转子、马达以及转子的制造方法与流程
本发明涉及转子、马达以及转子的制造方法。
背景技术:
1、已知有将永磁铁搭载于转子铁芯的ipm(interior permanent magnetic:内部永磁铁)马达。ipm马达与感应马达相比,不会产生由二次电流引起的损失,因此能够有效地驱动。
2、在ipm马达中,为了抑制振动向轴的传播,研究了相对于包覆永磁铁的树脂部在径向内侧配置弹性体(例如,参照专利文献1)。在专利文献1中,记载了相对于包覆永磁铁的树脂部在径向内侧与树脂部相邻地配置弹性体的转子。在专利文献1的转子中,弹性体包覆树脂部,由此能够抑制振动传播到轴。
3、专利文献1:日本特开2021-164308号公报
4、典型地是,树脂部和弹性体使用模具来成型。因此,在利用模具来成型专利文献1的转子的树脂部和弹性体的情况下,需要分别取出由成型树脂部的模具和成型弹性体的模具成型出的成型物,因而制作转子的前置时间变长。
技术实现思路
1、本发明是鉴于上述课题而完成的,其目的在于提供能够缩短使用模具进行成型时的前置时间的转子、马达以及转子的制造方法。
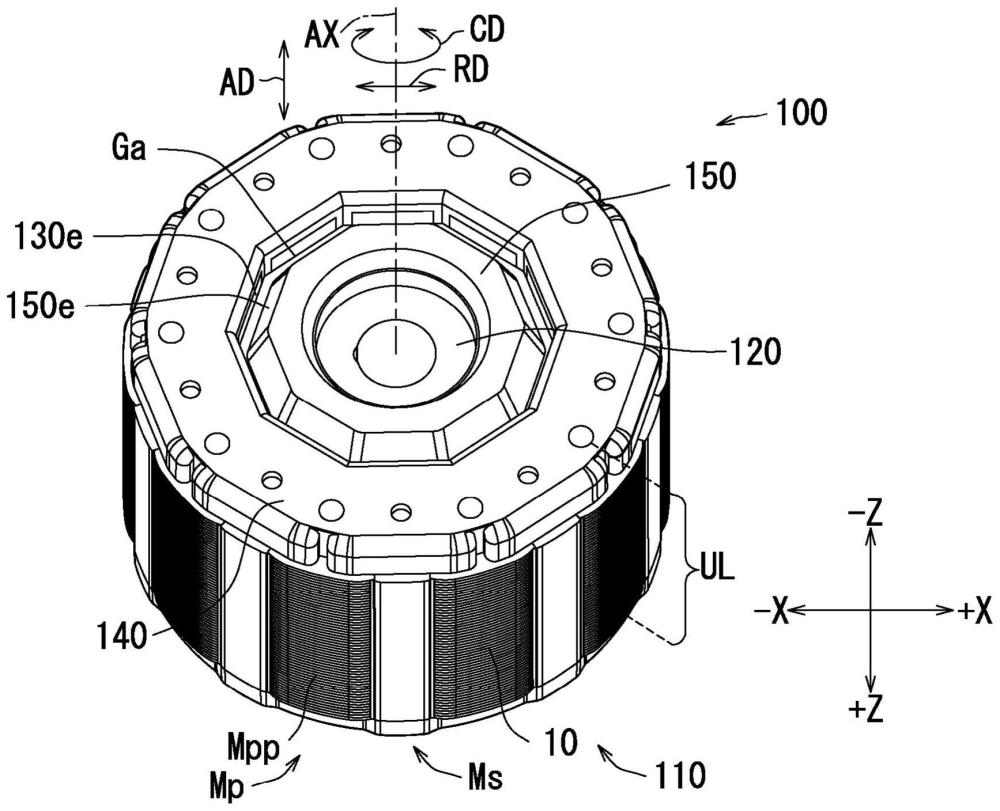
2、本发明的例示性的转子具有:外侧铁芯,其具有沿周向配置的多个磁极部;内侧铁芯,其相对于所述外侧铁芯位于径向内侧;磁铁,其配置于设置在所述多个磁极部中的相邻的磁极部之间的磁铁插入部;第1树脂部,其覆盖所述外侧铁芯和所述磁铁的至少轴向一侧的端部;以及第2树脂部,其覆盖所述外侧铁芯和所述内侧铁芯的至少轴向一侧的端部,该转子具有将所述第1树脂部和所述第2树脂部在径向上相互分离的间隙,所述外侧铁芯的一部分从所述间隙露出。
3、本发明的例示性的马达具有上述转子。
4、本发明的例示性的转子的制造方法包含如下工序:第1成型工序,将外侧铁芯、内侧铁芯以及磁铁配置于模具,在所述模具的部位与所述外侧铁芯的轴向一侧的端部接触的状态下,成型出覆盖所述外侧铁芯和所述磁铁的至少轴向一侧的端部的第1树脂部,该外侧铁芯具有沿周向配置的多个磁极部,该内侧铁芯相对于所述外侧铁芯位于径向内侧,该磁铁配置于设置在所述多个磁极部中的相邻的磁极部之间的磁铁插入部;第2成型工序,在保持将所述外侧铁芯、所述内侧铁芯以及所述磁铁配置于所述模具的至少一部分的状态且所述模具的所述至少一部分的所述部位与所述外侧铁芯的轴向一侧的端部接触的状态下,成型出覆盖所述外侧铁芯和所述内侧铁芯的至少轴向一侧的端部的第2树脂部;以及取出工序,在所述第2成型工序之后,从在所述第2成型工序中使用的模具取出具有所述外侧铁芯、所述内侧铁芯、所述磁铁、所述第1树脂部以及所述第2树脂部的成型品,在所述取出工序之后,从将所述第1树脂部和所述第2树脂部在径向上分离的间隙露出所述外侧铁芯的一部分。
5、根据例示性的本发明,能够缩短使用模具进行成型时的前置时间。
技术特征:
1.一种转子,其具有:
2.根据权利要求1所述的转子,其中,
3.根据权利要求2所述的转子,其中,
4.根据权利要求1所述的转子,其中,
5.根据权利要求4所述的转子,其中,
6.根据权利要求5所述的转子,其中,
7.根据权利要求1或2所述的转子,其中,
8.一种马达,其中,
9.一种转子的制造方法,其中,
10.根据权利要求9所述的转子的制造方法,其中,
技术总结
本发明提供转子、马达以及转子的制造方法。该转子具有:外侧铁芯,其具有沿周向配置的多个磁极部;内侧铁芯,其相对于所述外侧铁芯位于径向内侧;磁铁,其配置于设置在所述多个磁极部中的相邻的磁极部之间的磁铁插入部;第1树脂部,其覆盖所述外侧铁芯和所述磁铁的至少轴向一侧的端部;以及第2树脂部,其覆盖所述外侧铁芯和所述内侧铁芯的至少轴向一侧的端部。该转子具有将所述第1树脂部和所述第2树脂部在径向上相互分离的间隙,所述外侧铁芯的一部分从所述间隙露出。
技术研发人员:檀野隼一,山本圣
受保护的技术使用者:尼得科高科电机株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!