轴送入到第二精压装置处进行换向器和转子轴的再次压合工作;
74.⑥
组装完成的转子轴通过卸料装置进行下料工作。
75.与相关技术相比较,本发明提供的转子生产设备及其生产方法具有如下有益效果:
76.本发明通过设置的换向器上料预压装置能够自动完成换向器的取料以及压入转子轴上的工作,且在此过程中能够对换向器的角度进行定位,保证每个换向器能够以固定的角度装入到转子轴上,使得换向器与铁芯相对应,保证后期绕线工作能够正常进行。
附图说明
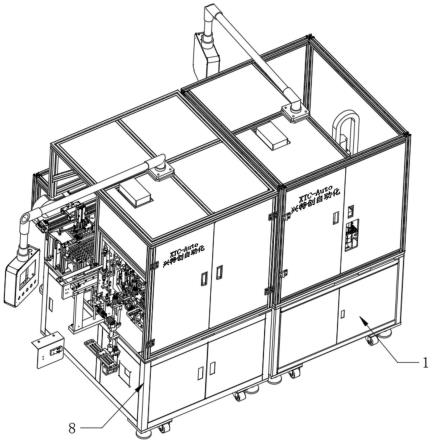
77.图1为本发明的整体结构示意图;
78.图2为本发明的第一机架结构示意图之一;
79.图3为本发明的第一机架结构示意图之二;
80.图4为本发明的第二机架结构示意图;
81.图5为本发明的托盘组件结构示意图;
82.图6为本发明的翻转组件结构示意图;
83.图7为本发明的平移压入组件结构示意图;
84.图8为本发明的定位组件位置结构示意图;
85.图9为本发明的定位组件结构示意图;
86.图10为本发明的卸料装置结构示意图之一;
87.图11为本发明的卸料装置结构示意图之二;
88.图12为本发明的方法示意图;
89.图13为本发明的铁芯盛放箱结构示意图;
90.图14为本发明的转子轴吸塑盘结构示意图;
91.图15为本发明的换向器吸塑盘结示意图。
具体实施方式
92.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
93.以下结合具体实施例对本发明的具体实现进行详细描述。
94.请参阅图1、图2、图3、图4、图5、图6、图7、图8、图9、图10、图11,本发明实施例提供的一种转子生产设备,包括:
95.第一机架1;
96.输送组件2,用以将铁芯向前输送;
97.铁芯上料组件3,用于将铁芯运输到输送组件2的进料端;
98.转子轴上料组件4;
99.预压装置5,用以将转子轴预压在铁芯中;
100.第一精压装置6,用以将转子轴和铁芯精准压合;以及
101.铁芯定位组件7,用以对铁芯进行轴向定位;
102.所述输送组件2、铁芯上料组件3、转子轴上料组件4、预压装置5、第一精压装置6和铁芯定位组件7均安装在第一机架1上,且铁芯上料组件3、转子轴上料组件4、预压装置5、第一精压装置6和铁芯定位组件7沿着输送组件2的输送方向依次分布,所述第一机架1上正对预压装置5和第一精压装置6处均安装有用于固定铁芯的固定装置22;
103.第二机架8,所述第二机架8设置在第一机架1的一侧;
104.端板轨道9,固定在第二机架8上,用于铁芯滑动;
105.第一装端子装置10,用于将端子安装在转子轴的一端;
106.铁芯翻转装置11,用于将铁芯翻转180度;
107.第二装端子装置12,用于将端子安装在转子轴的另一端;
108.铁芯中转装置13,以用于延长铁芯的输送时间;
109.换向器上料预压装置14,所述换向器上料预压装置14由托盘组件15、移栽组件16、翻转组件17、定位组件18以及平移压入组件19组成,用以将换向器预压到转子轴上;
110.第二精压装置20,用以将换向器压入到转子轴特定位置;以及,
111.卸料装置21,以用于将加工完成的转轴从端板轨道9上取下;
112.所述第一装端子装置10、铁芯翻转装置11、第二装端子装置12、铁芯中转装置13、换向器上料预压装置14、第二精压装置20和卸料装置21均安装在第二机架8上,且第一装端子装置10、铁芯翻转装置11、第二装端子装置12、铁芯中转装置13、换向器上料预压装置14、第二精压装置20和卸料装置21沿着端板轨道9依次分布,所述第二机架8上针对端板轨道9安装有用于驱动端板轨道9上的转子轴移动的寸动装置23。
113.第一装端子装置10、和第二装端子装置12均采用振动盘进行端盖的上料工作,且在振动盘的出料端配合安装上直振器进行端盖的输送工作。
114.请参阅图13、图14和图15,铁芯采用盛放箱进行盛放,铁芯叠层是横竖式排列,分布在设备两侧,转子轴吸塑盘盛放转子轴,整盘轴叠放入轴上料位,而换向器吸塑盘用于盛放换向器,整盘换向器叠放入设备上料位置。
115.请参阅图5,所述托盘组件15包括:
116.托盘定位条151,四个所述托盘定位条151相对固定在第二机架8上的一侧,且托盘可堆叠插接的放置在四个托盘定位条151所围成的空腔内;
117.第一直线电机152,所述第一直线电机152固定在第二机架8上靠近托盘定位条151的一侧;
118.托板153,所述用于承托堆叠放置的托盘的托板153固定在第一直线电机152的动端,且托板153的一侧位于四个托盘定位条151之间。
119.需要说明的是,在一个托盘上的换向器使用完后,通过机械手向四个托盘定位条151内侧放置托盘,第一直线电机152驱动带动托盘向下移动一个托盘的厚度,使得空托盘被叠在底部。
120.请参阅图5,所述移栽组件16包括:
121.第二直线电机161,所述第二直线电机161固定在第二机架8上靠近托盘组件15的一侧;
122.第三直线电机162,所述第三直线电机162固定在第二直线电机161的动端;
123.第一气缸163,所述第一气缸163固定在第三直线电机162的动端;
124.第一手指夹具164,所述第一手指夹具164固定在第一气缸163的伸出端,且第一手指夹具164位于托盘组件15的上方。
125.需要说明的是,通过移栽组件16能够对托盘上的换向器进行取料,通过驱动第一气缸163伸出,使得第一手指夹具164到达一个换向器上,通过第一手指夹具164夹取一个换向器,而后通过驱动第一气缸163收回,进而通过驱动第二直线电机161和第三直线电机162将换向器移动至处于第二手指夹具173中间的位置。
126.请参阅图6,所述翻转组件17包括:
127.立板171,所述立板171固定在第二机架8上靠近托盘组件15的一侧;
128.第一转动电机172,所述第一转动电机172固定在立板171上端的一侧;
129.第二手指夹具173,所述第二手指夹具173固定在转动电机的输出端。
130.需要说明的是,翻转组件17能够对换向器进行翻转,而在换向器到达第二手指夹具173内侧后,第二手指夹具173驱动将换向器夹住,而后第一手指夹具164松开在第二直线电机161和第三直线电机162以及第一气缸163的作用下远离换向器进行下一个换向器的取料工作,随后驱动第一转动电机172转动,从而带动第二手指夹具173转动,从而实现换向器的换向工作。
131.请参阅图8和图9,所述定位组件18包括:
132.定位基座181,所述定位基座181固定在第二机架8上;
133.第二转动电机182,所述第二转动电机182固定在定位基座181下端的一侧;
134.第二气缸183,所述第二气缸183固定在第二转动电机182的输出端,且第二气缸183的伸出端贯穿定位基座181延伸至定位基座181的顶部;
135.滑套184,所述滑套184固定在定位基座181外壁的一侧;
136.升降滑杆185,所述升降滑杆185滑动连接在滑套184的内壁;
137.升降座186,所述升降座186固定在升降滑杆185的顶部,且升降座186的底部与滑套184的顶部接触;
138.滑移块187,所述滑移块187通过线性滑轨滑动连接在升降座186的顶部;
139.定位卡板188,所述定位卡板188固定在滑移块187靠近第二气缸183的一端;
140.第三气缸189,所述第三气缸189固定在升降座186顶部的一侧,且第三气缸189的伸出端与滑移块187的外壁固定。
141.需要说明的是,平移压入组件19能够取下第二手指夹具173上的换向器移动至定位基座181上第二气缸183的正上方,且进行下一个换向器的取料工作时能够将上一个换向器取下压入到转子轴上,而在换向器被移动至放入在定位基座181上的同时,第二气缸183伸出,第二气缸183的伸出端插入到换向器的中部,第二气缸183的伸出端与换向器的内侧过盈配合,随后平移压入组件19进行下一个换向器的取料工作,此过程中第二气缸183继续向上伸出,在第二气缸183再次向上伸出之前驱动第三气缸189伸出,从而将定位卡板188推动至处于换向器的正上方的位置,随着第二气缸183的伸出,定位卡板188能够与换向器的顶部接触,且在换向器的推动下,使得升降滑杆185沿着滑套184的内壁向上滑动,定位卡板188也向上滑动,而在第二气缸183伸出的同时,驱动第二转动电机182转动,带动换向器缓慢的转动,而最终定位卡板188与换向器上的槽对准后定位卡板188在重力作用下向下落从而卡在换向器的侧边的槽上,从而完成换向器的定位工作,而后平移压入组件19进行下一个换向器的取料工作,同时能够将定位好的上一个换向器取下,而后将定位好的换向器压入到转子轴上,取下的新的换向器同时放入到定位基座181上第二气缸183的正上方。
142.请参阅图9,所述滑套184的轴向截面以及升降滑杆185的轴向截面均呈正六边形设置,能够保证升降滑杆185稳定的沿着滑套184的内壁上下滑动而不会发生转动。
143.请参阅图7,所述平移压入组件19包括。
144.支撑板191,所述支撑板191固定在第二机架8上靠近定位基座181的一侧;
145.第四气缸192,所述第四气缸192固定在支撑板191的上端;
146.第四直线电机193,两个所述第四直线电机193对称滑动连接在支撑板191的外壁
靠近定位基座181的一侧,且第四气缸192的伸出端与第四直线电机193的外壁固定;
147.第三手指夹具194,所述第三手指夹具194固定在第四直线电机193动端的底部;
148.横板195,所述横板195固定在第四直线电机193的动端;
149.电磁铁组件196,所述电磁铁组件196固定在横板195的表面远离第三手指夹具194的一侧。
150.需要说明的是,通过驱动第四直线电机193动端向下移动,随后驱动第四直线电机193动端向上移动,而后驱动第四气缸192伸出,随后再驱动第四直线电机193动端向下移动,完成压入工作后第四直线电机193动端再向上移动,随后第四气缸192再收回,此过程中电磁铁组件196在到达翻转组件17上时通电吸附换向器,随后将换向器放置在定位基座181上,断电失去磁吸力,而靠近电磁铁组件196一侧的一个第三手指夹具194能够夹取换向器搬运至定位基座181上方位于第二气缸183的伸出端位置处,而处于端部的一个第三手指夹具194用于夹取完成定位后的换向器进行压入转子轴上的工作。
151.请参阅图10和图11,所述卸料装置21包括:
152.支架框211,所述支架框211固定在第二机架8上位于端板轨道9的端部;
153.下料横移板212,所述下料横移板212滑动连接在支架框211外壁的上端;
154.下料纵移板213,所述下料纵移板213滑动连接在下料横移板212的表面;
155.第五气缸214,所述第五气缸214固定在支架框211上端的一侧,且第五气缸214的伸出端与下料横移板212的外壁固定;
156.夹指气缸安装板215,所述夹指气缸安装板215通过轴销转动连接在下料纵移板213表面的下端;
157.第四手指夹具216,所述第四手指夹具216固定在夹指气缸安装板215的表面;
158.第六气缸217,所述第六气缸217通过轴销转动连接在下料纵移板213外壁的上端,且第六气缸217的伸出端通过轴销与夹指气缸安装板215的表面转动连接;
159.第七气缸218,所述第七气缸218固定在下料横移板212的表面,所述第七气缸218的伸出端与下料纵移板213的表面固定。
160.需要说明的是,在换向器完成安装工作后转子轴向卸料装置21的一侧移动,移动到位后驱动第七气缸218伸出,推动下料纵移板213向下移动到位,随后驱动第六气缸217伸出,从而推动夹指气缸安装板215向下翻转,使得第四手指夹具216位于转子轴的外侧,通过第四手指夹具216夹取转子轴,随后驱动第七气缸218收缩,收缩到位后驱动第六气缸217收缩,而后驱动第五气缸214伸出,驱动下料横移板212移动,完成下料工作。
161.请参阅图12,本发明还提供一种生产方法,所述方法包括以下步骤组成:
162.1)、首先进行铁芯和转子轴的组装工作:
163.①
通过铁芯上料组件3进行铁芯的上料工作,使得铁芯在输送组件2上进行输送;
164.②
通过预压装置5、转子轴上料组件4和固定装置22完成转子轴的上料以及转子轴插入到铁芯内的工作,完成转子轴和铁芯的初步安装工作;
165.③
输送组件2将完成初步预压的转子轴和铁芯输送至第一精压装置6处通过固定装置22进行固定,而后通过第一精压装置6进行精压;
166.④
输送组件2再次工作将转子轴和铁芯整体输送至铁芯定位组件7处进行铁芯的定位工作。
167.2)、进而进行转子轴与端盖以及换向器的装配工作;
168.①
输送组件2将完成装配以及定位后的转子轴和铁芯整体输送至端板轨道9上,而后转子轴和铁芯整体通过寸动装置23进行间歇性输送;
169.②
转子轴和铁芯整体输送至第一装端子装置10处时在转子轴上安装第一个端盖;
170.③
而后输送至铁芯翻转装置11处时被翻转180度后再次放置在端板轨道9上进行输送;
171.④
紧接着通过第二装端子装置12进行第二个端盖的装配工作,随后输送至铁芯中转装置13处进行固定而后再次通过寸动装置23输送;
172.⑤
最终转子轴通过换向器上料预压装置14进行换向器的安装工作,安装好的转子轴送入到第二精压装置20处进行换向器和转子轴的再次压合工作;
173.⑥
组装完成的转子轴通过卸料装置21进行下料工作。
174.本发明中涉及的电路以及控制均为现有技术,在此不进行过多赘述。
175.以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1