电机组装生产线的制作方法
本发明涉及电机生产设备,尤其涉及电机组装生产线。
背景技术:
1、电机在生产过程中需要将磁瓦装入电机外壳的内壁,为了保证磁瓦与电机外壳之间的粘附稳定性,通常在磁瓦的外壁或者电机外壳的内壁上涂覆胶水,将磁瓦装入电机外壳的内壁之后再将整批电机外壳放入烤炉中烘烤,以使得胶水固化,虽然烤炉对整批电机外壳进行烘烤能够保证温度的一致性,但涂胶、装配等工序大多采用人工操作,劳动强度高,生产效率低,无法保证产品质量。
2、因此,亟需电机组装生产线,提高自动化程度,提高生产效率。
技术实现思路
1、本发明的一个目的在于:提供电机组装生产线,提高自动化程度,提高生产效率。
2、为达此目的,本发明采用以下技术方案:
3、电机组装生产线,包括:
4、滑道装置,用于运载装配工装;
5、插瓦装置,设置于所述滑道装置的一侧,用于将磁瓦插设于所述装配工装的外壁;
6、涂胶装置,设置于所述滑道装置的一侧,用于将胶水涂覆于所述磁瓦的外壁;
7、喷雾装置,设置于所述滑道装置的一侧,用于将催化剂喷射到外壳的内壁;
8、搬运装置,设置于所述涂胶装置的下游并位于所述喷雾装置与所述滑道装置之间,所述搬运装置用于将所述外壳罩设于所述装配工装的外周;
9、加热装置,设置于所述滑道装置的一侧并位于所述喷雾装置的下游,所述加热装置用于加热所述外壳。
10、作为一种可选的技术方案,所述插瓦装置的一侧设置有搬瓦装置,所述搬瓦装置用于将所述磁瓦搬运至所述插瓦装置,所述搬瓦装置包括:
11、磁吸组件,所述磁吸组件包括侧板、磁铁以及第一动力件,所述第一动力件设置于所述侧板,所述磁铁设置于所述第一动力件的输出端,所述侧板面向所述磁铁的侧壁设置有限位台,所述第一动力件提升所述磁铁和所述磁瓦时,所述磁瓦抵接于所述限位台的底部。
12、作为一种可选的技术方案,所述磁吸组件还包括安装板,所述安装板安装于所述第一动力件的输出端,所述安装板安装有多个所述磁铁,所述第一动力件驱动所述磁铁靠近并接触所述磁瓦时,所述安装板抵接于所述限位台的顶部。
13、作为一种可选的技术方案,所述插瓦装置包括:
14、旋转组件,设置于所述滑道装置的一侧,用于带动所述装配工装绕z轴线旋转;
15、插瓦组件,设置于所述旋转组件的上方,所述涂胶装置固定设置于所述插瓦组件的下方,所述插瓦组件将所述磁瓦插入所述装配工装的过程中,所述涂胶装置对所述磁瓦涂胶。
16、作为一种可选的技术方案,所述插瓦装置还包括:
17、支撑架,所述支撑架的一端设置有料道板,所述料道板沿z轴方向开设有料道槽,所述旋转组件设置于所述料道槽的下方,所述支撑架的顶部设置有储料槽,所述储料槽用于存储所述磁瓦,所述储料槽与所述料道槽接通;
18、推料组件,用于将所述储料槽中的所述磁瓦推入所述料道槽,所述插瓦组件设置于所述料道槽的上方,所述插瓦组件包括第二动力件和插片,所述第二动力件设置于所述第二动力件的输出端,所述第二动力件沿z轴方向驱动所述插片将位于所述储料槽内的所述磁瓦逐一推入所述料道槽。
19、作为一种可选的技术方案,所述插片沿z轴方向开设有避让槽,所述料道板的一侧设置有第三动力件和弹力胶垫,所述弹力胶垫安装于所述第三动力件的输出端,所述第三动力件用于驱动所述弹力胶垫穿过所述避让槽并抵接所述磁瓦。
20、作为一种可选的技术方案,所述料道板的一侧设置有第四动力件,所述第四动力件的输出端设置有拨叉,所述第四动力件用于驱动所述拨叉伸入所述装配工装外壁的定位槽。
21、作为一种可选的技术方案,所述涂胶装置包括胶枪以及第五动力件,所述胶枪安装于所述第五动力件的输出端,所述第五动力件沿水平方向驱动所述胶枪靠近所述磁瓦。
22、作为一种可选的技术方案,所述胶枪的底部设置有胶杯,所述胶杯用于收集从所述胶枪滴落的胶水。
23、作为一种可选的技术方案,所述搬运装置与所述加热装置之间还设置有测外径装置,所述测外径装置包括第六动力件和检测筒,所述第六动力件用于驱动所述检测筒罩设于所述外壳,以检测所述外壳的外径。
24、本发明的有益效果在于:
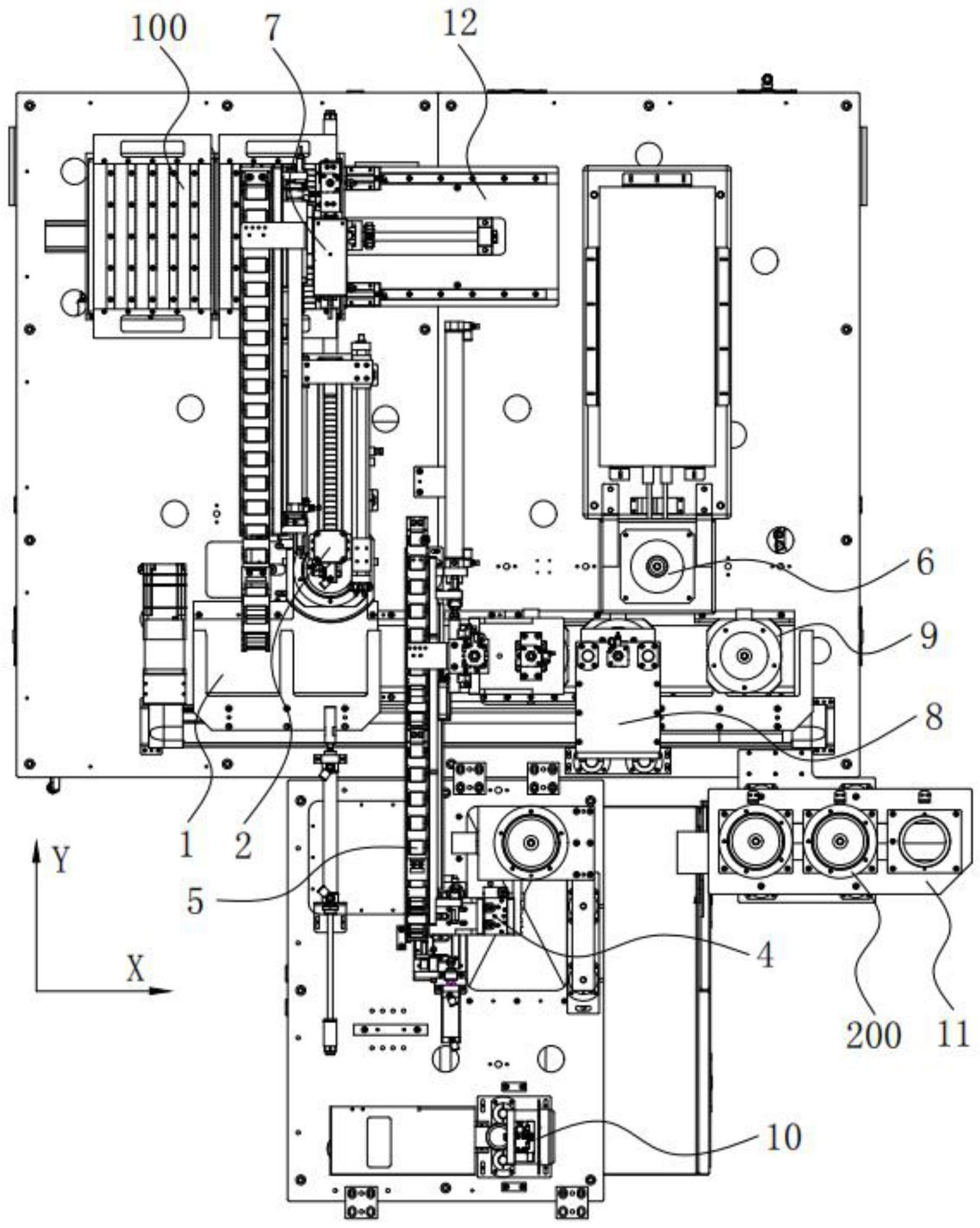
25、本发明提供电机组装生产线,该电机组装生产线运行时,滑道装置将装配工装输送至插瓦装置的一侧,插瓦装置将磁瓦插设于装配工装的外壁,涂胶装置将胶水涂覆于磁瓦的外壁,之后滑道装置将装配工装连同磁瓦运输至搬运装置的下方,将外壳套设于装配工装之前,先由喷雾装置将催化剂喷射到外壳的内壁,再由搬运装置将外壳罩设于装配工装的外周,磁瓦贴附于外壳的内壁,催化剂对胶水进行催化,加速胶水的固化速度和提高胶水的粘度,之后再由滑道装置将装配工装连同外壳和磁瓦输送至加热装置,加热装置对装配工装上的外壳和磁瓦加热,加快胶水固化。采用本发明的电机组装生产线能够提高自动化程度,提高生产效率,降低员工的劳动强度。
技术特征:
1.电机组装生产线,其特征在于,包括:
2.根据权利要求1所述的电机组装生产线,其特征在于,所述插瓦装置(2)的一侧设置有搬瓦装置(7),所述搬瓦装置(7)用于将所述磁瓦(100)搬运至所述插瓦装置(2),所述搬瓦装置(7)包括:
3.根据权利要求2所述的电机组装生产线,其特征在于,所述磁吸组件(71)还包括安装板(715),所述安装板(715)安装于所述第一动力件(713)的输出端,所述安装板(715)安装有多个所述磁铁(712),所述第一动力件(713)驱动所述磁铁(712)靠近并接触所述磁瓦(100)时,所述安装板(715)抵接于所述限位台(714)的顶部。
4.根据权利要求1所述的电机组装生产线,其特征在于,所述插瓦装置(2)包括:
5.根据权利要求4所述的电机组装生产线,其特征在于,所述插瓦装置(2)还包括:
6.根据权利要求5所述的电机组装生产线,其特征在于,所述插片(212)沿z轴方向开设有避让槽(213),所述料道板(23)的一侧设置有第三动力件(25)和弹力胶垫(26),所述弹力胶垫(26)安装于所述第三动力件(25)的输出端,所述第三动力件(25)用于驱动所述弹力胶垫(26)穿过所述避让槽(213)并抵接所述磁瓦(100)。
7.根据权利要求5所述的电机组装生产线,其特征在于,所述料道板(23)的一侧设置有第四动力件(27),所述第四动力件(27)的输出端设置有拨叉(28),所述第四动力件(27)用于驱动所述拨叉(28)伸入所述装配工装(9)外壁的定位槽。
8.根据权利要求5所述的电机组装生产线,其特征在于,所述涂胶装置(3)包括胶枪(31)以及第五动力件(32),所述胶枪(31)安装于所述第五动力件(32)的输出端,所述第五动力件(32)沿水平方向驱动所述胶枪(31)靠近所述磁瓦(100)。
9.根据权利要求8所述的电机组装生产线,其特征在于,所述胶枪(31)的底部设置有胶杯,所述胶杯用于收集从所述胶枪(31)滴落的胶水。
10.根据权利要求1所述的电机组装生产线,其特征在于,所述搬运装置(5)与所述加热装置(6)之间还设置有测外径装置(8),所述测外径装置(8)包括第六动力件(81)和检测筒(82),所述第六动力件(81)用于驱动所述检测筒(82)罩设于所述外壳(200),以检测所述外壳(200)的外径。
技术总结
本发明属于电机生产设备技术领域,公开电机组装生产线,该电机组装生产线包括滑道装置、插瓦装置、涂胶装置、喷雾装置、搬运装置以及加热装置,滑道装置用于运载装配工装;插瓦装置用于将磁瓦插设于装配工装的外壁;涂胶装置用于将胶水涂覆于磁瓦的外壁;喷雾装置用于将催化剂喷射到外壳的内壁;搬运装置用于将外壳罩设于装配工装的外周;加热装置用于加热外壳。采用本发明的电机组装生产线能够提高电机的自动化生产程度,提高生产效率。
技术研发人员:胡城睿,回赛飞
受保护的技术使用者:深圳市金岷江智能装备有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!