一种送丝电机过载的控制方法和终端与流程
本发明涉及气体保护焊控制,尤其是涉及一种送丝电机过载的控制方法和终端。
背景技术:
1、熔化极气体保护焊设备中送丝电机过载,一般采用比较简单的过流保护方法,其中一种方法是:设置保护电流值,送丝电机电流超过设定的保护电流值时,就判定送丝电机过载,进而输出相应的过载保护控制,此种方法对送丝阻力偶尔变化导致的电机电流增大也会进行保护控制,影响正常的焊接;还有一种方法是:前一种方法的基础上,增加电机过载时间,即电机过载时间超过设定的时间时,输出相应的过载保护控制,此种方法无法判断与保护不超过过载时间的频繁过载情况。
2、且实际使用过程中,送丝电机过载的因素及状态较复杂,目前常用的各种电机过载保护控制都存在一定程度的不足,从而影响了送丝电机的使用寿命,降低了焊接质量。
3、因此,如何针对电机过载进行保持,延长送丝电机的使用寿命,提高焊接质量,是目前亟待解决的问题。
技术实现思路
1、本发明的目的是提供一种送丝电机过载的控制方法和终端,通过设置过载持续时间阈值,将送丝电机过载划分成几个不同类型,再针对其中不同类型,设置过载次数阈值,再根据实际过载次数采用对应的控制操作,从而实现对送丝电机过载的精细控制,提高了焊接质量,延长了送丝电机的使用寿命。
2、第一方面,本发明的上述发明目的通过以下技术方案得以实现:
3、一种送丝电机过载的控制方法,包括从送丝电机开始工作到结束工作过程中,实时检测送丝电机电流,判断送丝电机电流是否超过预设电流值,在送丝电机电流超过预设电流值时,计算超过预设电流值的持续时间,根据持续时间划分过载类型,对不同的过载类型采用相应的方法进行控制。
4、可选的,设置至少一个持续时间阈值,根据持续时间阈值,对过载进行分类。
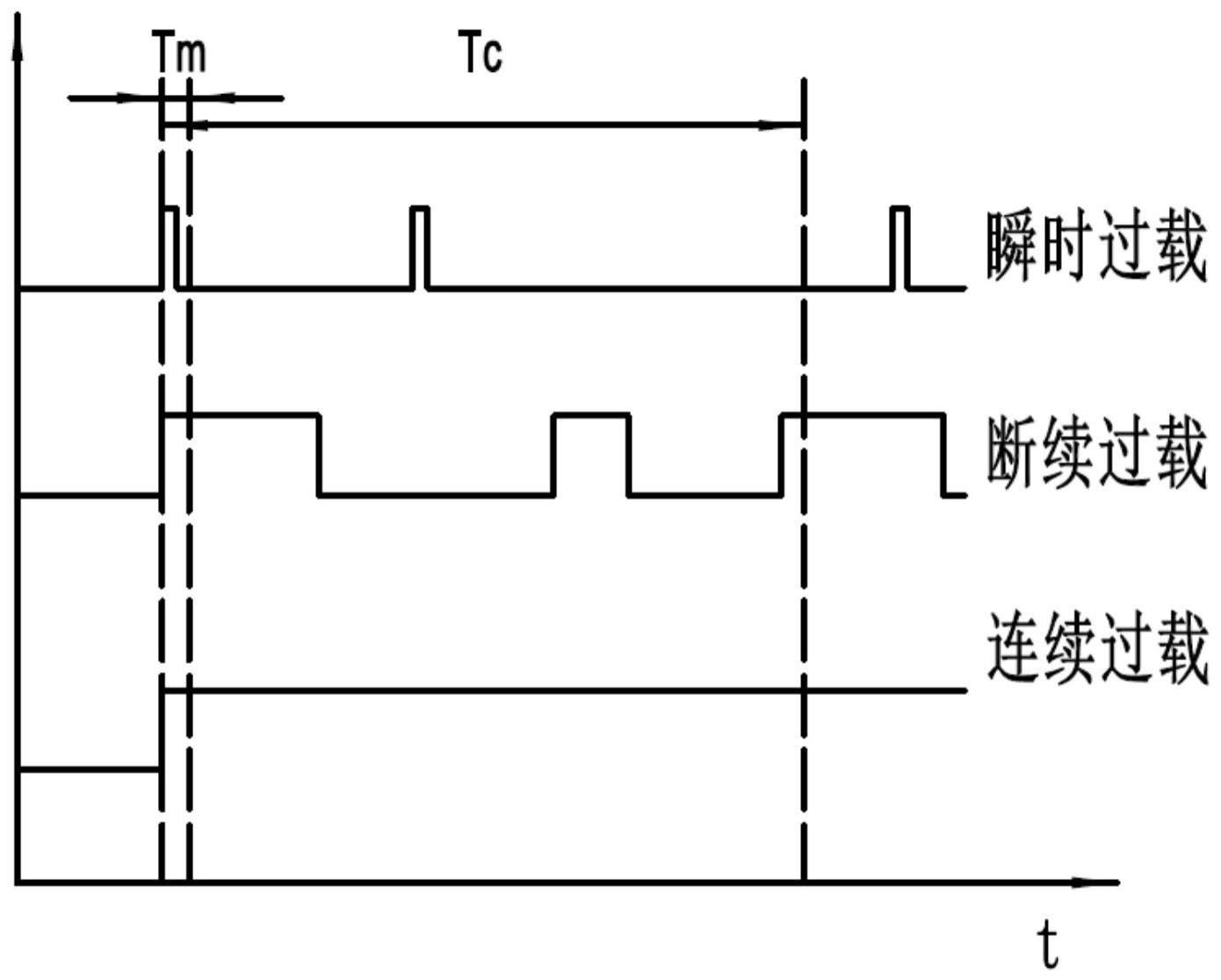
5、可选的,设置连续过载持续时间阈值和瞬时过载持续时间阈值,在过载持续时间大于等于连续过载持续时间阈值时,判断过载为持续过载;在过载持续时间小于等于瞬时过载持续时间阈值时,判断过载为瞬时过载;在持续时间小于连续过载持续时间阈值而大于瞬时过载持续时间阈值时,判断过载为断续过载。
6、可选的,在断续过载时,以连续过载持续时间阈值的k分之一作为分隔阈值,比较过载持续时间与分隔阈值的大小,根据比较结果,执行相应的控制操作。
7、可选的,在过载持续时间大于等于分隔阈值时,设置断续过载次数阈值,计算过载持续时间大于等于分隔阈值的次数,得到第一实时过载次数,将第一实时过载次数与断续过载次数阈值进行比较,根据比较结果,执行相应的控制操作。
8、可选的,在第一实时过载次数小于断续过载次数阈值时,控制送丝电机在本次工作结束时,输出相应报警信息;在第一实时过载次数大于等于断续过载次数阈值时,控制送丝电机停止工作,输出相应报警信息;在过载持续时间小于分隔阈值时,控制送丝电机在本次工作结束时,输出相应报警信息。
9、可选的,在瞬时过载时,设置瞬时过载次数阈值,计录实时瞬时过载次数,将实时瞬时过载次数与瞬时过载次数阈值进行比较,根据比较结果,执行相应的控制操作。
10、可选的,在实时过载次数大于等于瞬时过载次数阈值时,控制送丝电机在本次工作结束时,输出相应报警信息;在实时过载次数小于瞬时过载次数阈值时,控制送丝电机在本次工作结束时,不报警输出正常信息。
11、可选的,过载状态处理优先顺序为:连续过载优先级最高,断续过载优先级次高,瞬时过载优先级最低。
12、第二方面,本发明的上述发明目的通过以下技术方案得以实现:
13、一种送丝电机过载的控制终端,包括存储器、处理器、以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现本申请所述方法。
14、与现有技术相比,本申请的有益技术效果为:
15、1.本申请通过设置不同的过载持续时间阈值,将过载分成不同类型,针对不同类型的过载采用对应的控制操作,保证了焊接质量;
16、2.进一步地,本申请对不同类型的过载情况再细化持续时间与过载发生次数,经过持续时间与过载发生次数的双重判断,保证了对电机过载判断的准确性,进而提高控制精确度。
技术特征:
1.一种送丝电机过载的控制方法,其特征在于:包括从送丝电机开始工作到结束工作过程中,实时检测送丝电机电流,判断送丝电机电流是否超过预设电流值,在送丝电机电流超过预设电流值时,计算超过预设电流值的持续时间,根据持续时间划分过载类型,对不同的过载类型采用相应的方法进行控制。
2.根据权利要求1所述的一种送丝电机过载的控制方法,其特征在于:设置至少一个持续时间阈值,根据持续时间阈值,对过载进行分类。
3.根据权利要求2所述的一种送丝电机过载的控制方法,其特征在于:设置连续过载持续时间阈值和瞬时过载持续时间阈值,在过载持续时间大于等于连续过载持续时间阈值时,判断过载为持续过载;在过载持续时间小于等于瞬时过载持续时间阈值时,判断过载为瞬时过载;在持续时间小于连续过载持续时间阈值而大于瞬时过载持续时间阈值时,判断过载为断续过载。
4.根据权利要求3所述的一种送丝电机过载的控制方法,其特征在于:在断续过载时,以连续过载持续时间阈值的k分之一作为分隔阈值,比较过载持续时间与分隔阈值的大小,根据比较结果,执行相应的控制操作。
5.根据权利要求4所述的一种送丝电机过载的控制方法,其特征在于:在过载持续时间大于等于分隔阈值时,设置断续过载次数阈值,计算过载持续时间大于等于分隔阈值的次数,得到第一实时过载次数,将第一实时过载次数与断续过载次数阈值进行比较,根据比较结果,执行相应的控制操作。
6.根据权利要求5所述的一种送丝电机过载的控制方法,其特征在于:在第一实时过载次数小于断续过载次数阈值时,控制送丝电机在本次工作结束时,输出相应报警信息;在第一实时过载次数大于等于断续过载次数阈值时,控制送丝电机停止工作,输出相应报警信息;在过载持续时间小于分隔阈值时,控制送丝电机在本次工作结束时,输出相应报警信息。
7.根据权利要求3所述的一种送丝电机过载的控制方法,其特征在于:在瞬时过载时,设置瞬时过载次数阈值,计录实时瞬时过载次数,将实时瞬时过载次数与瞬时过载次数阈值进行比较,根据比较结果,执行相应的控制操作。
8.根据权利要求7所述的一种送丝电机过载的控制方法,其特征在于:在实时过载次数大于等于瞬时过载次数阈值时,控制送丝电机在本次工作结束时,输出相应报警信息;在实时过载次数小于瞬时过载次数阈值时,控制送丝电机在本次工作结束时,不报警输出正常信息。
9.根据权利要求3所述的一种送丝电机过载的控制方法,其特征在于:过载状态处理优先顺序为:连续过载优先级最高,断续过载优先级次高,瞬时过载优先级最低。
10.一种送丝电机过载的控制终端,包括存储器、处理器、以及存储在所述存储器中并可在所述处理器上运行的计算机程序,其特征在于:所述处理器执行所述计算机程序时实现如权利要求1-9任一所述方法。
技术总结
本发明涉及一种送丝电机过载的控制方法和终端,包括从送丝电机开始工作到结束工作过程中,实时检测送丝电机电流,判断送丝电机电流是否超过预设电流值,在送丝电机电流超过预设电流值时,计算超过预设电流值的持续时间,设置连续过载持续时间阈值和瞬时过载持续时间阈值,在过载持续时间大于等于连续过载持续时间阈值时,判断过载为持续过载;在过载持续时间小于等于瞬时过载持续时间阈值时,判断过载为瞬时过载;在持续时间小于连续过载持续时间阈值而大于瞬时过载持续时间阈值时,判断过载为断续过载,根据过载类型、过载持续时间、过载次数,采用相应的控制方法。实现对送丝电机过载的精细控制,提高了焊接质量。
技术研发人员:请求不公布姓名
受保护的技术使用者:上海沪工焊接集团股份有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!