层叠体制造装置及层叠体制造方法与流程
本发明涉及层叠体制造装置及层叠体制造方法。
背景技术:
1、已知有通过在厚度方向层叠将卷筒状的卷筒钢板冲裁成规定的形状而得到的钢板部件来得到层叠体的层叠体制造装置。作为这样的层叠体制造装置,例如,如专利文献1所公开的那样,已知有如下的层叠体的制造装置:其层叠多个电磁钢板而形成层叠块,基于与重叠多个上述层叠块而得到的旋转层叠体的厚度相关的厚度信息,调整上述层叠块中的上述电磁钢板的层叠张数。
2、在上述专利文献1的层叠体制造装置中,上述旋转层叠体通过使至少一个层叠块相对于其他层叠块绕沿着层叠方向的轴线旋转并进行层叠而得到。上述层叠体制造装置在形成上述旋转层叠体之前,测定将多个层叠块重叠的状态下的临时层叠体的厚度,基于与该厚度相关的厚度信息,调整上述电磁钢板的层叠张数。
3、[现有技术文献]
4、[专利文献]
5、专利文献1:日本特开2019-187173号公报
技术实现思路
1、然而,层叠体的厚度、即层叠体的层叠方向的长度因测定方法及测定仪器等而产生测定误差。因此,难以根据上述层叠体的层叠方向的长度来调整电磁钢板的层叠张数。因此,要求能够精度良好且容易地调整层叠体中的电磁钢板的层叠张数的层叠体制造装置及层叠体制造方法。
2、本发明的目的在于提供一种能够容易地调整层叠体中的钢板部件的层叠张数的层叠体制造装置以及层叠体制造方法。
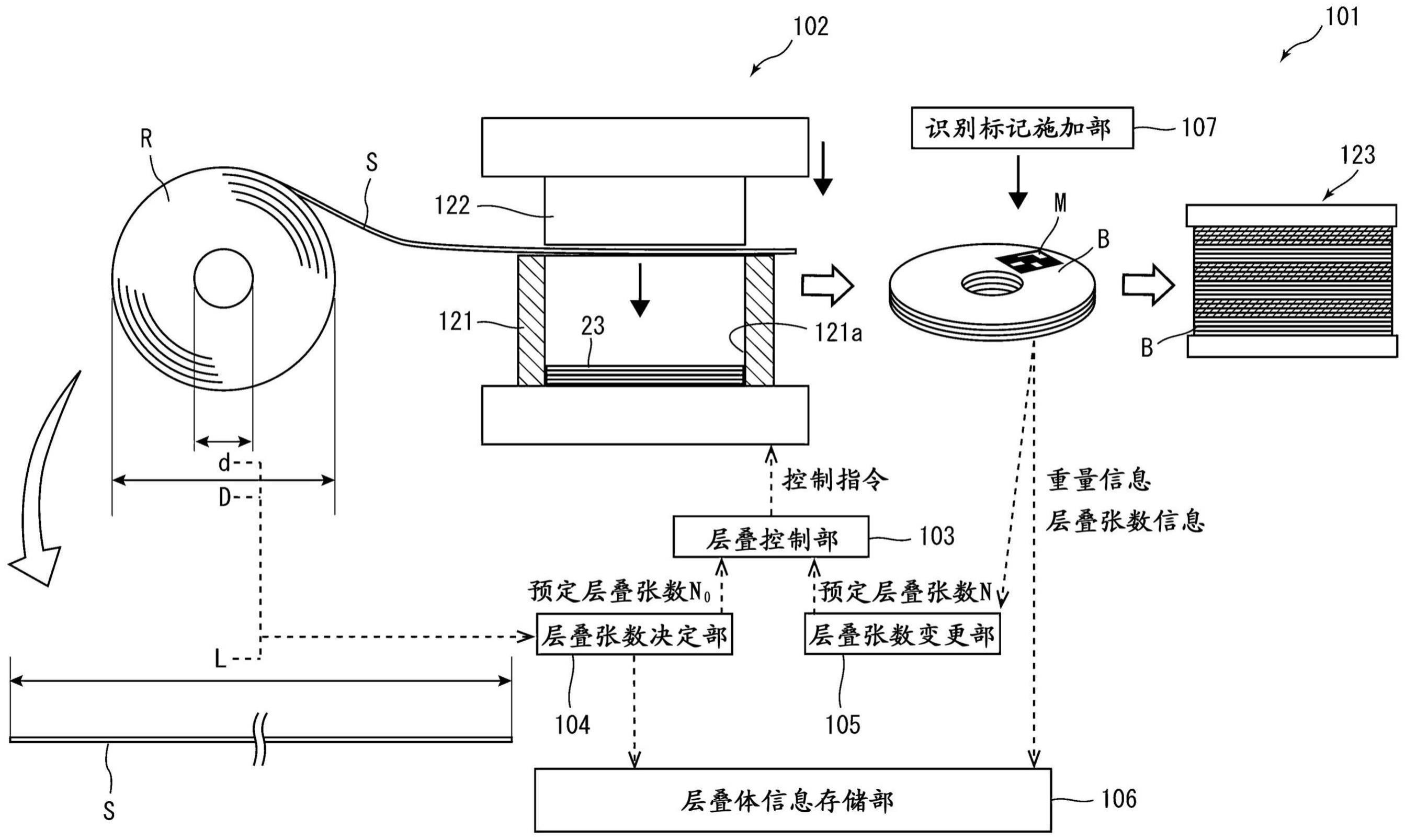
3、本发明的一个实施方式的层叠体制造装置是通过在厚度方向层叠将钢板冲裁成规定的形状而得到的钢板部件来制造层叠体的层叠体制造装置。该层叠体制造装置具有:钢板部件层叠部,其通过将上述钢板冲裁成上述规定的形状而得到上述钢板部件,并在厚度方向层叠上述钢板部件来形成上述层叠体;层叠张数决定部,其基于与上述钢板为卷起状态的卷筒钢板的径向尺寸相关的信息和与上述卷筒钢板的展开状态下的上述钢板的长度方向的长度相关的信息来决定预定层叠张数;以及层叠控制部,其根据上述预定层叠张数来控制由上述钢板部件层叠部得到的上述钢板部件的层叠张数。
4、本发明的一个实施方式的层叠体制造方法是通过在厚度方向层叠将钢板冲裁成规定的形状而得到的钢板部件来制造层叠体的层叠体制造方法。该层叠体制造方法具有:钢板部件层叠工序,通过将上述钢板冲裁成上述规定的形状而得到上述钢板部件,并在厚度方向层叠上述钢板部件来形成上述层叠体;预定层叠张数决定工序,基于与上述钢板为卷起状态的卷筒钢板的径向尺寸相关的信息和与上述卷筒钢板的展开状态下的上述钢板的长度方向的长度相关的信息来决定预定层叠张数;以及层叠张数控制工序,根据上述预定层叠张数,控制由上述钢板部件层叠工序得到的上述钢板部件的层叠张数。
5、发明的效果
6、根据本发明的一个实施方式的层叠体制造装置及层叠体制造方法,能够容易地调整层叠体中的钢板部件的层叠张数。
技术特征:
1.一种层叠体制造装置,通过在厚度方向层叠将钢板冲裁成规定的形状而得到的钢板部件来制造层叠体,其特征在于,具有:
2.根据权利要求1所述的层叠体制造装置,其特征在于,
3.根据权利要求1所述的层叠体制造装置,其特征在于,
4.根据权利要求3所述的层叠体制造装置,其特征在于,
5.根据权利要求3或4所述的层叠体制造装置,其特征在于,
6.根据权利要求5所述的层叠体制造装置,其特征在于,
7.一种层叠体制造方法,通过在厚度方向层叠将钢板冲裁成规定的形状而得到的钢板部件来制造层叠体,其特征在于,具有:
8.根据权利要求7所述的层叠体制造方法,其特征在于,
9.根据权利要求8所述的层叠体制造方法,其特征在于,
10.根据权利要求8或9所述的层叠体制造方法,其特征在于,
技术总结
本发明提供的层叠体制造装置,通过在厚度方向层叠将钢板冲裁成规定的形状而得到的钢板部件来制造层叠体。上述层叠体制造装置具有:钢板部件层叠部,其通过将上述钢板冲裁成上述规定的形状而得到上述钢板部件,并在厚度方向层叠上述钢板部件来形成上述层叠体;层叠张数决定部,其基于与上述钢板为卷起状态的卷筒钢板的径向尺寸相关的信息和与上述卷筒钢板的展开状态下的上述钢板的长度方向的长度相关的信息决定预定层叠张数;以及层叠控制部,其根据上述预定层叠张数,控制由上述钢板部件层叠部得到的上述钢板部件的层叠张数。
技术研发人员:隈本幸雄
受保护的技术使用者:日本电产株式会社
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!