用于制造电驱动单元的转子的方法与流程
本发明涉及根据权利要求1的用于制造电驱动单元的转子的方法以及根据权利要求12的转子和具有这种转子的泵。
背景技术:
1、众所周知,电驱动单元的转子(其尤其应用于流体泵)必须受到保护以免受液体或气体的影响。转子尤其是叠片组通过塑料注塑包封或壳体免受液体或气体的影响。在实践中,叠片组的注塑包封大多数通过利用热固性塑料的单级注塑包封过程实现。液态热固性塑料可能受粘度限制而以较低压力进入模具型腔。然而,受粘度限制借助单级注塑包封过程无法完全包覆部件,这是因为存在部件沉入液态塑料的风险,从而需要两级注塑包封过程。在两级注塑包封过程中,两个热固性塑料护套组件之间的连接点在此仅彼此略微粘附,并且不会产生材料锁合连接。此外,应用中典型的温度变化很容易导致接触点破裂,从而使腐蚀性介质渗透到转子的叠片组中。使用热固性塑料进行注塑包封过程的另一个缺点是固化周期时间,其产生较高的工艺成本。此外,模具分离处和浇道突出部上会出现不希望的毛刺,它们需要高成本的机械再加工。
技术实现思路
1、本发明的任务在于说明用于制造电驱动单元的转子的方法,利用该方法减少固化周期时间,由此避免较高的工艺成本,避免模具分离处的不期望的毛刺,避免高成本的机械再加工以及基于成本原因确保快速、工艺可靠和低废品的大批量生产。本发明的任务还在于说明电驱动单元的转子以及具有这种转子的泵。
2、该任务根据本发明关于方法通过根据权利要求1的特征解决,关于转子通过根据权利要求12的特征解决以及关于泵通过根据权利要求15的特征解决。
3、在本发明意义下,建议一种制造电驱动单元、尤其是电动马达的转子的方法,其包括如下方法步骤:
4、a)提供转子叠片组;
5、b)通过喷注来制造具有冠状结构的盖盘;
6、c)在转子叠片组的轴向端侧上安装盖盘;
7、d)通过将永磁体轴向安装到转子叠片组的磁体容纳凹部中来制造预装组;
8、e)将预装组插入喷注工具中;
9、f)通过与相对于预装组的防扭转件的压配合并且经由盖盘的冠状结构,在喷注工具中旋转固定预装组;
10、g)通过注塑包封预装组来制造转子的介质密封的护套,和
11、h)使已注塑包封的转子从喷注工具中脱模。
12、在用于制造转子的根据本发明的方法中提供一种转子叠片组。转子叠片组被设计成所谓的t转子,其具有内置磁体容纳凹部,永磁体安装在磁体容纳凹部中。然而备选地,转子叠片组也可以被设计成所谓的i转子,其在磁体容纳凹部中具有中断部,永磁体安装在磁体容纳凹部中。在转子叠片组中安装永磁体可以沿本领域技术人员已知的任意方向(切向、径向、轴向)实现。
13、具有冠状结构的盖盘通过喷注制造并且插装、压紧、粘接或者通过本领域技术人员已知的其他紧固方法安装在转子叠片组的轴向端侧上。接着,将永磁体轴向安装到转子叠片组的磁体容纳凹部中并由此制造预装组。
14、随后,将预装组插入喷注工具中,并且通过与相对于预装组的防扭转件的压配合并且经由盖盘的冠状结构旋转固定预装组。在注塑包封过程中,通过注塑包封预装组制造转子的介质密封的护套,其保护转子免受液体、气体或其他腐蚀性介质的影响。在盖盘的外直径上构成渐细的倒角。转子的介质密封的护套的优点是较高的平衡品质。在此,转子的介质密封的护套不完全覆盖预装组。盖盘的轴向端侧由护套空出。转子在该区域中的密封性通过盖盘上的渐细的倒角并经由注塑包封前对预装组的预热来获得。
15、在最后一个过程步骤中,使已注塑包封的转子从喷注工具中脱模并由此从喷注工具中脱出。
16、根据一个有利实施方案,通过盖盘的冠状结构来实现在喷注工具中相对于旋转轴线对预装组进行x-y定位。由此确保避免在注塑包封时预装组的移位以及进而避免不平衡。
17、在另一有利实施方案中,护套和/或盖盘由热塑性塑料材料尤其是抗冲改性的聚苯硫醚(pps)制成。通过pps中添加的抗冲改性剂来避免护套和/或盖盘中出现裂缝。使用pps作为护套和/或盖盘的基材的其他优点是,相对于腐蚀性介质的耐化学性以及提高的耐温性。
18、与使用热固性塑料材料相比,在转子护套采用热塑性塑料材料时,可以实现盖盘和护套之间的材料性连接或焊接。与热固性塑料材料相比,热塑性塑料材料的固化周期时间更短,这导致工艺成本的降低。热塑性塑料材料的另一个优点是,工具分离处以及浇道突出部上不存在不期望的毛刺,因而不需要高成本的机械再加工。
19、根据另一有利实施方案,介质密封的护套在转子的外直径上至少在永磁体的区域中薄壁地构造。这使得永磁体和定子绕组之间的无磁作用的气隙保持得较小。在此,护套是薄壁地构成,即,例如小于1mm。在此,薄壁被理解为与永磁体的区域之外的护套的其余壁厚相比,护套在永磁体的区域中的壁厚更小。
20、在另一有利实施方案中,至少两个注射点旋转式(rotatorisch)位于薄壁区域中。由此确保完全填充有热塑性塑料材料。至少两个注射点相对于转子中轴线对称布置,以避免预装组在喷注工艺中移位。通过盖盘上的冠状结构还额外阻止预装组在填充期间扭转。在应用仅一个注射点时,熔融物使得预装组移动或倾斜。
21、备选地,必须将单个注射点置于足够远离预装组的附加转子部分(例如叶轮)上,从而流动前锋首先汇聚在一起并且新生成的共同流动前锋沿预装组精确均匀地柱体式流动。在通过多个注射点填充时,对于平衡品质而言至关重要的是,待注塑包封的预装组既不会由于熔融物在x-y-z方向上移位,也不会旋转式扭转、甚至倾斜。针对例如借助热固性塑料材料单级注塑包封而言,其无法保证工艺可靠。
22、根据另一有利实施方案,使预装组在z方向上经由盖盘的整个表面支撑在喷注工具上。这确保了在喷注期间永磁体可靠保持定位在磁体容纳凹部中。
23、在另一有利实施方案中,在盖盘的外直径上构成渐细的倒角。渐细的倒角可以实现盖盘的薄的不定形边缘层更易于熔融。分型面中的轻微毛刺优化这种效果。
24、根据另一有利实施方案,转子叠片组在边缘区域中具有阶梯式叠片组截面。边缘区域中的阶梯避免了在温度变化时导致形成潜在裂缝的缺口效应,并且降低了转子叠片组的最靠外的板材由于熔融物流过而导致弯曲的风险。
25、在另一有利实施方案中,在喷注工具中使轴套相对于预装组居中。轴套相对于预装组的精确居中可以实现较高的平衡品质。注塑包封建立与轴套的机械连接。轴套可以由金属材料或本领域技术人员已知的另一种材料制成。
26、根据另一有利实施方案,在注塑包封之前预热轴套和预装组。预热至大约150℃。然而其他预热温度也是可行的。通过预热来优化盖盘与热塑性塑料材料的焊接并且减少了注塑包封中可能导致注塑包封中的裂缝形成的内应力。
27、在另一有利实施方案中,喷注工具中的排气部设置在护套的流动路径末端上。在此,排气部可以设计为喷射器或排气孔。通过喷注工具中的排气部,空气可以可靠地完全逸出并且避免缺陷。通过局部加热盖盘上的渐细的倒角,空气在排气前的短暂积聚优化了焊接。
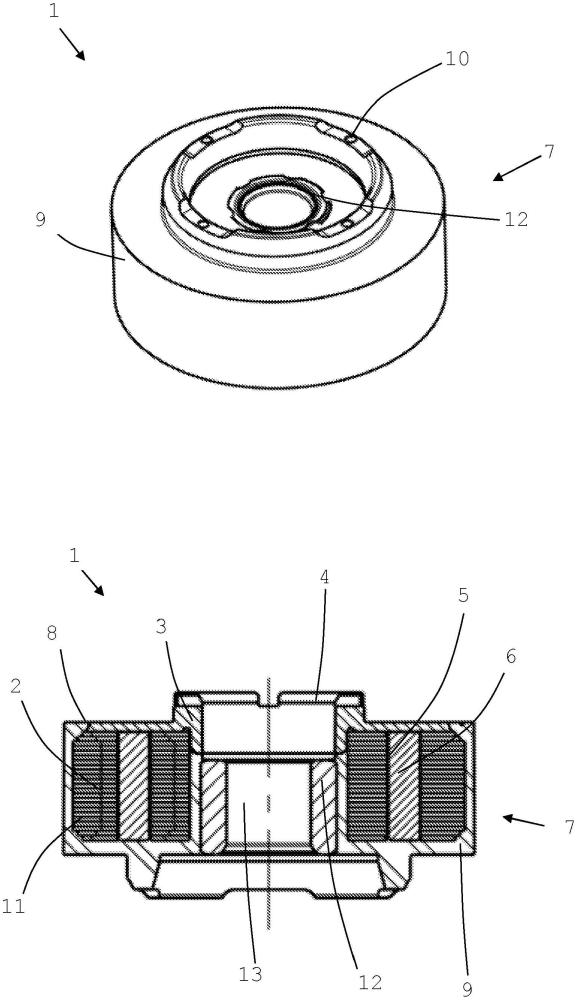
28、此外本发明还涉及电驱动单元的转子,其具有利用护套介质密封地包围的转子叠片组,其中,具有冠状结构的盖盘安装在转子叠片组的轴向端侧上,其中,在磁体容纳凹部中永磁体轴向安装到转子叠片组中并且形成预装组,其中,预装组被插入喷注工具中,其中,预装组在喷注工具中的旋转固定通过与相对于预装件的防扭转件的压配合并且经由盖盘的冠状结构来固定,其中,转子的介质密封的护套通过注塑包封预装组来实现,并且其中,使已注塑包封的转子从喷注工具中脱模。
29、在一个有利实施方案中,轴套布置、尤其是注入转子叠片组中的用于轴的凹腔中。然而,轴套也可以本领域技术人员已知的任意形式紧固在转子中。
30、根据另一有利实施方案,护套和/或盖盘由热塑性塑料材料、尤其是抗冲改性的聚苯硫醚(pps)制成和/或转子叠片组由磁化板材组成,并且永磁体是稀土磁体和/或塑料黏结的磁体。通过pps中添加的抗冲改性剂避免护套和/或盖盘出现裂缝。使用pps作为护套和/或盖盘的基材的其他优点是,相对于腐蚀性介质的耐化学性以及提高的耐温性。
31、本发明还涉及具有电驱动单元的前面公开的转子的泵、尤其是冷却介质泵或加热介质泵,优选用于机动车或家用电器。电驱动单元的本发明转子也可以用于机油泵或油雾分离器。与转子所述的优点和优选实施方案结合也相应适用于电驱动单元以及配有电驱动单元的(流体)泵或机油泵以及配有电驱动单元的油雾分离器。
- 还没有人留言评论。精彩留言会获得点赞!