定子组装装置及定子组装方法与流程
本发明涉及一种定子组装装置及定子组装方法。
背景技术:
1、以往,作为从定子铁心内侧向安装绝缘构件的定子铁心的槽中插入线圈的同时防止咬入绝缘构件的技术,已知专利文献1中记载的技术。
2、利文献1所记载的技术如下:在安装绝缘构件且线圈插入之前的定子铁心的槽内,从定子铁心的中心轴方向的外侧插入两个引导夹具而使绝缘构件开放,所述两个引导夹具沿着定子铁心的径向稍微分离地配置。在该状态下使线圈与一个引导夹具抵接,同时与该引导夹具一起在槽内沿着径向移动而插入绝缘构件的内侧。之后,在两个引导夹具彼此抵接之后,使两个引导夹具从槽内退避。
3、[先前技术文献]
4、(专利文献)
5、专利文献1:日本专利第6733823号公报
技术实现思路
1、[发明所要解决的问题]
2、在专利文献1中记载的技术中,在两个引导夹具从槽内退避之后,线圈需要在槽内进一步移动相当于两个引导夹具的径向宽度的距离。此时,在线圈的插入方向的前端侧不存在任何支承绝缘构件之物,因此,在线圈移动时,线圈会接触绝缘构件。当线圈与绝缘构件接触时,绝缘构件会被咬入线圈与槽之间,而随着线圈的移动,绝缘构件可能被扭曲或压弯。
3、本发明的目的在于,提供一种定子组装装置及定子组装方法,在将线圈从定子铁心的内侧插入至槽时,能够以不咬入槽中已安装的绝缘构件的方式进行插入。
4、[解决问题的技术手段]
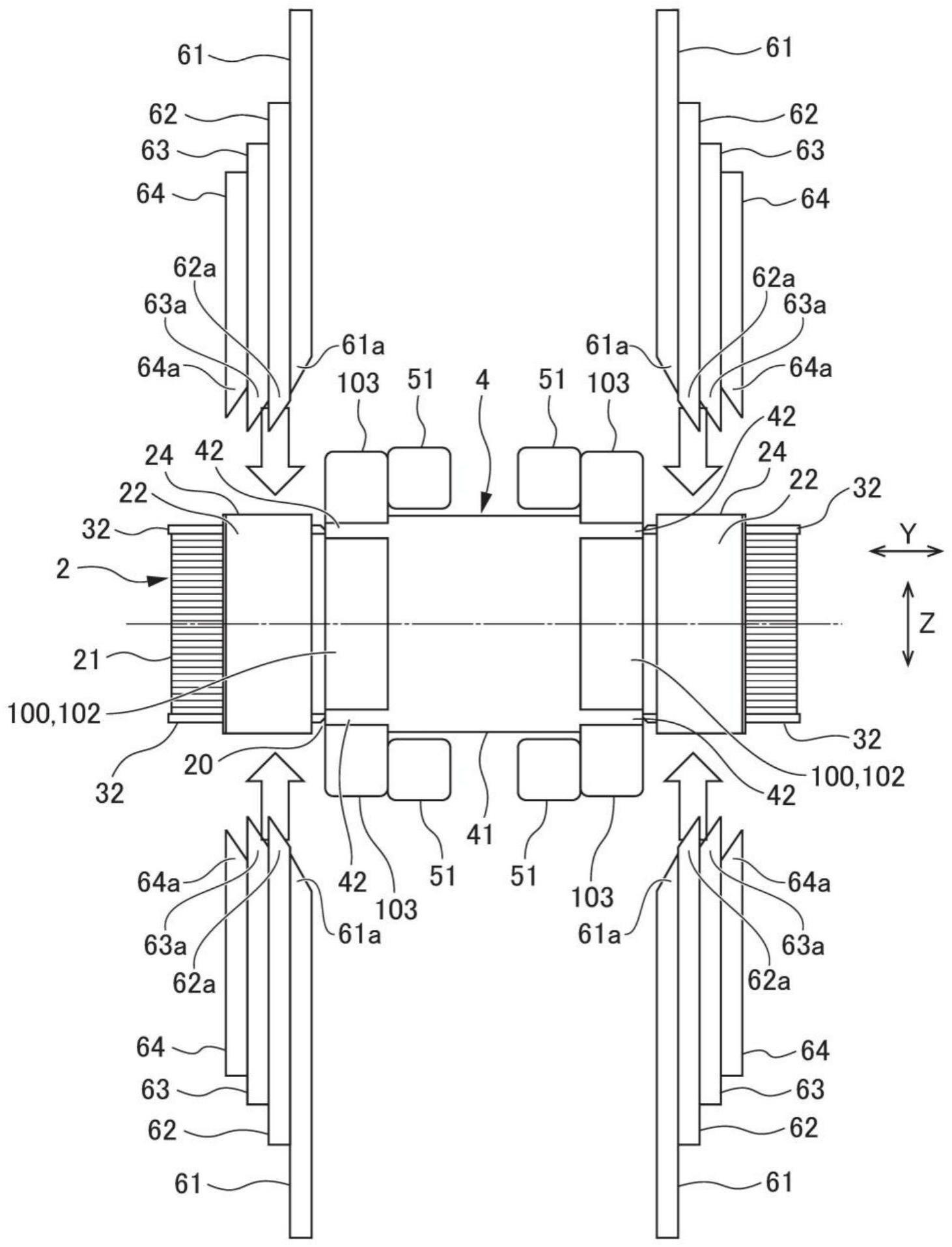
5、(1)本发明的定子组装装置(例如,定子组装装置1)在安装绝缘构件(例如,后述的绝缘纸24)的定子铁心(例如,后述的定子铁心2)的槽(例如,后述的槽22)中,从前述定子铁心的内侧插入线圈(例如,后述的带状线圈100)而组装定子(例如,后述的定子200),所述定子组装装置具备:多个引导构件(例如,后述的第1引导构件61、第2引导构件62、第3引导构件63、第4引导构件64),分别对应地设于前述槽中,且沿着前述定子铁心的中心轴方向可插入及退避地设于前述绝缘构件的内侧,并以插入前述绝缘构件的内侧的状态,沿着前述槽的径向排列;按压手段(例如,后述的线圈按压部51),朝向前述定子铁心的径向外侧按压前述线圈,以使前述线圈移动至前述绝缘构件的内侧;及,控制手段(例如,后述的控制部10),控制前述多个引导构件沿着前述定子铁心的中心轴方向的移动;其中,每当由前述按压手段所移动的前述线圈,抵接或接近前述绝缘构件的内侧的前述多个引导构件中的位于径向最内侧的前述引导构件时,前述控制手段使该位于径向最内侧的前述引导构件以从前述绝缘构件的内侧依序退避的方式移动。
6、(2)在上述(1)所述的定子组装装置中,可选地,插入前述线圈之前的前述径向最内侧的前述引导构件以插入前述绝缘构件的内侧的状态,配置成挂在前述绝缘构件的开口端(例如,后述的开口端24a)。
7、(3)在上述(1)或(2)所述的定子组装装置中,可选地,前述定子铁心的沿着径向的前述多个引导构件的各个纵向宽度(例如,后述的纵向宽度w1)为相同宽度。
8、(4)在上述中任一项所述的定子组装装置中,可选地,前述定子铁心的沿着周向的前述多个引导构件的各个横向宽度(例如,后述的横向宽度w2)在前述定子铁心的沿着周向的前述线圈的宽度(例如,后述的宽度w0)以上。
9、(5)在上述中任一项所述的定子组装装置中,可选地,前述多个引导构件分别配置成面向前述定子铁心的中心轴方向的两侧,并配置成,在从前述定子铁心的中心轴方向的两外侧插入前述绝缘构件的内侧时,在前述绝缘构件的内侧前端部(例如,后述的前端部61a、62a、63a、64a)彼此相对。
10、(6)本发明的定子组装方法在安装绝缘构件(例如,后述的绝缘纸24)的定子铁心(例如,后述的定子铁心2)的槽(例如,后述的槽22)中,从前述定子铁心的内侧插入线圈(例如,后述的带状线圈100)而组装定子(例如,后述的定子200),所述定子组装方法具备:插入步骤(例如,后述的插入步骤),在将前述线圈插入前述槽内之前,从前述定子铁心的中心轴方向外侧向前述绝缘构件的内侧,插入沿着前述槽的径向排列的多个引导构件(例如,后述的第1引导构件61、第2引导构件62、第3引导构件63、第4引导构件64);移动步骤(例如,后述的第1移动步骤、第2移动步骤、第3移动步骤、第4移动步骤、及第5移动步骤),使前述线圈朝向前述定子铁心的径向外侧移动,直至抵接或接近前述多个引导构件中的位于径向最内侧的前述引导构件;及,退避步骤(例如,后述的第1退避步骤、第2退避步骤、第3退避步骤、及第4退避步骤),每当朝向前述定子铁心的径向外侧移动的前述线圈,抵接或接近配置于前述绝缘构件的内侧的前述多个引导构件中的位于径向最内侧的前述引导构件时,使位于前述径向最内侧的前述引导构件从前述绝缘构件的内侧依序退避。
11、(7)在上述(6)所述的定子组装方法中,可选地,前述插入步骤中,以前述多个引导构件中的径向最内侧的前述引导构件挂在前述绝缘构件的开口端(例如,后述的开口端24a)的方式,插入前述多个引导构件。
12、(8)在上述(6)或(7)所述的定子组装方法中,可选地,前述定子铁心的沿着径向的前述多个引导构件的各个纵向宽度(例如,后述的纵向宽度w1)为相同宽度。
13、(9)在上述中任一项所述的定子组装方法中,可选地,前述定子铁心的沿着周向的前述多个引导构件的各个横向宽度(例如,后述的横向宽度w2)在前述定子铁心的沿着周向的前述线圈的宽度(例如,后述的宽度w0)以上。
14、(10)在上述中任一项所述的定子组装方法中,可选地,前述多个引导构件分别配置成面向前述定子铁心的中心轴方向的两侧,前述插入步骤中,将前述多个引导构件分别从前述定子铁心的中心轴方向的两外侧插入前述绝缘构件的内侧,且配置成前端部(例如,后述的前端部61a、62a、63a、64a)彼此在前述绝缘构件的内侧相对。
15、(发明的效果)
16、依据上述(1),在将线圈从定子铁心的内侧插入至槽中时,多个引导构件能够以打开安装在槽中的绝缘构件的方式进行支承。并且,在线圈在槽内移动的过程中,多个引导构件依序沿着定子铁心的中心轴方向退避,而不是在槽内沿着径向实质性移动,因此,可以将线圈与引导构件之间的距离始终保持在设定距离(定子铁心的沿着径向的引导构件的纵向宽度)以下。由此,能够以不咬入或卷入绝缘构件的方式将线圈插入至槽内,并且可以提高绝缘构件的耐压弯性。适当变更定子铁心的沿着径向的各引导构件的纵向宽度或者每一个槽22的引导构件的数量,借此,还能够容易地应对线圈的张力(刚性)、及插入载荷的变化。而且,引导构件的移动方向仅为定子铁心的中心轴方向,因此,也能够简化引导构件的移动机构。
17、依据上述(2),引导构件配置在绝缘构件的一对开口端之间,借此,在线圈插入之前,能够将绝缘构件的开口端保持为打开的状态。由此,朝向槽移动的线圈与绝缘构件的接触受到抑制,能够将线圈顺滑地导入绝缘构件的内侧。
18、依据上述(3),伴随线圈的移动,使多个引导构件从槽内依序退避时,能够将槽内的沿着径向的空隙的宽度维持为固定宽度以下。因此,能够兼具如下两种效果:利用多个引导构件以打开绝缘构件的方式进行支承的效果;及,提高线圈的插入性的效果。
19、依据上述(4),在多个引导构件以打开绝缘构件的方式进行了支承的状态下,能够更切实地防止朝向槽内移动的线圈咬入槽内的绝缘构件。
20、依据上述(5),能够缩小多个引导构件的各个移动距离,因此,能够缩短引导构件的插入及退避所耗费的移动时间。
21、依据上述(6),在从定子铁心的内侧向槽插入线圈时,多个引导构件能够以打开安装在槽中的绝缘构件的方式进行支承。并且,在线圈在槽内移动的过程中,多个引导构件依序沿着定子铁心的中心轴方向退避,而不是在槽内沿着径向实质性移动,因此,可以将线圈与引导构件之间的距离始终保持在设定距离(定子铁心的沿着径向的引导构件的纵向宽度)以下。由此,能够以不咬入或卷入绝缘构件的方式将线圈插入至槽内,并且可以提高绝缘构件的耐压弯性。适当变更定子铁心的沿着径向的各引导构件的纵向宽度或者每一个槽的引导构件的数量,借此,还能够容易地应对线圈的张力(刚性)、及插入载荷的变化。而且,引导构件的移动方向仅为定子铁心的中心轴方向,因此,也能够简化引导构件的移动机构。
22、依据上述(7),引导构件配置在绝缘构件的一对开口端之间,借此,在线圈插入之前,能够将绝缘构件的开口端保持为打开的状态。由此,朝向槽移动的线圈与绝缘构件的接触受到抑制,能够将线圈顺滑地导入绝缘构件的内侧。
23、依据上述(8),伴随线圈的移动,使多个引导构件从槽内依序退避时,能够将槽内的沿着径向的空隙的宽度维持为固定宽度以下。因此,能够兼具如下两种效果:利用多个引导构件以打开绝缘构件的方式进行支承的效果;及,提高线圈的插入性的效果。
24、依据上述(9),在多个引导构件以打开绝缘构件的方式进行了支承的状态下,能够更切实地防止朝向槽内移动的线圈咬入槽内的绝缘构件。
25、依据上述(10),能够缩小多个引导构件的各个移动距离,因此,能够缩短引导构件的插入及退避所耗费的移动时间。
- 还没有人留言评论。精彩留言会获得点赞!