接地片及电路板组装机的制作方法
1.本实用新型涉及电机自动化组装领域技术,尤其是指一种接地片及电路板组装机。
背景技术:
2.在工业生产中,电机的总装,需要将电机的各个零部件进行组装,在电机组装过程中需要对端盖进行组装,先将接地片组装到端盖中,然后将电路板组装到端盖中,电路板组装到端盖中时需采用焊接结构将电路板与端盖紧固;在组装完成后采用检测机构检测电路板是否安装到位;现有技术针对电机的组装大多采用人工辅助完成,费时费力自动化程度不高;同时,现有技术在组装端盖时存在安装精度低、次品率高的技术问题;因此,针对这一现状,迫切需要开发一种接地片及电路板组装机,以满足实际使用的需要。
技术实现要素:
3.有鉴于此,本实用新型针对现有技术存在之缺失,其主要目的是提供一种接地片及电路板组装机,其通过采用进料机构、转盘机构、第一安装机构、第二安装机构、接地片检测机构、电路板安装机构、电路板检测机构、焊接机构、不合格品回收机构和出料机构,实现了端盖的自动化进料、转动、安装两个接地片、检测接地片、安装电路板、检测电路板、焊接、不合格品回收和出料,降低了人工成本,提高了工作效率。
4.为实现上述目的,本实用新型采用如下之技术方案:
5.一种接地片及电路板组装机,其包括机架、用于端盖进料的进料机构、用于带动端盖移动的转盘机构、用于安装第一个接地片的第一安装机构、用于安装第二个接地片的第二安装机构、用于检测端盖中是否安装上第一个接地片和第二个接地片的接地片检测机构、用于安装电路板的电路板安装机构、用于检测电路板是否漏装及是否安装到位的电路板检测机构、用于将电路板焊接到端盖中的焊接机构、用于不合格品回收的不合格品回收机构以及用于合格品出料的出料机构;该机架上设置有用于安装上述各机构的工作台,该转盘机构具有转盘、第一安装盘和第二安装盘,该转盘可转动式安装于工作台上,该第一安装盘和第二安装盘沿转盘中心轴由下至上依次紧固层叠设置于转盘上方,该转盘上沿其圆周间隔设置有复数个用于放置端盖的放料座;该进料机构、第一安装机构、第二安装机构、接地片检测机构、电路板安装机构、电路板检测机构、焊接机构、不合格品回收机构和出料机构依次沿转盘转动方向设置并与转盘圆周的放料座相对应。
6.作为一种优选方案:所述第一安装机构和第二安装机构均包括用于对接地片上料的上料组件、用于对接地片移料的移料组件和用于将接地片安装在端盖中的安装组件,该安装组件紧固安装于第一安装盘上,该上料组件的上料端与移料组件的移料端相对应,该安装组件的安装端可移动式与移料组件的移料端相对应,该安装组件的安装端位于放料座的上方。
7.作为一种优选方案:所述安装组件包括纵向驱动气缸、竖向驱动气缸和真空吸头,
该纵向驱动气缸纵向的紧固安装于第一安装盘上,该竖向驱动气缸安装于纵向驱动气缸的输出端,该真空吸头弹性安装于竖向驱动气缸的输出端,该真空吸头侧旁设置有用于对接地片导向的导向块。
8.作为一种优选方案:所述接地片检测机构包括支架、升降气缸和两个接近传感器,该升降气缸紧固安装于支架上,该两个接近传感器紧固安装于升降气缸的输出端,该两个接近传感可升降式与两个接地片相抵接。
9.作为一种优选方案:所述电路板安装机构包括纵向驱动组件、竖向驱动组件和旋转夹紧气缸,该纵向驱动组件安装于第一安装盘上,该竖向驱动组件安装于纵向驱动组件的输出端,该旋转夹紧气缸安装于竖向驱动组件的输出端,该旋转夹紧气缸的夹紧端设置有用于压固电路板的压头,该旋转夹料气缸可移动式位于放料座上方。
10.作为一种优选方案:所述电路板检测机构包括支撑柱和激光位移检测器,该激光位移检测器紧固安装于支撑柱上,该激光位移检测器朝向放料座。
11.作为一种优选方案:所述焊接机构包括压紧组件、横向驱动组件、升降驱动组件和激光焊接机,该压紧组件包括压紧驱动气缸和压块,该压紧驱动气缸的轴端连接压块,该压块与端盖相抵接;该升降驱动组件安装于横向驱动组件的输出端,该激光焊接机安装于升降驱动组件的输出端,该激光焊接机朝向端盖。
12.作为一种优选方案:所述不合格品回收机构包括纵向驱动气缸、竖向驱动气缸、旋转夹紧气缸和回收箱,该竖向驱动气缸安装于纵向驱动气缸的输出端,该旋转夹紧气缸安装于竖向驱动气缸的输出端,该旋转夹紧气缸与放料座相对应,该旋转夹紧气缸可移动式位于回收箱上方。
13.作为一种优选方案:所述进料机构和出料机构均包括传送组件和搬运组件,该传送组件包括电机和传动带,该电机的输出端连接传动带;该搬运组件包括纵向驱动气缸、竖向驱动气缸和旋转夹紧气缸,该竖向驱动气缸安装于纵向驱动气缸的输出端,该旋转夹紧气缸安装于竖向驱动气缸的输出端;该旋转夹紧气缸可移动式位于传动带侧旁。
14.本实用新型与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,通过采用进料机构、转盘机构、第一安装机构、第二安装机构、接地片检测机构、电路板安装机构、电路板检测机构、焊接机构、不合格品回收机构和出料机构,实现了端盖的自动化进料、转动、安装第一个接地片、安装第二个接地片、检测接地片、安装电路板、检测电路板、焊接、不合格品回收和出料,降低了人工成本,提高了工作效率;采用接地片检测机构检测接地片是否安装到端盖中,提高了安装的精准度,降低了次品率。
15.为更清楚地阐述本实用新型的结构特征和功效,下面结合附图与具体实施例来对其进行详细说明。
附图说明
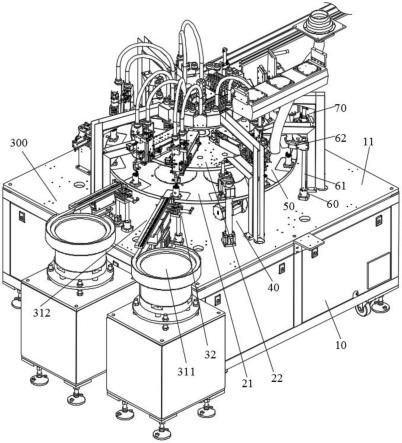
16.图1为本实用新型之接地片及电路板组装机立体结构示意图;
17.图2为本实用新型之接地片及电路板组装机俯视图;
18.图3为本实用新型之安装组件立体结构示意图;
19.图4为本实用新型之接地片检测机构立体结构示意图;
20.图5为本实用新型之电路板安装机构立体结构示意图;
21.图6为本实用新型之焊接机构立体结构示意图;
22.图7为本实用新型之不合格品回收机构立体结构示意图;
23.图8为本实用新型之搬运组件立体结构示意图。
24.附图标识说明:
25.图中:10、机架、11、工作台;20、转盘机构;21、转盘;211、放料座;22、第一安装盘;23、第二安装盘;300、第一安装机构;30、第二安装机构;31、上料组件;311、振动盘;312、直振送料器;32、移料组件;33、安装组件;331、纵向驱动气缸;332、竖向驱动气缸;333、真空吸头;334、导向块;40、接地片检测机构;41、支架;42、升降气缸;43、接近传感器;50、电路板安装机构;51、纵向驱动组件;52、竖向驱动组件;53、旋转夹紧气缸;60、电路板检测机构;61、支撑柱;62、激光位移检测器;70、焊接机构;71、压紧组件;711、压紧驱动气缸;712;压块;72;横向驱动组件;73、激光焊接机;80;不合格品回收机构;81;纵向驱动气缸;82、竖向驱动气缸;83、旋转夹紧气缸;84;回收箱;90;出料机构;91;传送组件;92;搬运组件;921;纵向驱动气缸;922、竖向驱动气缸;923;旋转夹紧气缸;100、进料机构。
具体实施方式
26.本实用新型如图1至图8所示,一种接地片及电路板组装机,包括有机架10、用于端盖进料的进料机构100、用于带动端盖移动的转盘机构20、用于安装第一个接地片的第一安装机构300、用于安装第二个接地片的第二安装机构30、用于检测端盖中是否安装上第一个接地片和第二个接地片的接地片检测机构40、用于安装电路板的电路板安装机构50、用于检测电路板是否漏装及是否安装到位的电路板检测机构60、用于将电路板焊接到端盖中的焊接机构70、用于不合格品回收的不合格品回收机构80以及用于合格品出料的出料机构90;其中:
27.该机架10上设置有用于安装上述各机构的工作台11,该转盘机构20具有转盘、第一安装盘22和第二安装盘23,该转盘可转动式安装于工作台11上,该第一安装盘22和第二安装盘23沿转盘中心轴由下至上依次紧固层叠设置于转盘上方,该转盘上沿其圆周间隔设置有复数个用于放置端盖的放料座211;该进料机构100、第一安装机构300、第二安装机构30、接地片检测机构40、电路板安装机构50、电路板检测机构60、焊接机构70、不合格品回收机构80和出料机构90依次沿转盘转动方向设置并与转盘圆周的放料座211相对应。
28.该转盘机构20还包括旋转驱动电机和安装轴,该旋转驱动电机的输出端连接转盘,该转盘可转动式位于安装轴外侧,该第一安装盘22和第二安装盘23紧固安装于安装轴上;进料机构100对端盖进料并转移至转盘机构20上,转盘机构20带动端盖转动至第一安装机构300测旁,第一安装机构300将第一个接地片安装在端盖中,转盘机构20带动端盖转动至第二安装机构30侧旁,第二安装机构30将第二个接地片安装在端盖中,接地片检测机构40检测端盖中是否安装上第一个接地片和第二个接地片,电路板安装机构50将电路板安装在端盖中,电路板检测机构60检测电路板是否漏装及是否安装到位,焊接机构70将电路板焊接到端盖中,不合格品回收机构80将不合格品进行回收,出料机构90对合格品出料;通过采用进料机构100、转盘机构20、第一安装机构300、第二安装机构30、接地片检测机构40、电路板安装机构50、电路板检测机构60、焊接机构70、不合格品回收机构80和出料机构90,实现了端盖的自动化进料、转动、安装第一个接地片、安装第二个接地片、检测接地片、安装电
路板、检测电路板、焊接、不合格品回收和出料,降低了人工成本,提高了工作效率。
29.该第一安装机构300和第二安装机构30均包括用于对接地片上料的上料组件31、用于对接地片移料的移料组件32和用于将接地片安装在端盖中的安装组件33,该安装组件33紧固安装于第一安装盘22上,该上料组件31的上料端与移料组件32的移料端相对应,该安装组件33的安装端可移动式与移料组件32的移料端相对应,该安装组件33的安装端位于放料座211的上方。
30.通过将安装组件33安装在第一安装盘22上,第二安装盘23用于放置控制器,增加了空间利用率,减小了占用面积,整体结构更加紧凑;上料组件31对接地片上料至移料组件32上,移料组件32将接地片移动至安装组件33下方,安装组件33将移料组件32上的接地片转移并安装在放料座211上的端盖中;整体结构紧凑,操作方便,工作效率高。
31.上料组件31包括振动盘311和直振送料器312,该直振送料器312安装于振动盘311的出料端;该移料组件32包括移料驱动气缸和移料板,该移料板安装于移料驱动气缸的输出端,该直振送料器312将接地片送至移料板上,该移料驱动气缸驱动移料板移动将接地片送至安装组件33的下方。
32.该安装组件33包括纵向驱动气缸331、竖向驱动气缸332和真空吸头333,该纵向驱动气缸331纵向的紧固安装于第一安装盘22上,该竖向驱动气缸332安装于纵向驱动气缸331的输出端,该真空吸头333弹性安装于竖向驱动气缸332的输出端,该真空吸头333侧旁设置有用于对接地片导向的导向块334。
33.真空吸头333将移料组件32上的接地片吸住,真空吸头333在纵向驱动气缸331和竖向驱动气缸332的驱动下进行纵向和竖向移动,满足接地片的位置移动要求,在接地片安装到端盖过程中,导向块334对接地片起到导向作用,防止接地片位置偏移。
34.该接地片检测机构40包括支架41、升降气缸42和两个接近传感器43,该升降气缸42紧固安装于支架41上,该两个接近传感器43紧固安装于升降气缸42的输出端,该两个接近传感可升降式与两个接地片相抵接;接近传感器43可以感应接地片的有无,通过设置两个接近传感器43,可以检测到端盖中是否已经安装了两个接地片,进而降低了次品率。
35.该电路板安装机构50包括纵向驱动组件51、竖向驱动组件52和旋转夹紧气缸53,该纵向驱动组件51安装于第一安装盘22上,该竖向驱动组件52安装于纵向驱动组件51的输出端,该旋转夹紧气缸53安装于竖向驱动组件52的输出端,该旋转夹紧气缸53的夹紧端设置有用于压固电路板的压头,该旋转夹料气缸可移动式位于放料座211上方。
36.该旋转夹紧气缸53夹紧电路板,压头向下抵接在电路板上侧壁,防止了旋转夹紧气缸53在转移电路板时电路板发生位置偏移,提高了电路板安装的精准度;旋转夹紧气缸53在纵向驱动组件51和竖向驱动组件52的驱动下进行纵向移动和竖向移动,旋转夹紧气缸53带着电路板旋转90度,旋转夹紧气缸53将电路板安装于放料座211上的端盖中;该纵向驱动组件51包括纵向驱动气缸和纵向滑座,该纵向驱动气缸纵向的安装于第一安装盘22上,该纵向驱动气缸的轴端连接纵向滑座;该竖向驱动组件52包括竖向驱动气缸和竖向滑座,该竖向驱动气缸竖向的安装于纵向滑座上,该竖向驱动气缸的轴端连接竖向滑座;该旋转夹紧气缸53安装于竖向滑座上。
37.该电路板检测机构60包括支撑柱61和激光位移检测器62,该激光位移检测器62紧固安装于支撑柱61上,该激光位移检测器62朝向放料座211;端盖放置于放料座211上,电路
板安装于端盖中,安装到位的电路板安装处到激光位移检测器62之间的距离为设定值,激光位移检测器62测定其与电路板安装处之间的距离,如果距离小于设定值,则说明电路板在端盖中未安装到位;如果距离大于设定值,则说明端盖中未安装上电路板。
38.该焊接机构70包括压紧组件71、横向驱动组件72、升降驱动组件和激光焊接机73,该压紧组件71包括压紧驱动气缸711和压块712,该压紧驱动气缸711的轴端连接压块712,该压块712与端盖相抵接;该升降驱动组件安装于横向驱动组件72的输出端,该激光焊接机73安装于升降驱动组件的输出端,该激光焊接机73朝向端盖。
39.该横向驱动组件72包括横向驱动气缸和横向滑座,该横向滑座安装于横向驱动气缸的输出端;该升降驱动组件包括升降驱动气缸和升降滑座,该升降驱动气缸安装于横向滑座上,该升降驱动气缸的轴端连接升降滑座;该激光焊接机73紧固安装于升降滑座上;压紧组件71将放料座211上的端盖压紧,激光焊接机73将电路板与端盖焊接在一起。
40.该不合格品回收机构80包括纵向驱动气缸81、竖向驱动气缸82、旋转夹紧气缸83和回收箱84,该竖向驱动气缸82安装于纵向驱动气缸81的输出端,该旋转夹紧气缸83安装于竖向驱动气缸82的输出端,该旋转夹紧气缸83与放料座211相对应,该旋转夹紧气缸83可移动式位于回收箱84上方。
41.旋转夹紧气缸83将合格品旋转180度,转盘机构20将合格品旋转至出料机构90侧旁,出料机构90对合格品出料;旋转夹紧气缸83将不合格品夹紧,在纵向驱动气缸81和竖向驱动气缸82驱动下将不合格品转移至回收箱84中。
42.该进料机构100和出料机构90均包括传送组件91和搬运组件92,该传送组件91包括电机和传动带,该电机的输出端连接传动带;该搬运组件92包括纵向驱动气缸921、竖向驱动气缸922和旋转夹紧气缸923,该竖向驱动气缸922安装于纵向驱动气缸921的输出端,该旋转夹紧气缸923安装于竖向驱动气缸922的输出端;该旋转夹紧气缸923可移动式位于传动带侧旁。
43.旋转夹紧气缸923夹紧端盖,旋转夹紧气缸923在纵向驱动气缸921和竖向驱动气缸922的驱动下进行纵向和竖向移动,该旋转夹紧气缸923将端盖搬运至传动带上,电机驱动传动带移动,传动带对端盖进行传送。
44.该接地片及电路板组装机的使用方法及原理如下:
45.进料机构对端盖进料并转移至转盘机构上,转盘机构带动端盖转动至第一安装机构测旁,第一安装机构将第一个接地片安装在端盖中,转盘机构带动端盖转动至第二安装机构侧旁,第二安装机构将第二个接地片安装在端盖中,接地片检测机构检测端盖中是否安装上第一个接地片和第二个接地片,电路板安装机构将电路板安装在端盖中,电路板检测机构检测电路板是否漏装及是否安装到位,焊接机构将电路板焊接到端盖中,不合格品回收机构将不合格品进行回收,出料机构对合格品出料。
46.本实用新型的设计重点在于,通过采用进料机构、转盘机构、第一安装机构、第二安装机构、接地片检测机构、电路板安装机构、电路板检测机构、焊接机构、不合格品回收机构和出料机构,实现了端盖的自动化进料、转动、安装第一个接地片、安装第二个接地片、检测接地片、安装电路板、检测电路板、焊接、不合格品回收和出料,降低了人工成本,提高了工作效率;采用接地片检测机构检测接地片是否安装到端盖中,提高了安装的精准度,降低了次品率。
47.以上所述,仅是本实用新型的较佳实施例而已,并非对本实用新型的技术范围作任何限制,故凡是依据本实用新型的技术实质对以上实施例所做的任何细微修改、等同变化与修饰,均仍属于本实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1