一种电机线圈R角成型工装的制作方法
一种电机线圈r角成型工装
技术领域
1.本实用新型涉及电机技术领域,尤其是涉及一种电机线圈r角成型工装。
背景技术:
2.目前电机线圈在制作过程中,由于下线需要,需将线圈某些弯曲处做成r型,俗称r角,目前国内预制线圈大多以手工制作为主,由于制作工艺的原因,r角也是电机线圈故障的高发点之一,其主要原因是r角制作首先需要将扁铜线组延厚度维度做360度弯曲,然后将两端再延宽度维度弯曲成一定角度,是整个线圈应力最为集中的一点,弯曲时难度大,对工人技术要求高。
3.现在技术缺点是费时费力,工效低,成型质量差:传统制作过程需要工人将线圈利用台虎钳弯曲成大致形状后,不断以木槌敲击整形,制作过程中,线圈r角弯曲处极易发生损伤,为电机大修后运行埋下隐患。
技术实现要素:
4.针对现有技术不足,本实用新型是提供一种电机线圈r角成型工装,以达到电机线圈r角成型简便,并且成型质量好的目的。
5.为了解决上述技术问题,本实用新型所采用的技术方案为:
6.该电机线圈r角成型工装,包括工装底板,所述工作底板上设有成型模座、成型压板、固定模板以及活动压型板,所述成型模座的一侧设有用于放置电机线圈弯角处的开口,成型压板的下端铰接在开口中,所述固定模板为相对设置的一对,一对固定模板分别设在开口的两侧,所述活动压型板对应固定模板可移动设置。
7.进一步的:
8.所述开口的内侧为弧形结构。
9.所述成型模座上对应开口处设有用于穿过电机线圈弯角处进行定位的销轴。
10.所述活动压型板包括两个斜板,每个斜板与一侧的固定模板相对应设置,两个斜板内端之间通过弧形板相连。
11.所述固定模板和斜板相平行设置。
12.还包括用于驱动活动压型板相对成型模座移动的驱动结构,驱动结构设在工装底板上。
13.所述活动压型板的两个斜板之间设有连接板,连接板与驱动结构相连。
14.所述驱动结构为液压缸,液压缸的活塞杆端部与连接板的中间位置相连。
15.本实用新型与现有技术相比,具有以下优点:
16.该电机线圈r角成型工装结构设计合理,降低了r角制作的技术难度,操作简便,提高了r角成型效率以及质量,消除了线圈弯曲过程中的绝缘受损可能,大大降低了线圈r角处的故障率,有效提高了电机使用寿命,从而减少生产损失。
附图说明
17.下面对本说明书各幅附图所表达的内容及图中的标记作简要说明:
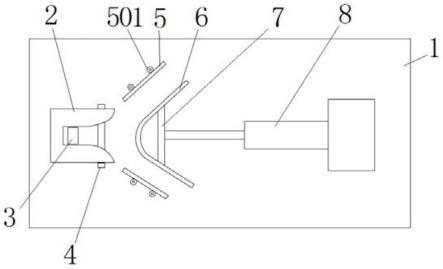
18.图1为本实用新型工装结构示意图。
19.图2为本实用新型成型模座示意图。
20.图中:
21.1.工装底板、2.成型模座、3.成型压板、4.销轴、5.固定模板、501.定位螺母、6.活动压型板、7.连接板、8.液压缸、9.电机线圈。
具体实施方式
22.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式作进一步详细的说明。
23.如图1和图2所示,该电机线圈r角成型工装,包括工装底板1和设在工作底板上的成型模座2、成型压板3、固定模板5以及活动压型板6;成型模座2的一侧设有用于放置电机线圈弯角处的开口,成型压板3的下端铰接在开口中,成型压板3的上端为手柄端,通过成型压板3可对电机线圈9弯角处压弯预成型。
24.成型模座2的开口内侧为弧形结构,电机线圈受力均匀不易损坏;成型模座上对应开口处设有用于穿过电机线圈弯角处进行定位的销轴4,通过销轴限位,成型稳定可靠。
25.固定模板5为相对设置的一对,一对固定模板分别设在开口的两侧,活动压型板对应固定模板可移动设置,通过活动压型板和固定模板配合将两侧的电机线圈夹紧定型。每个固定模板的外侧设有一对定位螺母501,通过紧固件固定,可以根据规格进行位置调整。
26.优选的,活动压型板6包括两个斜板,每个斜板与一侧的固定模板相对应设置,两个斜板内端之间通过弧形板相连,弧形板相连不易对线圈造成损伤;固定模板和斜板相平行设置。
27.进一步的,本实用新型还包括用于驱动活动压型板相对成型模座移动的驱动结构,驱动结构设在工装底板上;优选的,驱动结构为液压缸8,通过液压缸驱动活动压型板向固定模板方向移动夹紧电机线圈定型,操作简便。
28.活动压型板的两个斜板之间设有连接板7,液压缸的活塞杆端部与连接板的中间位置相连;通过连接板可对两个斜板进行支撑,结构可靠;通过内侧连接板与液压缸相连,结构紧凑。
29.本实用新型工装根据线圈尺寸,制作不同规格的压型模,压型模分为活动压型模和固定模板,用液压缸顶压压型模成型的方式取代了以往敲击成型的工艺;压型工装在r角成型过程中,使线圈受力更匀,也更易操作,有效提高了制作效率,并提高了线圈制作质量。
30.本实用新型电机线圈r角成型工装结构设计合理,降低了r角制作的技术难度,操作简便,提高了r角成型效率以及质量,消除了线圈弯曲过程中的绝缘受损可能,大大降低了线圈r角处的故障率,有效提高了电机使用寿命,从而减少生产损失。
31.上述仅为对本实用新型较佳的实施例说明,上述技术特征可以任意组合形成多个本实用新型的实施例方案。
32.上面结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的构思和技术方案进行的各种非实质性的改进,
或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
技术特征:
1.一种电机线圈r角成型工装,包括工装底板,其特征在于:所述工作底板上设有成型模座、成型压板、固定模板以及活动压型板,所述成型模座的一侧设有用于放置电机线圈弯角处的开口,成型压板的下端铰接在开口中,所述固定模板为相对设置的一对,一对固定模板分别设在开口的两侧,所述活动压型板对应固定模板可移动设置。2.如权利要求1所述电机线圈r角成型工装,其特征在于:所述开口的内侧为弧形结构。3.如权利要求1所述电机线圈r角成型工装,其特征在于:所述成型模座上对应开口处设有用于穿过电机线圈弯角处进行定位的销轴。4.如权利要求1所述电机线圈r角成型工装,其特征在于:所述活动压型板包括两个斜板,每个斜板与一侧的固定模板相对应设置,两个斜板内端之间通过弧形板相连。5.如权利要求4所述电机线圈r角成型工装,其特征在于:所述固定模板和斜板相平行设置。6.如权利要求4所述电机线圈r角成型工装,其特征在于:还包括用于驱动活动压型板相对成型模座移动的驱动结构,驱动结构设在工装底板上。7.如权利要求6所述电机线圈r角成型工装,其特征在于:所述活动压型板的两个斜板之间设有连接板,连接板与驱动结构相连。8.如权利要求7所述电机线圈r角成型工装,其特征在于:所述驱动结构为液压缸,液压缸的活塞杆端部与连接板的中间位置相连。
技术总结
本实用新型公开了一种电机线圈R角成型工装,包括工装底板,所述工作底板上设有成型模座、成型压板、固定模板以及活动压型板,所述成型模座的一侧设有用于放置电机线圈弯角处的开口,成型压板的下端铰接在开口中,所述固定模板为相对设置的一对,一对固定模板分别设在开口的两侧,所述活动压型板对应固定模板可移动设置。该电机线圈R角成型工装结构设计合理,降低了R角制作的技术难度,操作简便,提高了R角成型效率以及质量,消除了线圈弯曲过程中的绝缘受损可能,大大降低了线圈R角处的故障率,有效提高了电机使用寿命,从而减少生产损失。从而减少生产损失。从而减少生产损失。
技术研发人员:周方 秦建春 刘西沉 谢康 林世辉 李文来 胡辉 袁超
受保护的技术使用者:新余钢铁股份有限公司
技术研发日:2022.05.25
技术公布日:2022/11/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1