一种杯形绕组漆包线的加热定型工装的制作方法
1.本实用新型涉及杯形绕组技术领域,特别是涉及一种杯形绕组漆包线的加热定型工装。
背景技术:
2.杯形绕组结构特殊,其展开形状为斜线、菱形折线或者多边形折线,要把一根铜线绕制成几百根斜线、菱形折线或者多边形折线,经过压扁,滚圆,整成杯形,多用于无铁芯无刷或有刷电机,其几乎无齿槽转矩,转动平滑,体积小,在电机行业得到大量应用。
3.杯形绕组的体积小,而其内部绕组漆包线又特别细密,漆包线数量大,缠绕紧密,导致内部接线需要牵引至外部来连接,可是漆包线直接连接在外部又不适用于很多工作场景,需要用包裹了绝缘胶套的常规电线进行牵引至杯形绕组的结构外部进行连线。
4.杯形绕组使用的是自粘性漆包线,漆包线缠绕完成后需要定型,有的是需要加热定型的,可是定型时容易热量集中在内侧或者外侧,导致多层缠绕的漆包线受热不均匀,这会导致绕组的漆包线局部粘合不紧密容易散开,而且漆包线加热时,需要紧密定型,避免漆包线加热后失去固定形状而松垮。
5.基于此,本实用新型设计了一种杯形绕组漆包线的加热定型工装,以解决上述问题。
技术实现要素:
6.本实用新型的目的在于提供一种杯形绕组漆包线的加热定型工装,能够将杯形绕组进行紧密的包裹定型,并对其进行限位,还能直接将漆包线整体包裹后进行加热,还能将热量进行传递包裹整个绕组的漆包线,使其内外层都能受热粘黏定型,并按照设定厚度进行紧密粘黏,并且加热过程不会松散变形。
7.本实用新型是这样实现的:一种杯形绕组漆包线的加热定型工装,包括:
8.定型筒、加热座和顶盖
9.所述定型筒为两端开口的完整圆筒,所述定型筒由多个拼装侧板能分离的相互拼接而成,所述拼装侧板为竖直的弧形板,相邻的两个所述拼装侧板之间通过调节螺栓锁接;
10.所述加热座为圆柱形底座,所述加热座顶部还由下至上固定设置了圆柱形的套装柱和圆柱形的对接台,所述对接台、套装柱和加热座组成半径依次递增的圆形台阶,所述对接台顶部向下开设了导向槽;所述加热座、套装柱、导向槽和对接台的竖直轴线重合,所述套装柱内部还设置了电热丝,所述电热丝与外接电源连接;
11.所述顶盖为圆形盖子,所述顶盖盖合面凹陷设置了对接槽,所述对接槽内凸设了导向块;
12.所述顶盖的盖合面盖装在套装柱顶部平面,所述对接槽能分离的套装在对接台顶部盖合,所述导向块与导向槽相互套装配合导向。
13.进一步地,每片所述拼装侧板的两侧拼接面都是竖直的平面,所述拼装侧板的一
侧拼接面上开设了两个水平的锁接螺孔,两个所述锁接螺孔在同一竖直平面内上下分布,所述拼装侧板的另一侧拼接面上开设了两个圆形的锁接槽,所述锁接槽的外侧和端口穿透拼装侧板的外侧壁,每个所述锁接槽的槽底还开设一个通孔,每个所述通孔与一个锁接螺孔在同一高度位置,每个所述拼装侧板的两个通孔与另一个拼装侧板的两个锁接螺孔匹配对接,所述锁接螺孔与通孔通过调节螺栓锁紧。
14.进一步地,所述加热座、套装柱和对接台为不锈钢制成的整体结构,所述电热丝的发热段设置在套装柱的内部,所述电热丝的电连接线由加热座底部伸出。
15.进一步地,所述导向槽为正方形的凹槽,所述导向块为正方形的凸块,所述导向块与导向槽为间隙配合,且间隙不超过0.2mm;
16.所述套装柱的直径小于对接槽的直径,所述顶盖的直径小于定型筒的内环孔径。
17.本实用新型的有益效果是:1、本实用新型通过定型筒和套装柱相互配合,将杯形绕组的内外层都限制夹持,从而使杯型绕组上缠绕的漆包线进行限位和定型,还能通过调节螺栓微调定型筒的直径,从而能够对厚度略微不同的杯形绕组进行夹紧,而且夹持方式是侧向水平受力的拉紧,使其锁紧更加稳定,而且使用了多个调节螺栓,调节和受力更加均匀,定型空间也更加均匀;
18.2、通过电热丝将套装置进行加热,并使杯形绕组在有限的空间内受热,从而使杯形绕组整体一起受热定型,受热更加均衡,而且直接夹持定型,使用更加方便。
附图说明
19.下面参照附图结合实施例对本实用新型作进一步的说明。
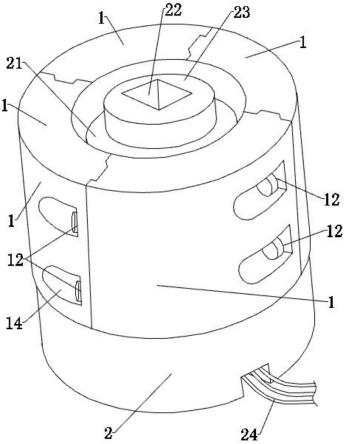
20.图1为本实用新型整体结构示意图;
21.图2为本实用新型加热座结构示意图;
22.图3为本实用新型定型筒与调节螺栓剖面图;
23.图4为本实用新型顶盖的盖盒面结构示意图;
24.图5为本实用新型定型筒结构俯视图;
25.图6为本实用新型盖合了顶盖的组装结构示意图。
26.附图中,各标号所代表的部件列表如下:
27.1-定型筒,11-拼装侧板,12-调节螺栓,13-锁接螺孔,14-锁接槽,15-通孔,2-加热座,21-套装柱,22-导向槽,23-对接台,24-电热丝,3-顶盖,31-对接槽,32-导向块。
具体实施方式
28.请参阅图1至6所示,本实用新型提供一种技术方案:一种杯形绕组漆包线的加热定型工装,包括:
29.定型筒1、加热座2和顶盖3
30.所述定型筒1为两端开口的完整圆筒,所述定型筒1由多个拼装侧板11能分离的相互拼接而成,所述拼装侧板11为竖直的弧形板,相邻的两个所述拼装侧板11之间通过调节螺栓12锁接;
31.所述加热座2为圆柱形底座,所述加热座2顶部还由下至上固定设置了圆柱形的套装柱21和圆柱形的对接台23,所述对接台23、套装柱21和加热座2组成半径依次递增的圆形
台阶,所述对接台23顶部向下开设了导向槽22;所述加热座2、套装柱21、导向槽22和对接台23的竖直轴线重合,所述套装柱21内部还设置了电热丝24,所述电热丝24与外接电源连接;
32.所述顶盖3为圆形盖子,所述顶盖3盖合面凹陷设置了对接槽31,所述对接槽31内凸设了导向块32;
33.所述顶盖3的盖合面盖装在套装柱21顶部平面,所述对接槽31能分离的套装在对接台23顶部盖合,所述导向块32与导向槽22相互套装配合导向,能够将杯形绕组进行紧密的包裹定型,并对其进行限位,还能直接将漆包线整体包裹后进行加热,还能将热量进行传递包裹整个绕组的漆包线,使其内外层都能受热粘黏定型,并按照设定厚度进行紧密粘黏,并且加热过程不会松散变形。
34.其中,每片所述拼装侧板11的两侧拼接面都是竖直的平面,所述拼装侧板11的一侧拼接面上开设了两个水平的锁接螺孔13,两个所述锁接螺孔13在同一竖直平面内上下分布,所述拼装侧板11的另一侧拼接面上开设了两个圆形的锁接槽14,所述锁接槽14的外侧和端口穿透拼装侧板11的外侧壁,每个所述锁接槽14的槽底还开设一个通孔15,每个所述通孔15与一个锁接螺孔13在同一高度位置,每个所述拼装侧板11的两个通孔15与另一个拼装侧板11的两个锁接螺孔13匹配对接,所述锁接螺孔13与通孔15通过调节螺栓12锁紧,通过这样的结构能够不用用力推动绕组外部缠绕的漆包线,就能将杯型绕组的外部进行夹持,有效避免推送的过程导致线束散开,而且本装置夹持紧密,定型效果好,这样的结构还能调节夹持力度,使用方便;
35.加热座2、套装柱21和对接台23为不锈钢制成的整体结构,所述电热丝24的发热段设置在套装柱21的内部,所述电热丝24的电连接线由加热座2底部伸出,便于对杯型绕组的内部进行加热,并且热传递效果好;
36.导向槽22为正方形的凹槽,所述导向块32为正方形的凸块,所述导向块32与导向槽22为间隙配合,且间隙不超过0.2mm;
37.所述套装柱21的直径小于对接槽31的直径,所述顶盖3的直径小于定型筒1的内环孔径,这样能使顶盖3与对接台23定位准确,对接稳定,而且配合紧密。
38.在本实用新型的一个具体实施例中:
39.本实用新型实施例通过提供一种杯形绕组漆包线的加热定型工装,本实用新型所遇到的技术问题是:1、目前杯形绕组因为体积小,绕组上缠绕的漆包线都是直接外部烘烤加热,使其加热定型,这种方式外部定型,缠绕在内部的线束可能受热不均匀,难以定型,导致后期使用时有松散的可能;2、漆包线都是外层加热容易,内层加热困难,而一旦温度过高,大约超过70℃,漆包线的绝缘层就失效了,而当需要给内层加热时,外层受热过量,就有失效的风险,因此常规的加热方式比较容易出现问题;3、现有的杯形绕组加热方式,就是将漆包线缠绕紧密,因为目前加热定型时漆包线就基本依靠这种缠绕的力来进行约束,缠的越紧,加热时定型形状越稳定,而漆包线加热表面软化粘黏定型,没有约束时,软化的漆包线很容易发生形变松散,导致定型不成形。
40.本实用新型所解决的技术问题是:通过定型筒1和套装柱21的夹持加热,使杯型绕组由内而外的夹持限位加热,使其受热均匀并且形状固定。
41.实现了的技术效果为:1、本实用新型通过定型筒1和套装柱21相互配合,将杯形绕组的内外层都限制夹持,从而使杯型绕组上缠绕的漆包线进行限位和定型,还能通过调节
螺栓12微调定型筒的直径,从而能够对厚度略微不同的杯形绕组进行夹紧,而且调节螺栓12的锁紧方式是侧向水平受力的拉紧,使其锁紧更加稳定,而且使用了多个调节螺栓12,调节和受力更加均匀,定型空间也更加均匀,避免一侧翘起导致定型失效;
42.2、通过电热丝24将套装置进行加热,并使杯形绕组在有限的空间内受热,从而使杯形绕组整体一起受热定型,受热更加均衡,而且直接夹持定型,使用更加方便。
43.本实用新型实施例中的技术方案为解决上述问题,总体思路如下:
44.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
45.本实用新型在制作时,先用不锈钢制作定型筒1,定型筒1先加工一个整体的圆筒,内部中空的孔径与杯形绕组线圈缠绕后的设定直径相同,然后将定型筒1沿着侧壁竖直的切割,使其成为均匀的四个大小相同的拼装侧板11,每个拼装侧板11的弧面就是四分之一圆环的弧面,并且切割的侧壁就是四个拼装侧板11相互拼接的竖直侧壁拼接面,切割时,可以在拼接面增加咬合榫卯台阶增加贴合的密封性,也可以每个拼装侧板11单独制作,最终四个拼装侧板11拼装为一个圆筒状的定型筒1即可,如图1和图5所示;
46.而每个拼装侧板11的一侧竖直拼接面上开设两个水平的锁接螺孔13,两个锁接螺孔13成上下水平分布,在同一个拼装侧板11的另一侧拼接面上开设两个锁接槽14,并且锁接槽14的外侧要在拼装侧板11的外侧壁上开口,便于安装调节螺栓12,而每个锁接槽14的底部,也就是最贴合拼装侧板11竖直拼接面的槽底开设通孔15,通孔15的直径要小于调节螺栓12钉头的直径,每个通孔15都与一个锁接螺孔13位置对应,如此两个相邻的拼装侧板11就能通过调节螺栓12锁紧,所述调节螺栓12的一端穿过通孔15锁紧在锁接螺孔13内,所述调节螺栓12的另一端卡紧在锁接槽14内,也就是常规的通过螺栓锁紧即可,只要达到此效果,不局限于通孔15和锁接螺孔13的配合;
47.然后还要制作加热座2,加热座2为圆柱体,顶部固定了圆柱体的套装柱21,套装柱21顶部固定了圆柱体的对接台23,对接台23顶部向下凹陷设置了正方形的导向槽22,导向槽22为向下凹陷的正方形孔;
48.而所述对接台23、套装柱21和加热座2的圆形端面相互对接,且所述加热座2、套装柱21和对接台23的直径依次减小,并且加热座2、套装柱21和对接台23是由下至上依次叠合对接的。
49.再制作一个顶盖3,顶盖3为圆柱形结构,其底部的圆形端面上向上开设了对接槽31,对接槽31所在的顶盖3底部就是其盖合面,而对接槽31的圆心处凸起设置了正方体的导向块32,导向块32的凸起高度不低于1cm进行限位和导向即可。
50.加热座2和对接台23的高度都较小,只要能容纳内部结构和方便抽拉即可,一般加热座2高度为5cm,而对接台23高度为1.5cm即可,顶盖3用于限位高度为4cm即可,一般杯形绕组尺寸固定,杯型绕组的直径一般不超过15cm,高度不超过10cm,而套装柱21的直径要与杯形绕组的内径相互配合,最好是间隙不超过0.2mm的间隙配合,而高度要相同。
51.本实用新型在使用时,将缠绕完成的杯型绕组的漆包线缠紧,然后将其套装在套装柱21上,然后将定型筒11的锁接螺栓12松开,使每个拼装侧板11之间产生缝隙,如此就能增加定型筒11的内孔直径,然后将松开的定型筒11套装在对接在套装柱21外部的杯型绕组外,并将每个调节螺栓12均匀的锁紧,使其位置相对固定,并且使定型筒1与套装柱21的间
隙均匀,确保定型筒1对杯型绕组外的漆包线已经形成力度合适的约束,然后盖上顶盖3,顶盖3的导向块32插入导向槽22内,而对接槽31套装在对接台23顶部,对接台23是凸起在杯形绕组顶部的,对接台23与对接槽31相互上下抵靠对杯型绕组进行限位,顶盖3的外部插入在定型筒1内孔内,从而将杯形绕组全面进行夹紧,杯型绕组的底部被加热座2支撑限位了,顶部被顶盖3压紧了,内层被套装柱21撑起,外层被定型筒1夹紧,然后再开启电热丝24,将杯型绕组加热定型,一般加热温度不会超过60摄氏度,确保漆包线绝缘稳定,加热定型后,漆包线自行粘黏为固定形状,然后形成形状固定的杯形绕组,最后松开调节螺栓12,拆除定型筒1,杯型绕组外部的漆包线保持稳定,而因为套装柱21外部还套粘黏一层隔离纸,因此拔出杯形绕组时更加顺畅,如此就加工完成了。
52.虽然以上描述了本实用新型的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本实用新型的范围的限定,熟悉本领域的技术人员在依照本实用新型的精神所作的等效的修饰以及变化,都应当涵盖在本实用新型的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1