电机铁芯结构以及电机的制作方法
1.本实用新型涉及电机技术领域,尤其涉及电机铁芯结构以及电机。
背景技术:
2.目前空调器均安装有电机,螺杆电机是常见的电机种类,其已在不同产品上应用多年,但螺杆电机在运行过程中会发出较大噪音,尤其是电磁噪音问题突出。电磁噪音通常是因定子和转子之间的气隙不均匀引起,导致电机运转时出现高频电磁音。另外,现有电机铁芯包含定子铁芯和转子铁芯,定子铁芯和转子铁芯均是通过冲片堆叠形成,而冲片的制造工序以及堆叠工序都有一定公差,最终加工得到的铁芯会存在明显的高度缺陷,这会进一步加剧电机运转噪音。
3.因此,如何设计有效降低噪音的电机铁芯结构是业界亟待解决的技术问题。
技术实现要素:
4.为了解决现有电机电磁噪音大的缺陷,本实用新型提出电机铁芯结构以及电机,该电机铁芯结构的定子铁芯和转子铁芯采用旋转叠片,弥补铁芯因冲片公差累计导致的高度差缺陷,实现有效降低电机噪音。
5.本实用新型采用的技术方案是,设计电机铁芯结构,包括:定子铁芯和转子铁芯,定子铁芯通过多个定子冲片堆叠形成,转子铁芯通过多个转子冲片堆叠形成,相邻两个定子冲片之间分隔有绝缘衬垫,多个定子冲片呈螺旋状叠加形成定子铁芯,任意两个相邻的定子冲片在定子铁芯径向上的偏移角度相同,相邻两个定子冲片的定子槽之间存在重叠区域。
6.优选的,定子槽为开口槽,所有定子冲片的同一定子槽划分为一个定子槽组,每个定子槽组的重叠区域在轴向上连通形成呈螺旋状延伸的线槽,线槽在径向上贯穿定子铁芯的内侧壁。
7.优选的,每个转子冲片均匀分布有减重孔。
8.优选的,相邻两个转子冲片的减重孔错开设置,使得一转子冲片的减重孔在轴向上被另一转子冲片的实心部分遮挡。
9.优选的,定子冲片设有沿其周向均匀分布的36个定子槽,转子冲片设有沿其周向均匀分布的44个转子槽,且转子槽为闭口槽。
10.优选的,转子槽沿着转子铁芯的外周圆均匀分布,定子槽沿着定子铁芯的内周圆均匀分布。
11.本实用新型还提出了电机,该电机采用上述的电机铁芯结构。
12.优选的,定子铁芯缠绕有同心式绕组。
13.与现有技术相比,本实用新型具有以下有益效果:
14.1、定子铁芯和转子铁芯采用旋转叠片,弥补铁芯因冲片公差累计导致的高度差缺陷;
15.2、定子铁芯和转子铁芯采用36/44的最优槽配合,转子槽采用闭口槽,有效降低高频电磁音;
16.3、定子绕组采用同心式绕组,使得定子和转子之间的气隙更均匀。
附图说明
17.下面结合实施例和附图对本实用新型进行详细说明,其中:
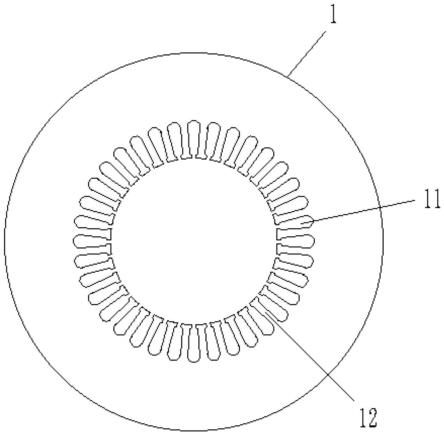
18.图1是本实用新型定子冲片的结构示意图;
19.图2是本实用新型转子冲片的结构示意图。
具体实施方式
20.为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本专利,并不用于限定本专利。
21.如图1、2所示,本实用新型提出的电机铁芯结构适用于电机中,包括但不限于螺杆电机,电机铁芯结构主要有定子铁芯和转子铁芯两大部分,定子铁芯通过多个定子冲片1堆叠形成,所有定子冲片1的形状及尺寸均相同,转子铁芯通过多个转子冲片2堆叠形成,所有转子冲片2的形状及尺寸均相同,转子槽21沿着转子铁芯的外周圆均匀分布,转子槽21采用闭口槽,即转子槽21的周围均是实心部分,转子槽21靠近转子冲片2中心的一端为内端,转子槽21远离转子冲片2的一端为外端,转子槽21的内端和外端均为封闭端。
22.在本实用新型的一些实施例中,定子冲片1设有沿其周向均匀分布的36个定子槽11,转子冲片2设有沿其周向均匀分布的44个转子槽21。上述最优槽配合经过多次验证,采用44槽转子的谐波损耗虽然比槽数更少的转子有所增加,但转子齿谐波幅值减少,它在定子齿中产生的脉振损耗也随之减少,适当增加或减少极靴宽度来改善磁场分布,使得基波更接近正弦波,从而降低高次谐波分量,达到降低电磁噪音的效果。
23.相邻两个定子冲片1之间分隔有绝缘衬垫,通过绝缘衬垫防止漏磁,并且绝缘衬垫能够有效隔热。多个定子冲片1呈螺旋状叠加形成定子铁芯,任意两个相邻的定子冲片1在定子铁芯径向上的偏移角度相同,定子铁芯的所有定子冲片1偏转方向相同,才能在叠加之后在轴向上呈螺旋状,偏转方向可以是顺时针方向或者逆时针方向。
24.为便于理解,下面进行举例说明。
25.以三个定子冲片1为例,三个定子冲片1分别是依次分布的定子冲片n、定子冲片n+1、定子冲片n+2,定子冲片n与定子冲片n+1在径向上的偏移角度为α1,定子冲片n+1与定子冲片n+2在径向上的偏移角度为α1,定子冲片n与定位冲片n+2在径向上的偏移角度为2
×
α1。
26.以五个定子冲片1为例,五个定子冲片1分别是依次分布的定子冲片n、定子冲片n+1、定子冲片n+2、定子冲片n+3、定子冲片n+4,定子冲片n与定子冲片n+1在径向上的偏移角度为α1,定子冲片n+1与定子冲片n+2在径向上的偏移角度为α1,定子冲片n+2与定子冲片n+3在径向上的偏移角度为α1,定子冲片n+3与定子冲片n+4在径向上的偏移角度为α1,定子冲片n与定位冲片n+2在径向上的偏移角度为2
×
α1,定子冲片n与定位冲片n+3在径向上的偏移角度为3
×
α1,定子冲片n与定位冲片n+4在径向上的偏移角度为4
×
α1、以此类推。
27.如图1所示,定子槽11为开口槽,定子槽11靠近定子冲片1中心的一端为内端,定子槽11远离定子冲片1的一端为外端,定子槽11的内端为开口端,外端均为封闭端,定子槽11沿着定子铁芯的内周圆均匀分布。所有定子冲片1的同一定子槽11划分为一个定子槽组,也就是说,定子铁芯具有36个定子槽组,定子槽组中的定子槽11依次沿同一方向偏转,任意两个相邻的定子槽11在径向上的偏移角度相同,相邻两个定子冲片1的定子槽11之间存在重叠区域,每个定子槽组的重叠区域在轴向上连通形成呈螺旋状延伸的线槽。
28.实际上,由于定子槽11为开口槽,相邻两个定子槽11之间的区域形成定子齿12,定子冲片1堆叠之后在定子铁芯的内侧壁周向间隔形成有定子齿组,相邻的两个定子齿组之间形成上述线槽,线槽在径向上贯通至定子冲片1的内周圆。定子冲片1呈螺旋状堆叠的作用是在定子铁芯形成波浪形定子齿组,以此吸收电机转动时产生的噪音,起到降低电机运转噪音和提高电机散热能力的效果。
29.需要说明的是,定子铁芯采用旋转叠片,弥补定子铁芯因定子冲片公差累计导致的高度差缺陷。进一步的,虽然相邻两个定子冲片1的定子槽11之间存在重叠区域,但为了防止漏磁以及隔热,优选方案是利用绝缘衬垫遮挡在重叠区域之间。
30.如图2所示,在一些实施例中,所有转子冲片2的同一转子槽21划分为一个转子槽组,也就是说,转子铁芯具有44个转子槽组,转子槽组中的转子槽21在轴向上对齐,转子槽组呈直线排布。每个转子冲片2均匀分布有减重孔,转子冲片2包括减重孔和位于减重孔之外的实心部分,相邻两个转子冲片2的减重孔错开设置,使得一转子冲片2的减重孔在轴向上被另一转子冲片2的实心部分遮挡,即转子冲片2堆叠时,相邻两个转子冲片2的减重孔与实心部分相互叠压设置。
31.为便于理解,下面进行举例说明。
32.以三个转子冲片2为例,三个转子冲片2分别是依次分布的转子冲片n、转子冲片n+1、转子冲片n+2,转子冲片n的减重孔被转子冲片n+1的实心部分遮挡,转子冲片n+1的减重孔被转子冲片n+2的实心部分遮挡,转子冲片n的减重孔与转子冲片n+2的减重孔在轴向上对齐。
33.以五个转子冲片2为例,五个转子冲片2分别是依次分布的转子冲片n、转子冲片n+1、转子冲片n+2、转子冲片n+3、转子冲片n+4,转子冲片n的减重孔被转子冲片n+1的实心部分遮挡,转子冲片n+1的减重孔被转子冲片n+2的实心部分遮挡,转子冲片n+2的减重孔被转子冲片n+3的实心部分遮挡,转子冲片n+3的减重孔被转子冲片n+4的实心部分遮挡,转子冲片n、转子冲片n+2以及转子冲片n+4的减重孔在轴向上对齐,转子冲片n+1与转子冲片n+3的减重孔在轴向上对齐,以此类推。
34.本实用新型在保证电机磁力线通畅的前提下,通过在转子冲片2内部均布减重孔,可有效降低电机转子的转动惯量,减少电机加减速停止的反应时间,提高电机定位精度、高速往复性能等,解决低转动惯量和转子结构强度之间的矛盾。
35.需要指出的是,转子铁芯采用旋转叠片,弥补转子铁芯因转子冲片公差累计导致的高度差缺陷。实际应用中,定子铁芯和转子铁芯还可以采用端面车削工艺,弥补铁芯的高度差缺陷。
36.本实用新型的电机铁芯结构可以应用在电机中,定子铁芯缠绕有同心式绕组,使之定转子气隙磁密性更加均匀,转子铁芯位于定子铁芯内部,且转子铁芯的外部套有转子
绕组,转子绕组通常采用铸铝工艺进行加工制造。为了提高转子的质量,发明人对转子铸铝工艺进行研究分析,提出转子铁芯铸铝方法,以实现提升转子铸铝质量。
37.具体来说,转子铁芯铸铝方法主要转子铁芯加工阶段、铝液处理阶段以及压铸阶段,转子铁芯加工阶段的工序为将分散的转子冲片进行烘烤,堆叠形成转子铁芯,给转子铁芯预热。铝液处理阶段的工序为将铝液加热之后依次进行精炼除气、除杂以及保温。压铸阶段的工序为给铸铝模具预热,将转子铁芯置于铸铝模具中,再将铝液注入铸铝模具中。
38.在一些实施例中,铝液处理阶段包括以下步骤:
39.将铝液加热至720℃,将除气剂放入钟罩内,再将钟罩放入铝液的2/3深度处,驱动钟罩在铝液内均匀移动,直至铝液无气泡溢出;
40.将除渣剂放入铝液内,将悬浮的铝渣清理干净;
41.将铝液静置保温一定时间后完成铝液处理。
42.以本实用新型的具体应用实例进行说明,转子铁芯铸铝方法包括:
43.采用冲制的转子冲片以散片的方式放入烘烤箱进行烘烤,烘烤2小时左右,烘烤温度为200℃-250℃,将转子冲片堆叠形成转子铁芯,然后给转子铁芯预热;
44.将炉内铝液在720℃温度条件下精炼除气,除气剂用量每次2千克左右,除渣剂用量每次2左右;
45.将除气剂放入钟罩内,钟罩放入铝液深度2/3处,驱动钟罩均匀移动,直到铝液无气泡溢出,表明铝液的气体处理工作完成,除气工作完成后,再放入除渣剂进行除渣,将悬浮的铝渣清理干净,除渣工作完成后,取铝液样品送检,铝液中铝含量al>99.7%才能认定铝液处理合格;
46.将合格的铝液静置保温10分钟后,才能使用铝液压铸闭口槽转子;
47.给铸铝模具预热,将转子铁芯置于铸铝模具中,再将铝液注入铸铝模具中。
48.在实际应用中,根据转子的形状可以选用柱形铸铝模具以方便压铸,铸铝模具安装在压铸机中,压铸机的预热温度为180℃至200℃,注入铝液之前,压铸机进行预压射,连续压射6次以上,耳听压射声音清脆有力后开始压铸产品。
49.本实用新型提出的转子铁芯铸铝方法通过排气、除渣等工序对铝液进行处理,实现转子铸铝质量提升。
50.需要注意的是,上述所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
51.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本技术的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
52.此外,需要说明的是,方位词“内”、“外”是指相对于各部件本身的轮廓的内外,本文中使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
53.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1