一种单支撑电机及其组装方法与流程
本发明属于电机相关,具体涉及一种单支撑电机及其组装方法。
背景技术:
1、车辆用电机设计中,通常将定子铁芯安装入拉伸或者铸铝机壳后与前后端盖进行配合,此方案结构可靠,为现有电机主要形式,但是其电机机壳材料预计加工成本高;另一结构形式为电机使用卷板机壳与定子铁芯配合,后将前后端盖分别安装入卷板机壳内圆,此结构由于卷板使用薄型钢板卷制焊接而成,成型后机壳内圆尺寸公差与设计端尺寸公差误差较大,且其为该类型机壳难于攻克的技术问题。例如实用新型cn215580653u公开了一种卷板电机,在该专利中采用在机壳的前端与前端盖通过相匹对的定位缺口和定位凸台的定位来套接在一起,但仍然存在将前后端盖与机壳内圆配合后,由于单支撑电机出轴花键尺寸公差以及减速齿轮箱与前端盖止口配合公差等误差累计造致使电机气隙公差过大,当电机旋转时容易发生电机通电不转、电机扫膛、电机烧毁等故障问题。
技术实现思路
1、为了解决上述技术问题,本发明提供一种单支撑电机及其组装方法,有效解决了单支撑电机与减速齿轮箱配合公差跳动过大造成电机扫膛,卷板机壳内圆初始成型精度不高、增强电机防护等级以及降低电机制造成本等问题。
2、为实现上述发明目的,本发明采取的技术方案如下:
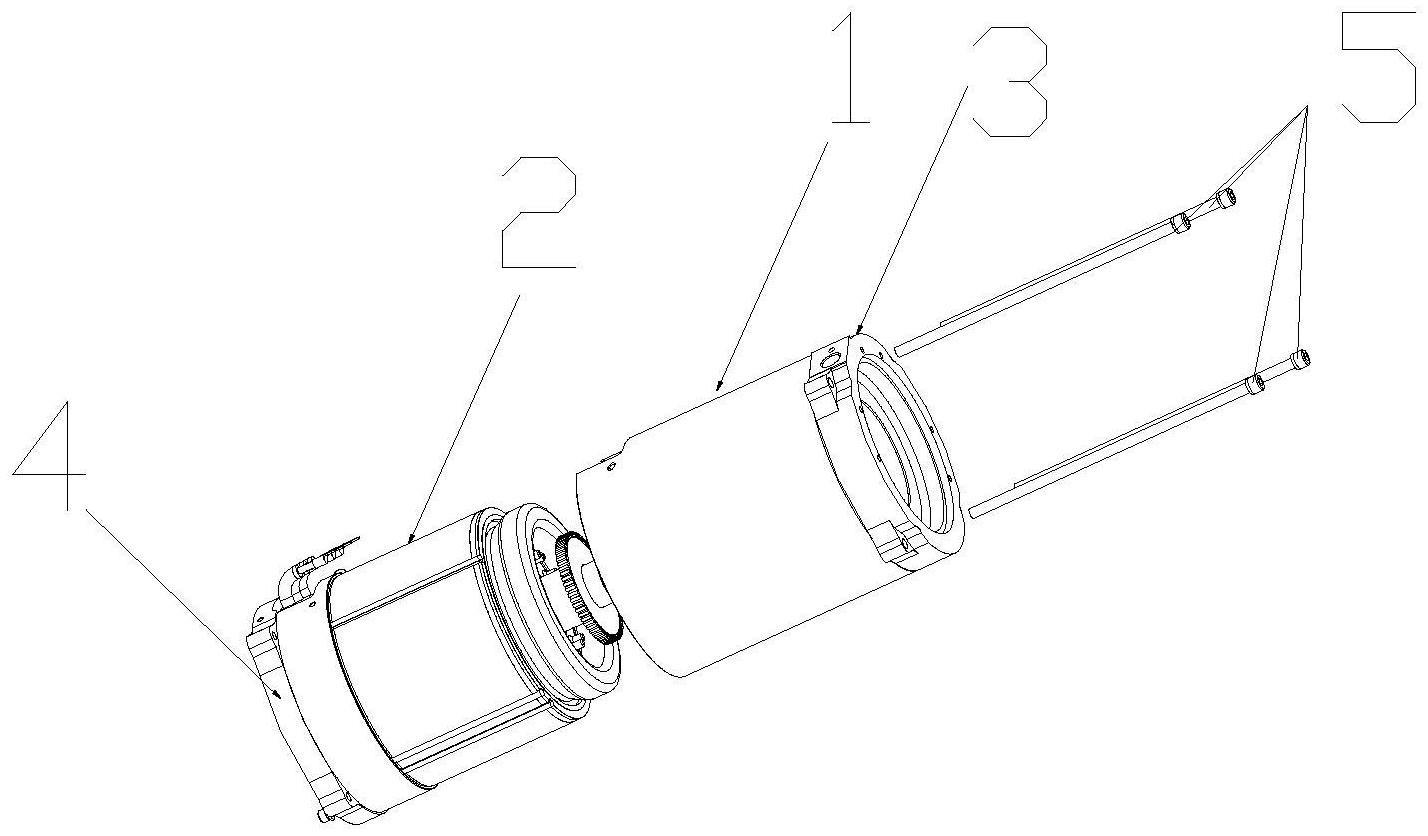
3、本发明第一方面提供一种单支撑电机,包括电机壳,电动组件、电机第一端盖组件,电机第二端盖组件、连接螺杆,所述电机第一端盖组件包括第一端盖,所述电机第二端盖组件包括第二端盖,所述第一端盖、电动组件和第二端盖上分别设有多个螺杆孔,所述电机壳为圆筒状,所述电机壳的两端具有第一侧边和第二侧边,所述第一端盖与第一侧边过盈配合连接,所述第二端盖先与所述电动组件可拆卸固定连接,再与第二侧边过盈配合连接,所述连接螺杆依次插入第一端盖、电动组件和第二端盖后将它们固定连接在一起。
4、本发明提供的一种单支撑电机,所述第一端盖与第一侧边过盈配合连接,所述第二端盖先与所述电动组件可拆卸固定连接,再与第二侧边过盈配合连接,避免了电机壳成型后内圆尺寸公差与设计端尺寸公差误差较大的问题。
5、进一步地,所述电机第一端盖组件还包括多个定位件,所述第一端盖包括第一前部和第一后部,所述第二后部具有第一内侧圆周面和第一外侧圆周面,所述第一内侧圆周面和所述第一外侧圆周面形成第一环形口,所述第一侧边与第一环形口过盈配合连接,并贯穿第一环形口与第一前部接触,所述多个定位件分布在第一前部和第一后部连接的缝隙处;
6、进一步地,所述电机第二端盖组件也包括多个定位件,所述第二端盖包括第二前部和第二后部,所述第二后部具有第二内侧圆周面和第二外侧圆周面,所述第二内侧圆周面和所述第二外侧圆周面形成第二环形口,所述第二侧边与第二环形口过盈配合连接,并贯穿第二环形口与第二前部接触,所述多个定位件分布在第二前部和第二后部连接的缝隙处。
7、在本发明中,使用多个定位件将电机壳的第一侧边和第二侧边分别固定、定位在第一环形口和第二环形口内,防止了电机转动时带动电机壳一起转动,从而增强了电机壳对电机的防护。
8、进一步地,所述第一外侧圆周面的宽度比第一内侧圆周面的宽度大,从而形成第一端盖内止口,第二外侧圆周面的宽度比第二内侧圆周面的宽度大,从而形成第二端盖内止口。
9、在本发明中,所述第一端盖内止口实质上就是第一内侧圆周面前端的边沿,所述第二端盖内止口实质上就是第二内侧圆周面前端的边沿。
10、进一步地,所述电动组件包括电机转子、定子组件,所述定子组件套装在电机转子上,所述定子组件包括定子铁芯,所述定子铁芯的两端分别为铁芯前止口和铁芯后止口,所述铁芯前止口的外沿直径与第二端盖内止口的直径相差1-2mm,所述铁芯后止口外沿的直径与第一端盖内止口的直径相差1-2mm。
11、在本发明中,当铁芯前止口的外沿直径与第二端盖内止口的外沿直径相差1-2mm,铁芯后止口外沿的直径与第一端盖内止口的直径相差1-2mm时,定子铁芯的两端的尺寸分别与第一端盖内止口和第二端盖内止口相差尺寸的公差小,从而对第一端盖与减速齿轮箱配合止口相对于电机气隙内圆的圆周尺寸公差起到了很好的约束,减小了误差累计,有效解决了当电机旋转时容易发生电机通电不转、电机扫膛、电机烧毁等故障问题。
12、进一步地,所述定子组件还包括与定子铁芯两端相连的第一螺旋端和第二螺旋端、设置在第一螺旋端上的电机出线部,所述第一螺旋端、第二螺旋端的外沿直径均比定子铁芯的外沿直径小,所述第一前部的内侧面和第二前部的内侧面分别具有与第二螺旋端和第一螺旋端相适应的螺纹,所述第二后部设置有与电机出线部底部大小相适应的缺口,从而第一端盖和第二端盖能分别与第二螺旋端和第一螺旋端通过螺纹连接固定连接。
13、进一步地,所述第二侧边向内凹陷一个缺口,所述缺口与电机出线部底部大小相适应,从而所述第二侧边能贯穿第二环形口,与第二端盖过盈配合连接。
14、进一步地,所述第一前部和第二前部的外侧面分布多个固定件,所述固定件和所述定子铁芯上均设置有螺杆孔,所述螺杆孔的中心轴与所述电机壳的中心轴平行,从而连接螺杆依次插入第一端盖、定子铁芯和第二端盖后将它们固定连接在一起,从而增强了电机壳对电机的防护。
15、进一步地,所述第一前部的前侧面和第二前部的前侧面分别具有通孔,所述电机转子的第一端和第二端分别贯穿通孔,进而电机转子的第二端与减速齿轮箱配合连接。
16、进一步地,所述电机壳为卷板、拉伸铝模件、铸铝件或钢管件的一种。
17、进一步地,所述连接螺杆为4-6个,优选为4个。
18、本发明第二方面提供一种单支撑电机的组装方法,包括如下步骤:
19、s1、加热后的电机壳套入第一端盖的第一环形口,直到电机壳的第一侧边与第一前部接触,并采用定位件进行定位,形成过盈配合连接;
20、s2、将电机转子套装在定子组件内;
21、s3、将步骤s2的定子组件中的定子铁芯的两端分别切削成所述的铁芯前止口和所述铁芯后止口,从而使所述铁芯后止口的外沿直径与第二端盖内止口的外沿直径相差1-2mm,所述铁芯后止口的外沿直径与第一端盖内止口的直径相差1-2mm。
22、s4、将定子组件的第一螺旋端与第二端盖的第二前部旋紧,形成组装部件;
23、s5、将步骤s1的电机壳的第二侧边套入步骤s4形成的组装部件的第二环形口,形成过盈配合,将定子组件的第二螺旋端与第一端盖的第一前部旋紧。
24、s6、连接螺杆依次插入第一端盖、定子铁芯和第二端盖的螺杆孔,从而将它们固定连接在一起,形成单支撑电机。
25、相对于现有技术,本发明取得了有益的技术效果:
26、本发明提供的一种单支撑电机及其组装方法,使用电机壳与电机第一端盖、第二端盖外圆周面进行过盈配合,将电机定子铁芯两端进行切削加工,形成铁芯前止口和铁芯后止口,确保其与第一、第二端盖的内止口尺寸相差公差较小,从而对第一端盖与减速齿轮箱配合止口相对于电机气隙内圆的圆周尺寸公差起到了很好的约束,减小了误差累计,有效解决了当电机旋转时容易发生电机通电不转、电机扫膛、电机烧毁等故障问题。且本发明提供的单支撑电机中电机壳未与定子铁芯发生接触,增强了电机防护。
- 还没有人留言评论。精彩留言会获得点赞!