一种微型电机的铁芯涂漆装置的制作方法
1.本实用新型涉及电机领域,尤指一种微型电机的铁芯涂漆装置。
背景技术:
2.电机作为驱动装置被使用在各种机械装置上,电机工作时转子会转动,转子主要由转轴、铁芯绕组组成,铜线卷绕在铁芯上形成绕组,铁芯则由多个钢片层叠压合而成,当电机使用在潮湿的环境下时铁芯容易生锈,铁芯的侧壁的锈粉与磁铁摩擦,导致电机内部产生大量锈粉掉落,影响电机的性能,降低了电机的使用寿命,因此需要对此类铁芯的侧壁涂上防锈漆。目前,铁芯的防锈漆涂布作业一般通过人手操作,通过将铁芯一个个地串在铁杆上,带动铁芯在装有油漆的槽上滚动,从而将防锈漆滚压在铁芯的外侧壁上,这种作业方式劳动强度较大,需要投入大量人力,加工效率低。
技术实现要素:
3.本实用新型所要解决的问题在于,提供一种微型电机的铁芯涂漆装置,可以自动完成铁芯的涂漆作业,节省人力,提高加工效率。
4.解决上述技术问题要按照本实用新型提供的一种微型电机的铁芯涂漆装置,包含底座,底座上设置有滚漆槽、上下料机构、卸料槽、滚动机构,滚漆槽用于盛装油漆且其内部并列设置有若干用于对铁芯作支撑的支撑组件,滚动机构用于驱动被支撑在支撑组件上的铁芯在滚漆槽上转动,上下料机构包含设置于滚漆槽一端的转动机构、驱动连接在转动机构上的升降机构、若干驱动连接在升降机构上的气爪,气爪可在转动机构的驱动下在滚漆槽和卸料槽之间往返,升降机构可驱动气爪升降以将待涂漆的铁芯放在支撑组件上或将已涂漆的铁芯从支撑组件上取出。
5.优选地,支撑组件包含分别设置于滚漆槽相对两侧壁上的第一弹性轴、第二弹性轴,第一弹性轴、第二弹性轴均包含弹簧、第一转轴,弹簧两端分别固定连接在滚漆槽内侧壁和第一转轴一端,相对两第一转轴的一端相抵接,第一转轴一端的上下两侧均设置有导向斜面。
6.优选地,滚动机构包含固定连接在底座上的纵向滑座、滑动连接在纵向滑座上的纵向滑板、设置于纵向滑座一侧用于驱动纵向滑板上下移动的第一升降气缸,纵向滑板上贯穿设置有通槽,通槽上转动设置有与支撑组件相对应的滚轮,纵向滑板上设置有用于驱动滚轮转动的回转驱动机构。
7.优选地,转动机构包含固定连接在滚漆槽一端面上的第一驱动电机、与第一驱动电机驱动连接的摆臂,升降机构包含设置于摆臂一端的第二升降气缸、与第二升降气缸驱动连接的垫板,气爪并列设置于垫板底部且与支撑组件对应设置。
8.优选地,回转驱动机构包含第二驱动电机、设置于滚轮上的第二转轴,第二转轴一端和第二驱动电机的输出轴上均套接有同步轮,同步轮之间通过同步带传动连接。
9.优选地,滚漆槽一侧设置有用于储存油漆的储漆箱,储漆箱上设置有将储漆箱中
的油漆输送到滚漆槽中的水泵。
10.优选地,滚漆槽内壁的高位和低位处分别设置有第一液位计和第二液位计,底座一侧设置有与水泵电连接的控制器,第一液位计、第二液位计均与控制器数据连接。
11.本实用新型的有益效果为:本实用新型提供一种微型电机的铁芯涂漆装置,设置独特的装配结构,在滚漆槽中加入适量的防锈漆,通过气爪将待涂漆的铁芯夹住,铁芯将在转动机构、升降机构的带动下被放在支撑组件上,再由滚动机构驱动铁芯在支撑组件的支撑下在滚漆槽上转动,从而将防锈漆滚压在铁芯的外侧壁上,涂漆完成后再由上下料机构将铁芯从支撑组件上取出并将铁芯放入卸料槽中卸料,可以自动完成铁芯的涂漆作业,节省人力,提高加工效率。
附图说明
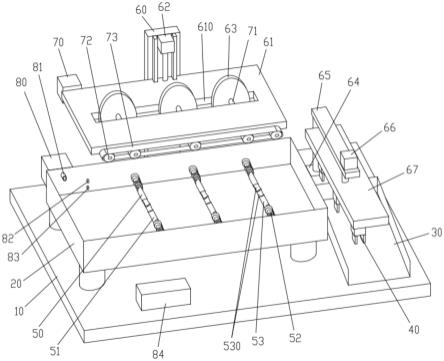
12.图1例示了本实用新型的外形结构示意图。
13.附图标号说明:底座10、滚漆槽20、卸料槽30、气爪40、第一弹性轴50、第二弹性轴51、弹簧52、第一转轴53、导向斜面530、纵向滑座60、纵向滑板61、通槽610、第一升降气缸62、滚轮63、第一驱动电机64、摆臂65、第二升降气缸66、垫板67、第二驱动电机70、第二转轴71、同步轮72、同步带73、储漆箱80、水泵81、第一液位计82、第二液位计83、控制器84。
具体实施方式
14.为使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例的附图,对本公开实施例的技术方案进行清楚、完整地描述。显然,所描述的实施例是本公开的一部分实施例,而不是全部的实施例。
15.基于所描述的本公开的实施例,本领域普通技术人员的在无需创造性劳动的前提下所获得的所有其他实施例,都属于本公开保护的范围。
16.参考图1。
17.本实用新型提供一种微型电机的铁芯涂漆装置,包含底座10,底座10上设置有滚漆槽20、上下料机构、卸料槽30、滚动机构,滚漆槽20用于盛装油漆且其内部并列设置有若干用于对铁芯作支撑的支撑组件,滚动机构用于驱动被支撑在支撑组件上的铁芯在滚漆槽20上转动,上下料机构包含设置于滚漆槽20一端的转动机构、驱动连接在转动机构上的升降机构、若干驱动连接在升降机构上的气爪40,气爪40可在转动机构的驱动下在滚漆槽20和卸料槽30之间往返,升降机构可驱动气爪40升降以将待涂漆的铁芯放在支撑组件上或将已涂漆的铁芯从支撑组件上取出。
18.具体使用时,在滚漆槽20中加入适量的防锈漆,初始时上下料机构位于卸料槽30一侧,通过人手将待涂漆的铁芯放入气爪40的两个夹臂之间,以让气爪40将待涂漆的铁芯夹住,通过转动机构驱动升降机构往滚漆槽20一侧摆动以让各铁芯在气爪40的夹持下位于各支撑组件的上方,再通过升降机构驱动气爪40下降,以气爪40将铁芯放在支撑组件上支撑定位,然后上下料机构复位,再由滚动机构驱动铁芯在在支撑组件的支撑下在滚漆槽20上转动,从而将防锈漆滚压在铁芯的外侧壁上,涂漆完成后再由上下料机构将铁芯从支撑组件上取出并将铁芯放入卸料槽30中卸料,可以自动完成铁芯的涂漆作业,节省人力,提高加工效率。
19.基于上述实施例,支撑组件包含分别设置于滚漆槽20相对两侧壁上的第一弹性轴50、第二弹性轴51,第一弹性轴50、第二弹性轴51均包含弹簧52、第一转轴53,弹簧52两端分别固定连接在滚漆槽20内侧壁和第一转轴53一端,相对两第一转轴53的一端相抵接,第一转轴53一端的上下两侧均设置有导向斜面530。铁芯的内圈直径与第一转轴53的直径匹配,将待涂漆的铁芯放在支撑组件上定位时,铁芯在气爪40的夹持下位于相对两第一转轴53之间,通过升降机构驱动气爪40下降,铁芯底部将抵接在第一转轴53上侧的导向斜面530上,将导致相对两第一转轴53压缩弹簧52并后退,随着铁芯持续下降直至铁芯的轴孔对准两侧第一转轴53的端部时,第一转轴53将在弹簧52的弹力作用下复位,两侧的第一转轴53将插入铁芯的内圈中并相抵,铁芯底部将浸泡在滚漆槽20的油漆中,通过滚动机构带动在两个第一转轴53的支撑下的铁芯转动,即可将油漆完整地滚压在铁芯的外侧壁上;涂漆完成后,再通过上下料机构驱动气爪40将铁芯抓住,通过带动铁芯上升,铁芯内圈将抵接在两侧第一转轴53下侧的导向斜面530上,从而导致两侧第一转轴53压缩弹簧52并后退,铁芯内圈将与第一转轴53脱离,再将铁芯转移到卸料槽30上卸料。
20.基于上述实施例,滚动机构包含固定连接在底座10上的纵向滑座60、滑动连接在纵向滑座60上的纵向滑板61、设置于纵向滑座60一侧用于驱动纵向滑板61上下移动的第一升降气缸62,纵向滑板61上贯穿设置有通槽610,通槽610上转动设置有与支撑组件相对应的滚轮63,纵向滑板61上设置有用于驱动滚轮63转动的回转驱动机构。当铁芯被放置在两支撑组件上后,通过第一升降气缸62驱动纵向滑板61沿着纵向滑座60下降以让滚轮63压在铁芯顶部,再通过回转驱动机构驱动滚轮63转动,从而带动铁芯在第一转轴53上转动,以将油漆滚压在铁芯外侧壁上;涂漆完成后,再通过第一升降气缸62驱动滚轮63上升,此时即可将铁芯从支撑组件上取出。
21.基于上述实施例,转动机构包含固定连接在滚漆槽20一端面上的第一驱动电机64、与第一驱动电机64驱动连接的摆臂65,升降机构包含设置于摆臂65一端的第二升降气缸66、与第二升降气缸66驱动连接的垫板67,气爪40并列设置于垫板67底部且与支撑组件对应设置。上下料时,通过第一驱动电机64驱动摆臂65在滚漆槽20和卸料槽30之间摆动,再通过第二升降气缸66驱动垫板67上下移动,以带动气爪40升降对铁芯进行取放动作。
22.基于上述实施例,回转驱动机构包含第二驱动电机70、设置于滚轮63上的第二转轴71,第二转轴71一端和第二驱动电机70的输出轴上均套接有同步轮72,同步轮72之间通过同步带73传动连接。当需要驱动滚轮63转动时,通过第二驱动电机70驱动同步轮72转动,同步带73将传动起来,从而带动全部同步轮72转动,实现了滚轮63的同步转动,以让滚轮63带动铁芯转动涂漆。
23.基于上述实施例,滚漆槽20一侧设置有用于储存油漆的储漆箱80,储漆箱80上设置有将储漆箱80中的油漆输送到滚漆槽20中的水泵81。在储漆箱80中储存防锈漆,当需要往滚漆槽20中添加油漆时,通过水泵81即可将储漆箱80中的油漆抽到滚漆槽20中,方便油漆的添加。
24.基于上述实施例,滚漆槽20内壁的高位和低位处分别设置有第一液位计82和第二液位计83,底座10一侧设置有与水泵81电连接的控制器84,第一液位计82、第二液位计83均与控制器84数据连接。第一液位计82和第二液位计83可监测滚漆槽20中油漆的液位高度,当滚漆槽20中液位处于第二液位计83处时,第二液位计83将向控制器84发送数据,控制器
84判定滚漆槽20中油漆过少将控制水泵81工作以将储漆箱80中的油漆抽入滚漆槽20中,当滚漆槽20中的液位到达第一液位计82的高度处时,第一液位计82将向控制器84发送数据,控制器84判定滚漆槽20中的油漆量已达标即控制水泵81停止工作,从而保证滚漆槽20中的油漆量合适,确保铁芯涂漆量稳定。
25.以上实施方式仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的权利要求书确定的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1