一种电动车电机转子磁钢圈的加工装置的制作方法
1.本发明涉及磁钢圈加工技术领域,具体为一种电动车电机转子磁钢圈的加工装置。
背景技术:
2.磁钢一般是指铝镍钴合金,磁钢是由几种硬的强金属,如铁与铝、镍、钴等合成,有时是铜、铌、钽合成,用来制作超硬度永磁合金。磁钢是电动车电机转子中最重要的部件之一;
3.电动车电机转子磁钢圈多数包括多个磁钢片,多个磁钢片放置在外部圈框的内壁,形成磁钢圈,传统磁钢圈加工工艺,多数是人工一一将多个磁钢片放置在外部圈框的内壁,加工时间较长,且人工放置容易出现位置偏差,需要调整磁钢片的位置,效率比较慢,且加工质量一般,为此,我们提出一种电动车电机转子磁钢圈的加工装置用于解决上述问题。
技术实现要素:
4.本发明的目的在于提供一种电动车电机转子磁钢圈的加工装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种电动车电机转子磁钢圈的加工装置,包括底架,所述底架的一侧固定安装有底座,所述底架的顶部固定安装有旋转组件,所述旋转组件的中部固定卡设有定位机构,所述定位机构的一侧设有磁钢圈框,所述底座的顶端固定安装有升降杆,所述升降杆的驱动端固定安装有直线电缸,所述直线电缸的驱动端固定安装有加磁机构,所述加磁机构的侧端固定安装有注胶机构。
6.优选地,所述定位机构包括定位外框,所述定位外框呈环状结构,所述定位外框的外侧滑动卡设有环形阵列分布的多个定位滑座,所述定位滑座呈l型结构,多个所述定位滑座的相对端均延伸至定位外框中,多个所述定位滑座的相对侧均固定安装有缓冲垫,所述定位外框中转动卡设有驱动环,所述驱动环的一侧一体成型有平面螺纹凸,多个所述定位滑座相对端部靠近驱动环的一侧开设有和平面螺纹凸配合使用的平面螺纹槽,且平面螺纹凸活动卡接在平面螺纹槽中,所述磁钢圈框活动卡接在多个定位滑座之间,所述磁钢圈框的外壁和缓冲垫接触。
7.优选地,所述驱动环的外侧固定套设第一齿环,所述定位外框的底部设有第一齿轮,所述第一齿轮和第一齿环啮合连接,所述第一齿轮的中部固定安装有第一轴,所述第一轴转动安装在定位外框的底部。
8.优选地,所述定位外框的外侧底部固定安装有第一电机,所述第一电机的驱动端固定安装有第二齿轮,所述第一轴的端部延伸出定位外框的外侧,所述第一轴的端部固定安装有和冠齿轮,所述第二齿轮和冠齿轮啮合连接。
9.优选地,所述磁钢圈框的内侧活动卡设有限位环架,所述限位环架的内侧固定安装有环形阵列分布的多个连接内架,所述连接内架固定安装在定位外框的内侧。
10.优选地,所述旋转组件包括旋转外架和从动蜗轮,所述旋转外架固定安装在底架的顶部,所述旋转外架的中部固定卡设有轴承,所述定位外框固定卡接在轴承的中部,所述从动蜗轮固定套接在定位外框的外侧,所述旋转外架的侧端底部转动安装有驱动蜗杆,所述驱动蜗杆和从动蜗轮啮合连接,所述旋转外架的侧端底部固定安装第二电机,所述第二电机的驱动端和驱动蜗杆同轴固定安装。
11.优选地,所述加磁机构包括进料底框,所述进料底框固定安装在直线电缸的驱动端,所述进料底框的中部垂直安装有叠料框,所述叠料框中活动卡设有多个磁钢片,多个所述磁钢片垒叠放置,所述进料底框中开设有和磁钢片配合使用的排料槽,所述排料槽的一侧延伸至进料底框的端部,所述叠料框的底部和排料槽相通,所述排料槽中滑动卡设有推架,所述进料底框中固定卡设有伸缩杆,所述伸缩杆的驱动端延伸至排料槽中,所述伸缩杆的驱动端和推架固定安装。
12.优选地,所述注胶机构包括安装架,所述安装架固定安装在进料底框的侧端顶部,所述安装架中固定卡设有储胶筒,所述储胶筒的一侧中部一体成型有排胶筒,所述排胶筒的底部开设有均匀分布的多个排胶槽,所述储胶筒靠近排胶筒的一侧一体成型有进胶管,所述储胶筒中滑动卡设有活塞轴,所述活塞轴的端部固定安装有活塞盘,所述活塞盘滑动卡接在储胶筒中,所述活塞轴远离活塞盘的一端部延伸出储胶筒并固定安装有l型架,所述l型架滑动卡接在进料底框的侧端,所述l型架的端部和推架固定安装。
13.优选地,所述排胶筒中固定卡设有第一环架,所述第一环架远离储胶筒的一侧活动卡设有第一密封胶盘,所述第一密封胶盘的顶部固定卡接在第一环架的顶部。
14.优选地,所述进胶管中固定卡设有第二环架,所述第二环架靠近储胶筒的一侧活动卡设有第二密封胶盘,所述第二密封胶盘的顶部固定卡接在第二环架的顶部,所述进胶管远离储胶筒的一侧固定安装有连接管。
15.与现有技术相比,本发明的有益效果在于:
16.1.通过设置定位机构对磁钢圈框进行定位,配合使用旋转组件驱动定位机构、磁钢圈框在旋转外架的中部进行缓慢旋转,缓慢改变磁钢圈框的位置,同时,配合使用加磁机构,能够实现对磁钢片的自动精准填料,进而提升了磁钢圈的整体加工效率以及加工质量;
17.2.通过设置注胶机构,便于在对磁钢圈框最底部位置进行自动精准填料的同时,对下一个置料工位进行涂胶作业,以便下一个磁钢片可以通过固定胶体稳定的固定在磁钢圈框内,进一步提升磁钢圈的加工质量。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
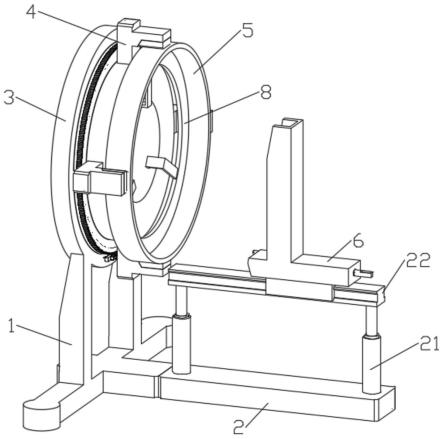
19.图1为本发明结构示意图,
20.图2为本发明的另一结构示意图,
21.图3为本发明中定位机构的结构连接示意图,
22.图4为本发明中定位机构的另一结构连接示意图,
23.图5为本发明图4中a处的放大图,
24.图6为本发明中旋转组件、定位机构、磁钢圈框和限位环架的结构连接示意图,
25.图7为本发明图6中b处的放大图,
26.图8为本发明中加磁机构的结构示意图,
27.图9为本发明中加磁机构和注胶机构的结构连接示意图,
28.图10为本发明图9中c处的放大图,
29.图11为本发明图10中d处的放大图。
30.图中:1、底架;2、底座;21、升降杆;22、直线电缸;3、旋转组件;4、定位机构;5、磁钢圈框;6、加磁机构;7、注胶机构;8、限位环架;81、连接内架;41、定位外框;42、定位滑座;421、缓冲垫;43、驱动环;44、第一齿环;45、第一齿轮;451、第一轴;46、冠齿轮;461、第二齿轮;47、第一电机;31、旋转外架;32、轴承;33、从动蜗轮;34、驱动蜗杆;35、第二电机;61、进料底框;611、排料槽;62、叠料框;63、磁钢片;64、推架;65、伸缩杆;71、安装架;72、储胶筒;73、排胶筒;731、排胶槽;74、进胶管;75、活塞轴;751、活塞盘;701、l型架;76、第一环架;761、第一密封胶盘;77、第二环架;771、第二密封胶盘;78、连接管。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.实施例:如图1-11所示,本发明提供了一种电动车电机转子磁钢圈的加工装置,包括底架1,所述底架1的一侧固定安装有底座2,所述底架1的顶部固定安装有旋转组件3,所述旋转组件3的中部固定卡设有定位机构4,所述定位机构4的一侧设有磁钢圈框5,所述底座2的顶端固定安装有升降杆21,所述升降杆21的驱动端固定安装有直线电缸22,所述直线电缸22的驱动端固定安装有加磁机构6,所述加磁机构6的侧端固定安装有注胶机构7,使用时,通过控制并开启升降杆21,驱动直线电缸22升降,从而驱动加磁机构6、注胶机构7升降,通过控制并开启直线电缸22,驱动加磁机构6、注胶机构7水平移动,从而调节加磁机构6、注胶机构7的位置。
33.所述定位机构4包括定位外框41,所述定位外框41呈环状结构,所述定位外框41的外侧滑动卡设有环形阵列分布的多个定位滑座42,所述定位滑座42呈l型结构,多个所述定位滑座42的相对端均延伸至定位外框41中,多个所述定位滑座42的相对侧均固定安装有缓冲垫421,所述定位外框41中转动卡设有驱动环43;所述驱动环43的外侧固定套设第一齿环44,所述定位外框41的底部设有第一齿轮45,所述第一齿轮45和第一齿环44啮合连接,所述第一齿轮45的中部固定安装有第一轴451,所述第一轴451转动安装在定位外框41的底部;所述定位外框41的外侧底部固定安装有第一电机47,所述第一电机47的驱动端固定安装有第二齿轮461,所述第一轴451的端部延伸出定位外框41的外侧,所述第一轴451的端部固定安装有和冠齿轮46,所述第二齿轮461和冠齿轮46啮合连接,使用时,控制并开启第一电机47驱动第二齿轮461转动,从而启动冠齿轮46、第一轴451、第一齿轮45转动,从而驱动第一齿环44、驱动环43在定位外框41中转动。
34.所述驱动环43的一侧一体成型有平面螺纹凸,多个所述定位滑座42相对端部靠近驱动环43的一侧开设有和平面螺纹凸配合使用的平面螺纹槽,且平面螺纹凸活动卡接在平面螺纹槽中,所述磁钢圈框5活动卡接在多个定位滑座42之间,所述磁钢圈框5的外壁和缓冲垫421接触,使用时,将磁钢圈框5置于多个定位滑座42之间,通过驱动环43在定位外框41中转动,配合使用平面螺纹凸、平面螺纹槽,同步驱动多个定位滑座42相向滑动,直至磁钢圈框5的外壁和缓冲垫421接触,对磁钢圈框5进行定位,提升后续磁钢圈框5加工的稳定性,相反的,通过驱动环43在定位外框41中反向转动,配合使用平面螺纹凸、平面螺纹槽,同步驱动多个定位滑座42背向滑动,磁钢圈框5的外壁和缓冲垫421脱离,磁钢圈框5失去定位。
35.所述磁钢圈框5的内侧活动卡设有限位环架8,所述限位环架8的内侧固定安装有环形阵列分布的多个连接内架81,所述连接内架81固定安装在定位外框41的内侧,在将磁钢圈框5置于多个定位滑座42之间的同时,磁钢圈框5套在限位环架8的外侧,限位环架8位于磁钢圈框5的内侧后端,对磁钢圈框5内侧后端进行限位。
36.所述旋转组件3包括旋转外架31和从动蜗轮33,所述旋转外架31固定安装在底架1的顶部,所述旋转外架31的中部固定卡设有轴承32,所述定位外框41固定卡接在轴承32的中部,定位机构4、磁钢圈框5可在旋转外架31的中部进行缓慢旋转,从而改变磁钢圈框5的位置,所述从动蜗轮33固定套接在定位外框41的外侧,所述旋转外架31的侧端底部转动安装有驱动蜗杆34,所述驱动蜗杆34和从动蜗轮33啮合连接,所述旋转外架31的侧端底部固定安装第二电机35,所述第二电机35的驱动端和驱动蜗杆34同轴固定安装,使用时,通过控制并开启第二电机35带动驱动蜗杆34转动,从而驱动从动蜗轮33转动,进而驱动定位机构4、磁钢圈框5在旋转外架31的中部进行缓慢旋转,缓慢改变磁钢圈框5的位置。
37.所述加磁机构6包括进料底框61,所述进料底框61固定安装在直线电缸22的驱动端,所述进料底框61的中部垂直安装有叠料框62,所述叠料框62中活动卡设有多个磁钢片63,多个所述磁钢片63垒叠放置,使用前,将多个磁钢片63垒叠放置在叠料框62中,所述进料底框61中开设有和磁钢片63配合使用的排料槽611,所述排料槽611的一侧延伸至进料底框61的端部,所述叠料框62的底部和排料槽611相通,垒叠放置的多个磁钢片63中最底部位置的磁钢片63置于排料槽611中,所述排料槽611中滑动卡设有推架64,所述进料底框61中固定卡设有伸缩杆65,所述伸缩杆65的驱动端延伸至排料槽611中,所述伸缩杆65的驱动端和推架64固定安装,向磁钢圈框5内侧填充磁钢片63时,开启伸缩杆65伸展,驱动推架64在排料槽611中滑动,推动最底部位置的磁钢片63脱离多个磁钢片63,且其余多个磁钢片63最底部位置的磁钢片63停留在排料槽611上方,磁钢片63沿着排料槽611水平移动,直至将磁钢片63推出排料槽611,置于磁钢圈框5内侧,且磁钢片63的端部和限位环架8接触,限位环架8对磁钢片63进行限位,使磁钢片63精准置于磁钢圈框5的内侧,防止磁钢片63出现位置偏差,随后,开启伸缩杆65收缩,驱动推架64在排料槽611中反向滑动复位,此时,其余多个磁钢片63最底部位置的磁钢片63再次置于排料槽611中,随后,再次开启伸缩杆65伸展,驱动推架64在排料槽611中滑动,推动最底部位置的磁钢片63再次脱离多个磁钢片63,且其余多个磁钢片63最底部位置的磁钢片63停留在排料槽611上方,磁钢片63沿着排料槽611水平移动,直至将磁钢片63推出排料槽611,置于磁钢圈框5内侧,从而实现对磁钢片63的自动精准填料,进而提升了磁钢圈的整体加工效率以及加工质量。
38.所述注胶机构7包括安装架71,所述安装架71固定安装在进料底框61的侧端顶部,
所述安装架71中固定卡设有储胶筒72,所述储胶筒72的一侧中部一体成型有排胶筒73,使用前,当加磁机构6、注胶机构7调整好位置时,排料槽611的端部和磁钢圈框5内侧最底部位置对应,且排胶筒73置于磁钢圈框5的内侧,且排胶筒73位于磁钢圈框5内侧最底部相邻的下一个置料工位,所述排胶筒73的底部开设有均匀分布的多个排胶槽731,所述储胶筒72靠近排胶筒73的一侧一体成型有进胶管74,所述储胶筒72中滑动卡设有活塞轴75,所述活塞轴75的端部固定安装有活塞盘751,所述活塞盘751滑动卡接在储胶筒72中,所述活塞轴75远离活塞盘751的一端部延伸出储胶筒72并固定安装有l型架701,所述l型架701滑动卡接在进料底框61的侧端,所述l型架701的端部和推架64固定安装,推架64在水平来回移动的同时,可同步驱动活塞轴75水平来回移动,驱动活塞盘751在储胶筒72中水平来回移动。
39.所述排胶筒73中固定卡设有第一环架76,所述第一环架76远离储胶筒72的一侧活动卡设有第一密封胶盘761,所述第一密封胶盘761的顶部固定卡接在第一环架76的顶部;所述进胶管74中固定卡设有第二环架77,所述第二环架77靠近储胶筒72的一侧活动卡设有第二密封胶盘771,所述第二密封胶盘771的顶部固定卡接在第二环架77的顶部,所述进胶管74远离储胶筒72的一侧固定安装有连接管78,使用前,将连接管78的端部和输胶泵机构的输出端连接,开启输胶泵机构,固定胶体输入至连接管78中,当活塞轴75带动活塞盘751向远离排胶筒73的一侧移动时,由于第一环架76远离储胶筒72的一侧活动卡设有第一密封胶盘761,此时,第一密封胶盘761对第一环架76封堵,并由于第二环架77靠近储胶筒72的一侧活动卡设有第二密封胶盘771,此时,第二密封胶盘771发生弯折,第二环架77开通,连接管78中的固定胶体通过第二环架77、进胶管74进入储胶筒72中,随后,活塞轴75带动活塞盘751向靠近排胶筒73的一侧移动,由于第二环架77靠近储胶筒72的一侧活动卡设有第二密封胶盘771,此时,第二密封胶盘771对第二环架77封堵,并由于第一环架76远离储胶筒72的一侧活动卡设有第一密封胶盘761,此时,第一密封胶盘761发生弯折,第一环架76开通,储胶筒72中的固定胶体通过第一环架76输入至排胶筒73中,并通过多个排胶槽731均匀排在磁钢圈框5内侧最底部相邻的下一个置料工位上,便于在对磁钢圈框5最底部位置进行自动精准填料的同时,对下一个置料工位进行涂胶作业,以便下一个磁钢片63可以通过固定胶体稳定的固定在磁钢圈框5内,进一步提升磁钢圈的加工质量。
40.工作原理:使用前,将多个磁钢片63垒叠放置在叠料框62中,垒叠放置的多个磁钢片63中最底部位置的磁钢片63置于排料槽611中,将连接管78的端部和输胶泵机构的输出端连接;
41.随后,将磁钢圈框5置于多个定位滑座42之间,同时,磁钢圈框5套在限位环架8的外侧,限位环架8位于磁钢圈框5的内侧后端,对磁钢圈框5内侧后端进行限位;
42.随后,控制并开启第一电机47驱动第二齿轮461转动,从而启动冠齿轮46、第一轴451、第一齿轮45转动,从而驱动第一齿环44、驱动环43在定位外框41中转动,配合使用平面螺纹凸、平面螺纹槽,同步驱动多个定位滑座42相向滑动,直至磁钢圈框5的外壁和缓冲垫421接触,对磁钢圈框5进行定位;
43.随后,控制并开启升降杆21,驱动直线电缸22升降,从而驱动加磁机构6、注胶机构7升降,通过控制并开启直线电缸22,驱动加磁机构6、注胶机构7水平移动,从而调节加磁机构6、注胶机构7的位置,直至排料槽611的端部和磁钢圈框5内侧最底部位置对应,且排胶筒73置于磁钢圈框5的内侧,且排胶筒73位于磁钢圈框5内侧最底部相邻的下一个置料工位;
44.随后,向磁钢圈框5内侧填充磁钢片63,开启伸缩杆65伸展,驱动推架64在排料槽611中滑动,推动最底部位置的磁钢片63脱离多个磁钢片63,且其余多个磁钢片63最底部位置的磁钢片63停留在排料槽611上方,磁钢片63沿着排料槽611水平移动,直至将磁钢片63推出排料槽611,置于磁钢圈框5内侧,且磁钢片63的端部和限位环架8接触,限位环架8对磁钢片63进行限位,使磁钢片63精准置于磁钢圈框5的内侧,防止磁钢片63出现位置偏差;
45.推架64在移动的同时,可同步驱动活塞轴75移动,驱动活塞盘751在储胶筒72中移动,活塞轴75带动活塞盘751向靠近排胶筒73的一侧移动,由于第二环架77靠近储胶筒72的一侧活动卡设有第二密封胶盘771,此时,第二密封胶盘771对第二环架77封堵,并由于第一环架76远离储胶筒72的一侧活动卡设有第一密封胶盘761,此时,第一密封胶盘761发生弯折,第一环架76开通,储胶筒72中的固定胶体通过第一环架76输入至排胶筒73中,并通过多个排胶槽731均匀排在磁钢圈框5内侧最底部相邻的下一个置料工位上;
46.随后,控制并开启第二电机35带动驱动蜗杆34转动,从而驱动从动蜗轮33转动,进而驱动定位机构4、磁钢圈框5在旋转外架31的中部进行缓慢旋转,缓慢改变磁钢圈框5的位置,使下一个带有固定胶体的置料工位移至最底部;
47.随后,再次开启伸缩杆65收缩,驱动推架64在排料槽611中反向滑动复位,此时,其余多个磁钢片63最底部位置的磁钢片63再次置于排料槽611中,随后,再次开启伸缩杆65伸展,驱动推架64在排料槽611中滑动,推动最底部位置的磁钢片63再次脱离多个磁钢片63,且其余多个磁钢片63最底部位置的磁钢片63停留在排料槽611上方,磁钢片63沿着排料槽611水平移动,直至将磁钢片63推出排料槽611,置于磁钢圈框5内侧;
48.推架64在移动的同时,可同步驱动活塞轴75移动,驱动活塞盘751在储胶筒72中移动,活塞轴75带动活塞盘751向远离排胶筒73的一侧移动,由于第一环架76远离储胶筒72的一侧活动卡设有第一密封胶盘761,此时,第一密封胶盘761对第一环架76封堵,并由于第二环架77靠近储胶筒72的一侧活动卡设有第二密封胶盘771,此时,第二密封胶盘771发生弯折,第二环架77开通,连接管78中的固定胶体通过第二环架77、进胶管74进入储胶筒72中。
49.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1