转子组件、电机、电器和车辆的制作方法
本发明涉及电机,具体而言,涉及一种转子组件、电机、电器和车辆。
背景技术:
1、目前,电机的转子组件包括转子铁芯和永磁体,永磁体设置于转子铁芯上。在相关技术中,转子铁芯包括沿轴向堆叠的转子冲片,但由于转子冲片的高速冲压工艺限制,导致转子冲片的外径和内径之差必须大于工艺要求的宽度值,进而使得转子组件的直径无法减小,不利于减小电机径向尺寸。
技术实现思路
1、本发明旨在至少解决现有技术或相关技术中存在的技术问题之一。
2、为此,本发明的第一方面提出一种转子组件。
3、本发明的第二方面提出一种电机。
4、本发明的第三方面提出一种电器。
5、本发明的第四方面提出一种车辆。
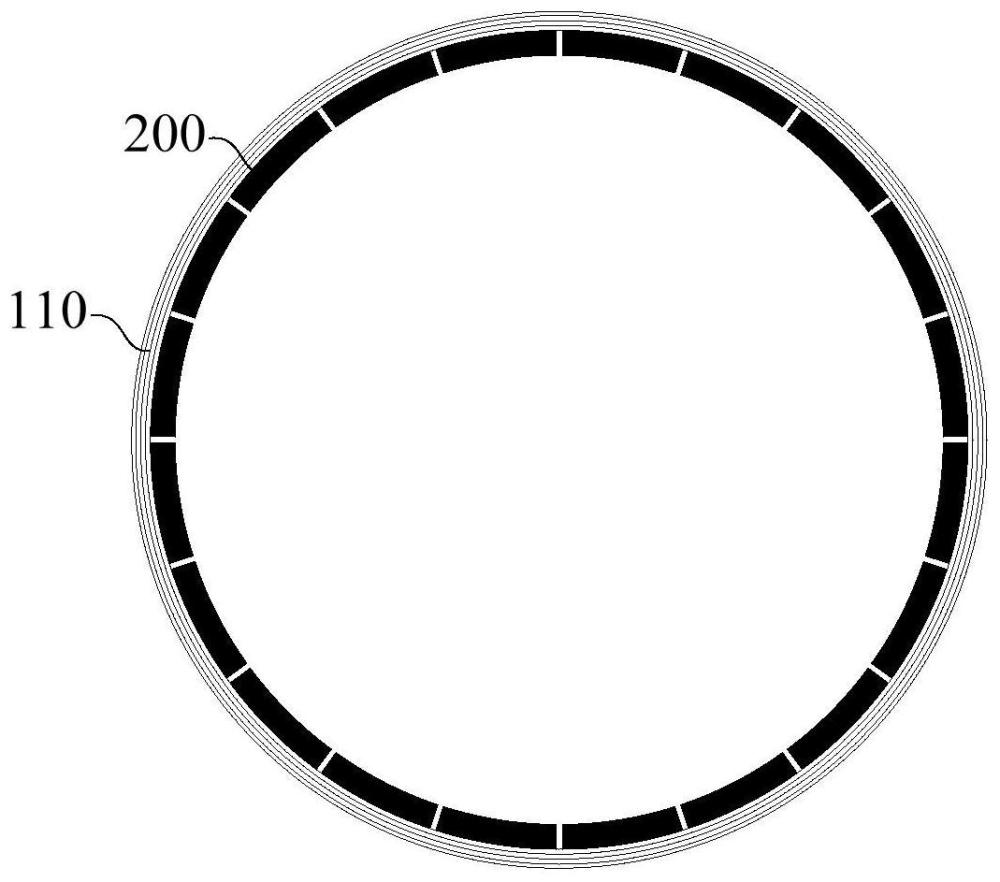
6、有鉴于此,本发明的第一方面提供了一种转子组件,包括转子铁芯和多个磁极;转子铁芯包括至少一个铁芯片,至少一个铁芯片沿转子铁芯的周向延伸;多个磁极与转子铁芯连接,沿转子铁芯的周向布置。
7、本技术所提供的转子组件,包括转子铁芯和多个磁极,多个磁极沿转子铁芯的周向布置,并且与转子铁芯连接,使得定子能够通过多个磁极驱动转子组件转动,进而实现动力的输出。
8、转子铁芯包括至少一个铁芯片,至少一个铁芯片沿转子铁芯的周向延伸,能够围设出呈类似筒状结构的转子铁芯,该种转子铁芯的内径与外径之差取决于铁芯片的厚度以及铁芯片在周向上延伸的层数,所以可通过调整铁芯片的厚度和铁芯片在转子铁芯的周向上的延伸的层数来调整转子铁芯的内径和外径,使得转子铁芯的外径和内径之差不再局限于一定的宽度以上,而是可根据需要进行调整,进而使得转子组件的直径能够做到更小的尺寸,有利于电机缩小径向尺寸,降低电机对径向空间的占用。
9、并且通过将铁芯片沿周向延伸来形成转子铁芯,使得转子铁芯的制造工艺更简单,进而降低转子铁芯的制造难度,提升转子铁芯的制造效率。
10、通过沿周向延伸的铁芯片形成转子铁芯,与实心的转子铁芯相比,转子铁芯的损耗更小,进而提升电机的效率。
11、具体地,铁芯片沿转子组件的径向堆叠设置。
12、具体地,在铁芯片沿周向卷绕成筒状,铁芯片的厚度方向与转子铁芯的径向一致。
13、具体地,由沿轴向堆叠的转子冲片形成的转子铁芯,在对转子冲片进行高速冲压时,转子冲片在径向上必须具备一定的宽度,即转子铁芯的外径和内径之差需要大于一定的宽度值,进而确保转子冲片具备一定的强度,高速冲压设备才可在板材上冲裁出转子冲片,如果转子冲片在径向上的宽度过小,无法保证高速冲裁的进行。由实心铁芯块形成的转子铁芯,转子铁芯的径向宽度虽然可根据需要进行减小,但实心铁芯块在电机运转过程中,电机的铁损较高,进而导致电机的效率较低。通过铁芯片沿周向延伸形成转子铁芯,即可缩小转子的径向尺寸,也可减少转子铁芯的铁损,进而在实现缩小电机径向尺寸的同时,提升电机的效率。
14、具体地,磁极可为永磁体,也可为磁环。
15、永磁体为瓦片形、面包形或者矩形。
16、永磁体可在远离转子铁芯的一侧的棱角进行倒圆角,例如将沿轴向的棱角设置为倒圆角,进而使得永磁体的径向截面呈面包形。
17、具体地,铁芯片的宽度方向与转子组件的轴向一致,铁芯片沿转子组件的周向卷绕,铁芯片的厚度方向与转子组件的径向一致。
18、另外,本发明提供的上述技术方案中的转子组件还可以具有如下附加技术特征:
19、在本发明的一个技术方案中,至少一个铁芯片包括第一铁芯片,第一铁芯片在周向上的第一侧至第二侧呈螺旋状延伸。
20、在该技术方案中,至少一个铁芯片包括第一铁芯片,第一铁芯片在周向上的第一侧至第二侧呈螺旋状延伸,进而形成转子铁芯。第一铁芯片可在径向上形成一层结构,也可在径向上形成多层结构。
21、通过将第一铁芯片设置为呈螺旋状延伸,进而形成转子铁芯,进一步降低转子铁芯的制造难度,提升转子铁芯的制造效率,简化转子铁芯的制造工艺。
22、具体地,第一铁芯片的数量可为一个,在制造转子铁芯时,将一个第一铁芯片卷绕为一层或多层的筒状,进而得到转子铁芯。第一铁芯片的数量也可为多个,相分别将每个第一铁芯片卷绕为一层或多层的筒状,再将多个卷绕完成的第一铁芯片依次套设,进而得到转子铁芯。
23、在本发明的一个技术方案中,转子组件还包括第一焊接部,第一焊接部位于第一铁芯片的第一侧和/或第二侧,沿转子铁芯的轴向延伸。
24、在该技术方案中,第一焊接部位于第一铁芯片的第一侧和/或第二侧,进而可通过第一焊接部将第一铁芯片的第一侧和/或第二侧固定,使得第一铁芯片具备更稳定的结构,提升转子铁芯在电机工作中的稳定性。
25、具体地,第一焊接部为焊接第一铁芯片的第一侧和/或第二侧的焊缝和焊料。
26、具体地,第一铁芯片的第一侧位于转子铁芯的外侧,第一铁芯片的第二侧位于转子铁芯的内侧。第一焊接部可设置在第一铁芯片的第一侧,即第一铁芯片的第一侧通过焊接固定,而第一铁芯片的第二侧则可在第一铁芯片自身的张力作用下,贴合于第一铁芯片上。第一焊接部也可设置在第一铁芯片的第二侧,第一铁芯片的第一侧可通过粘接等方式进行固定。第一铁芯片的第一侧和第二侧也可均通过焊接实现固定,即第一焊接部设置于第一铁芯片的第一侧和第二侧,进一步提升转子铁芯的稳定性。
27、在本发明的一个技术方案中,至少一个铁芯片包括多个第二铁芯片,多个第二铁芯片沿转子铁芯的径向布置。
28、在该技术方案中,至少一个铁芯片包括多个第二铁芯片,多个第二铁芯片沿转子铁芯的径向布置,进而形成转子铁芯,进一步降低转子铁芯的制造难度,提升转子铁芯的制造效率,简化转子铁芯的制造工艺。
29、在本发明的一个技术方案中,多个第二铁芯片中每个第二铁芯片呈筒状,多个第二铁芯片相套设。
30、在该技术方案中,多个第二铁芯片相套设,使得每层铁芯片之间不再存在作用力,进一步提升转子铁芯稳定性。并且通过将呈筒状的第二铁芯片相套设,能够进一步降低转子铁芯的制造难度,提升转子铁芯的制造效率,简化转子铁芯的制造工艺。
31、具体地,第二铁芯片的数量为三个,三个第二铁芯片分别卷绕成呈筒状的第一铁心、第二铁芯和第三铁芯,第二铁芯套设于第一铁心的外侧,第三铁芯套设于第二铁芯的外侧,并且第二铁芯与第一铁心相贴合,第三铁芯与第二铁芯相贴合,进而通过三个第二铁芯片制造形成转子铁芯。
32、第二铁芯片的数量也可为两个,两个第二铁芯片分别卷绕成呈筒状的第一铁心和第二铁芯,第二铁芯套设于第一铁心的外侧,并且第二铁芯与第一铁心相贴合,进而通过两个第二铁芯片制造形成转子铁芯。
33、在本发明的一个技术方案中,转子组件还包括第二焊接部,第二焊接部位于多个第二铁芯片在轴向上的第一端和/或第二端。
34、在该技术方案中,第二焊接部位于多个第二铁芯片在轴向上的第一端和/或第二端,进而可通过第二焊接部将第二铁芯片的第一端和/或第二端固定,使得第二铁芯片具备更稳定的结构,提升转子铁芯在电机工作中的稳定性。
35、具体地,第二焊接部为焊接第二铁芯片的第一端和/或第二端的焊缝和焊料。
36、具体地,可对第二铁芯片在轴向上的第一端或第二端进行焊接固定,也可在第二铁芯片在轴向上的两端均进行焊接固定,进一步提升转子铁芯的稳定性。
37、在本发明的一个技术方案中,多个磁极沿转子铁芯的外侧壁或内侧壁布置。
38、在该技术方案中,多个磁极沿转子铁芯的外侧壁或内侧壁布置,进而使得转子组件能够在定子组件的驱动下转动,实现动力的输出。
39、多个磁极沿转子铁芯的外侧壁布置,使得转子组件可作为内转子,嵌于定子组件的内部。
40、多个磁极沿转子铁芯的内侧壁布置,使得转子组件可作为外转子,套设于定子组件的外部。
41、在本发明的一个技术方案中,转子铁芯还包括定位部,定位部与至少一个铁芯片连接,凸出于至少一个铁芯片设置有多个磁极的侧壁,位于多个磁极中相邻的磁极之间。
42、在该技术方案中,定位部凸出于至少一个铁芯片设置有多个磁极的侧壁,位于多个磁极中相邻的磁极之间,进而可通过定位部对磁极进行定位,提升磁极所在位置的准确性,进一步提升电机的性能。
43、具体地,转子组件为外转子时,磁极设置于转子铁芯的内壁,定位部也设置于转子铁芯的内壁,并凸出于转子铁芯的内壁。
44、转子组件为外转子时,磁极设置于转子铁芯的外壁,定位部也设置于转子铁芯的外壁。
45、在本发明的一个技术方案中,定位部与至少一个铁芯片为一体式结构。
46、在该技术方案中,定位部与至少一个铁芯片为一体式结构,进一步简化转子铁芯的装配工艺。
47、在本发明的一个技术方案中,定位部为凸出于至少一个铁芯片的侧壁的凸起;或定位部为至少一个铁芯片的侧壁向轴线弯折的弯折部。
48、在该技术方案中,定位部可为凸出于至少一个铁芯片的侧壁的凸起,凸出于至少一个铁芯片的侧壁的凸起可在铁芯片卷绕成筒状后,固定于铁芯片的侧壁上。
49、定位部也可为至少一个铁芯片的侧壁向轴线弯折的弯折部,在制造转子铁芯时,可先将铁芯片卷绕成筒状,然后在通过模具挤压拉伸,进而形成弯折部。也可先在铁芯片上挤压出定位部,然后再将铁芯片卷绕成筒状。
50、具体地,定位部的径向截面可为半圆形、矩形或圆角矩形,也可设置为多边形或不规则的图形。
51、进一步地,至少一个铁芯片包括多个第二铁芯片,多个第二铁芯片中每个第二铁芯片呈筒状,多个第二铁芯片相套设,在转子组件为外转子时,可在位于最内侧的铁芯片上挤压出定位部,在转子组件为内转子时,可在位于最外侧的铁芯片上挤压出定位部。
52、至少一个铁芯片包括第一铁芯片,第一铁芯片在周向上的第一侧至第二侧呈螺旋状延伸,在转子组件为外转子时,可在位于最内层的铁芯片上挤压出定位部,在转子组件为内转子时,可在位于最外层的铁芯片上挤压出定位部。
53、在本发明的一个技术方案中,转子铁芯的径向截面呈圆形或多边形。
54、在该技术方案中,转子铁芯的径向截面呈圆形或多边形,使得转子铁芯能够与不同形状的电机进行适配,提升转子组件的通用性。
55、具体地,转子铁芯的径向截面呈圆形、三角形、四边形、五边形、八边形等。
56、进一步地,在制造转子铁芯时,可先将铁芯片卷绕成圆筒状,然后在根据电机的形状需要,将转子铁芯挤压为所需的形状,例如径向截面呈六边形的筒状。
57、在本发明的一个技术方案中,多个磁极靠近转子铁芯的一侧的形状与转子铁芯的形状相适配。
58、在该技术方案中,多个磁极靠近转子铁芯的一侧的形状与转子铁芯的形状相适配,进而使得磁极能够更稳定的安装于转子铁芯上。
59、进一步地,多个磁极设置于转子铁芯上,多个磁极远离转子铁芯的一侧在径向上的截面为圆形。
60、在本发明的一个技术方案中,至少一个铁芯片的厚度大于等于0.25毫米,且小于等于1毫米。
61、在该技术方案中,铁芯片的厚度为0.25毫米至1毫米,使得铁芯片即具备一定的强度,也能够进行卷筒和挤压成型,进一步降低转子铁芯的制造难度。
62、进一步地,导磁金属板材的厚度为0.5mm。
63、进一步地,铁芯片为导磁金属板材。多层铁芯片同轴设置。
64、导磁金属板材的硅含量为0.1%至10%。可选地,导磁金属板材的硅含量为0.3%。
65、磁极的剩磁为0.1t至1.6t。可选地,磁极的剩磁为1.2t。
66、本发明第二方面提供了一种电机,包括如上述任一技术方案的转子组件,因此电机具备上述任一技术方案的转子组件的全部有益效果。
67、电机为永磁电机。
68、在本发明的一个技术方案中,电机还包括定子组件,转子组件套设于定子组件的外侧,定子组件包括定子铁芯和线圈;定子铁芯包括多个定子齿,多个定子齿沿周向布置,多个定子齿中相邻的定子齿之间形成定子槽;线圈绕设于定子齿,嵌于定子槽内。
69、在该技术方案中,转子组件套设于定子组件的外侧,转子组件作为外转子,能够在定子组件的驱动下进行转动。
70、定子组件包括定子铁芯和线圈,定子铁芯包括多个定子齿,多个定子齿中相邻的定子齿之间形成定子槽,线圈绕设于定子齿,嵌于定子槽内,在线圈通电后,可驱动转子组件转动。
71、本发明第三方面提供了一种电器,包括如上述任一技术方案的电机,因此该电器具备上述任一技术方案的电机的全部有益效果。
72、电器包括空调器、冰箱、洗衣机或洗碗机。
73、具体地,电机可应用于风机、空调压缩机、冰箱压缩机、滚筒洗衣机等家用电器场合。
74、本发明第四方面提供了一种车辆,包括如上述任一技术方案的电机,因此该车辆具备上述任一技术方案的电机的全部有益效果。
75、车辆包括电动机动车、混动机动车或电动自行车。
76、电机还可用于工业控制设备。
77、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!