电动机转子及电动机的制作方法
1.本实用新型涉及电动机的技术领域,尤其是涉及一种电动机转子及电动机。
背景技术:
2.低压三相异步电动机是一种量大面广的工业产品,电机的核心结构件为定子和转子,转子由转子铁芯、铸铝和转轴组成。转子铁芯由转子冲片叠压而成,转子冲片在冲剪过程中冲剪出转子槽和轴孔,转子冲片依次叠压后,转子冲片的冲片槽在轴向形成了转子槽。在低压三相异步电动机中,转子槽中通常用铸铝填充,和端部的铸铝环构成回路,通过定子绕组电流建立的电磁场切割转子的铸铝回路产生转子电流,推动电机转动。
3.低压三相异步电动机的转子槽通常采用半开口槽,但在高效电机中,为了改善气隙磁密波形和降低杂散损耗,降低齿槽效应对电机性能的影响,半闭口槽设计成为了一种有效的方法在转子槽型冲剪过程中,桥拱初始厚度为x+y,其中x为气隙长度,y为转子表面加工后的桥拱的实际厚度。实际桥拱的传统加工过程为:将转子冲片叠片成转子铁芯;在转子铁芯的转子槽和转子铁芯两端铸铝,形成铸铝转子;加工铸铝转子外表面,切削掉厚度为x的气隙,剩余的y尺寸即为桥拱的实际厚度。
4.由此可见,在传统加工过程中,桥拱的初始厚度为x+y,厚度较大,便于冲剪,且在切削掉厚度为x的气隙过程中,转子槽中已经进行了铸铝,铸铝对加工转子桥拱表面起到了支撑作用,所以y的尺寸可以设计的很小。
5.上述的加工铸铝转子外表面生成气隙的工艺,具有工艺难度低、转子表面整齐的优点,但是在切削过程中,会不可避免的出现冲片粘连的现象,即在加工的转子表面会出现金属的边形、毛刺,会使转子表面的冲片间形成导电回路,形成涡流损耗,对电机效率产生不利影响。
6.为了降低这种由于转子表面加工而引起的涡流损耗,冲剪气隙工艺逐渐成为了一种重要的降耗工艺,即电机的气隙是冲剪过程中直接生成的,避免了切削铸铝转子表面,从而避免了冲片粘连现象。但冲剪气隙的工艺与半闭口槽结合使用时,实际桥拱厚度y为直接冲剪而成,小于转子表面切削工艺时的初始桥拱厚度x+y,当y的值较小时,冲剪难度会增加,所以y的实际值受到工艺水平的限制,通常大于0.2mm,大外径电机的取值相应更大,大大限制了电机的设计和性能。
技术实现要素:
7.本实用新型的目的在于提供电动机转子及电动机,以缓解桥拱厚度较大,限制了电机的性能的技术问题。
8.第一方面,本实用新型提供一种电动机转子,包括转子主体,沿所述转子主体的周向设置有多个半闭口槽,所述半闭口槽的远离所述转子主体的圆心的一端设置有槽口,且在槽口的长度方向的两侧分别设置有一个桥拱槽;在所述半闭口槽内安装有用于封闭槽口的桥拱片;
9.所述桥拱片的长度方向的两侧分别设置有一个桥拱边,且所述桥拱边位于所述桥拱槽内,且所述桥拱边始终具有向所述桥拱槽运动的趋势。
10.在可选的实施方式中,所述槽口的远离所述转子主体的圆心的一端到另一端的距离为a,0.1mm≤a≤0.5mm。
11.在可选的实施方式中,所述桥拱槽的长边的长度为b,0.2mm≤b≤0.8mm,且桥拱槽的短边的远离所述长边的一端到所述长边的距离为c,0.2mm≤c≤0.5mm。
12.在可选的实施方式中,所述桥拱槽的长边与所述短边的夹角为α,且95
°
≤α≤145
°
。
13.在可选的实施方式中,两个所述桥拱槽的长边的夹角为β,且80
°
≤β≤100
°
。
14.在可选的实施方式中,所述桥拱片包括拱片主体,在所述拱片主体的长度方向的两侧分别设置一个所述桥拱边;且两个桥拱边的夹角为γ,且γ>β。
15.在可选的实施方式中,1
°
≤γ-β≤4
°
。
16.在可选的实施方式中,所述桥拱片的材质为硅钢片。
17.在可选的实施方式中,所述桥拱片的厚度为d,且0.1mm≤d≤0.5mm。
18.本实用新型提供的电动机转子的半闭口槽设置有槽口,桥拱片的桥拱边能够安装在桥拱槽内,这样使槽口封闭形成闭口槽;由于桥拱片可以单独进行加工,这样解决了冲剪工艺下桥拱厚度受到限制的问题;这样使桥拱片具有最佳的厚度,进而使电动机具有最佳的性能。
19.第二方面,本实用新型提供一种电动机,包括前述实施方式任一项所述电动机转子。
20.本实用新型还提供一种电动机,该电动机采用上述的电动机转子,从而具有电动机转子的一切有益效果。
附图说明
21.为了更清楚地说明本实用新型具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本实用新型的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
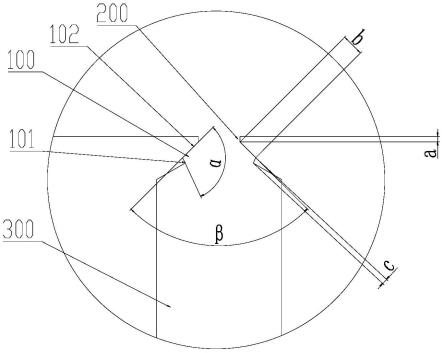
22.图1为本实用新型实施例提供的电动机转子的局部结构示意图;
23.图2为图1所示的电动机转子的桥拱片的结构示意图;
24.图3为图1所示的电动机转子的转子主体与桥拱片连接的结构示意图。
25.图标:100-桥拱槽;101-短边;102-长边;200-槽口;300-半闭口槽;400-桥拱片;401-桥拱边;402-拱片主体;500-转子主体;600-铸铝。
具体实施方式
26.下面将结合实施例对本实用新型的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
27.实施例
28.参照图1-图3,本实用新型提供一种电动机转子,包括转子主体500,沿所述转子主体500的周向设置有多个半闭口槽300,所述半闭口槽300的远离所述转子主体500的圆心的一端设置有槽口200,且在槽口200的长度方向的两侧分别设置有一个桥拱槽100;在所述半闭口槽300内安装有用于封闭槽口200的桥拱片400;
29.所述桥拱片400的长度方向的两侧分别设置有一个桥拱边401,且所述桥拱边401位于所述桥拱槽100内,且所述桥拱边401始终具有向所述桥拱槽100运动的趋势。
30.在一些实施例中,该电动机转子的转子主体500的周向均匀设置有多个半闭口槽300,且该半闭口槽300的远离所述转子主体500的圆心的一端设置有槽口200;为了使具有槽口200的半闭口槽300形成半闭口槽300,在槽口200的长度方向的两侧分别设置有一个桥拱槽100。
31.桥拱片400具有两个桥拱边401,每一个桥拱边401对应一个桥拱槽100;将桥拱片400插入到半闭口槽300处的时候,该桥拱片400能够封住槽口200,进而形成闭口槽。
32.为了使桥拱片400能够稳定的插入到半闭口槽300内,该桥拱片400的桥拱边401对桥拱槽100均施加力,进而使桥拱片400牢固的固定在半闭口槽300内,使桥拱边401承担桥拱的功能,使具有槽口200的半闭口槽300,在电动机运行时,实现了闭口槽的效果。
33.由于桥拱片400为后插入到半闭口槽300中形成闭口槽,该桥拱片400可以单独进行加工,这样桥拱片400的厚度可以自由选择,解决了冲剪工艺下桥拱厚度受到限制的问题;单独加工桥拱片400的厚度可以根据桥拱的厚度需求进行加工,进而使桥拱片400形成的桥拱的厚度,能够满足电动机的需求,使电动机具有最佳性能。
34.参照图1,在可选的实施方式中,所述槽口200的远离所述转子主体500的圆心的一端到另一端的距离为a,0.1mm≤a≤0.5mm。
35.在可选的实施方式中,所述桥拱槽100的长边102的长度为b,0.2mm≤b≤0.8mm,且桥拱槽100的短边101的远离所述长边102的一端到所述长边102的距离为c,0.2mm≤c≤0.5mm。
36.在可选的实施方式中,所述桥拱槽100的长边102与所述短边101的夹角为α,且95
°
≤α≤145
°
。
37.在一些实施例中,为了减少模具的损耗和减少桥拱片400与桥拱槽100的短边101的接触面积,桥拱槽100的短边101与长边102的夹角为钝角;缩小了桥拱片400边缘与桥拱槽100的接触面积,增加了接触电阻,最大程度上避免了导电,同时钝角也利于保护模具。
38.桥拱槽100的短边101采用了较大尺寸设计,使得桥拱片400不会因为太窄而难以加工,并避免了径向的槽口200的狭窄封闭结构,使铝水更加容易注入,保证了铸铝600质量。
39.在可选的实施方式中,两个所述桥拱槽100的长边102的夹角为β,且80
°
≤β≤100
°
。
40.参照图2,在可选的实施方式中,所述桥拱片400包括拱片主体402,在所述拱片主体402的长度方向的两侧分别设置一个所述桥拱边401;且两个桥拱边401的夹角为γ,且γ>β。
41.在可选的实施方式中,1
°
≤γ-β≤4
°
。
42.在可选的实施方式中,所述桥拱片400的材质为硅钢片。
43.在可选的实施方式中,所述桥拱片400的厚度为d,且0.1mm≤d≤0.5mm。
44.在一些实施例中,桥拱片400的两个桥拱边401在自然状态下的夹角γ,81
°
≤β≤104
°
;这样将桥拱片400插入到半闭口槽300中的时候,该桥拱边401能够始终对桥拱槽100施加力,使桥拱片400固定在半闭口槽300中。即将桥拱片400两边略压缩后插入转子主体500的桥拱槽100中,在安装过程中会存在一定的涨紧力,保证桥拱片400的定位。
45.本实用新型提供的电动机转子的半闭口槽300设置有槽口200,桥拱片400的桥拱边401能够安装在桥拱槽100内,这样使槽口200封闭形成闭口槽;由于桥拱片400可以单独进行加工,这样解决了冲剪工艺下桥拱厚度受到限制的问题;这样使桥拱片400具有最佳的厚度,进而使电动机具有最佳的性能。
46.参照图3,当所有桥拱片400安装完毕后,打磨掉桥拱片400凸出转子主体500的部分,然后进行铸铝600。
47.电动机转子加工方法包括冲剪气隙:冲片冲剪过程中,一次性冲剪出气隙g=0.85mm;
48.桥拱槽100参数选取:在距离转子冲片外圆a=0.2mm处作为桥拱槽100的上缘,选取两个所述桥拱槽100的长边102的夹角为90
°
,桥拱槽100的长边102为b=0.8mm,所述桥拱槽100的长边102与所述短边101的夹角为α=110
°
,桥拱槽100的短边101的远离所述长边102的一端到所述长边102的距离为c=0.2mm;转子槽型冲剪:通过冲床冲剪转子槽型。
49.桥拱片400制作:将厚度0.2mm的硅钢片剪裁成宽3.18mm,长222mm的矩形,并按照桥拱边401边长=0.95mm,拱片主体402的底长=1.28mm,两个拱桥边夹角γ=94
°
进行加工。根据不同规格电机的具体情况,可将拱片主体402的底长的长度适当缩短0.01mm-0.1mm,以免在安装过程中因桥拱片400边形而导致的安装不到位的情况;
50.桥拱片400安装:一般两个桥拱边401的夹角为γ比两个所述桥拱槽100的长边102的夹角为β大2
°
,将桥拱片400两边略压缩后插入转子的桥拱槽100中,在安装过程中会存在一定的涨紧力,保证桥拱片400的定位;
51.桥拱片400的修整:在所有桥拱片400安装完毕后,打磨掉桥拱片400凸出转子铁芯的部分;
52.铸铝600,完成铸铝600转子的制作。
53.第二方面,本实用新型提供一种电动机,包括前述实施方式任一项所述电动机转子。
54.本实用新型还提供一种电动机,该电动机采用上述的电动机转子,从而具有电动机转子的一切有益效果。
55.最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1