用于数控机床的伺服电机动态扭矩限制方法及装置与流程
本发明涉及用于数控机床的伺服电机动态扭矩限制方法及装置,属于机械控制领域。
背景技术:
1、数控机床作为一个通过程序控制的自动化机床,广泛应用于各种加工领域,并不断朝着高速加工方向发展。但是,更高的运动速度也加大了机床发生撞机时产生的损失,加工安全性和加工速度性能之间的矛盾,成为提升数控机床性能过程中,必须解决的重要一环。
技术实现思路
1、本发明提供一种用于数控机床的伺服电机动态扭矩限制方法及装置,旨在至少解决现有技术中存在的技术问题之一。
2、本发明的技术方案涉及一种用于数控机床的伺服电机动态扭矩限制方法,根据本发明的方法包括以下步骤:
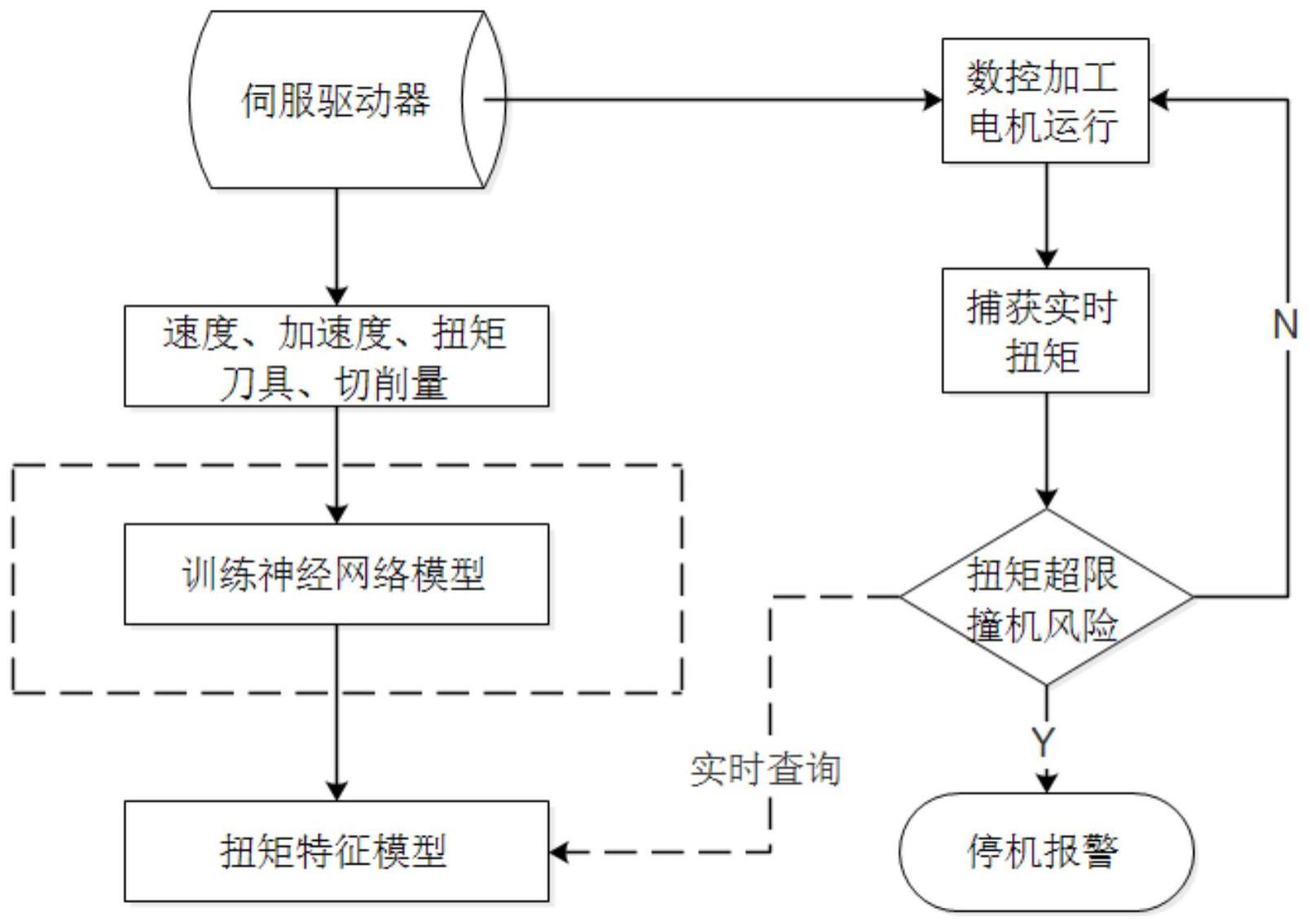
3、s100、获取当前加工的机床特征参数,其中,所述机床特征参数包括电机速度、电机加速度和电机运行方向;
4、s200、将所述机床特征参数输入到基于神经网络的动态扭矩特征模型,以获得当前电机转矩、理论扭矩值和扭矩误差宽度,进而获得当前的扭矩误差宽度;
5、s300、判断当前的所述电机扭矩是否超出所述扭矩误差宽度,如是,输出停机报警指令。
6、进一步,所述步骤s100中,所述机床特征参数还包括切削量和刀具特征。
7、进一步,对于所述步骤s200,所述神经网络包括:用于获取输入向量的输入层;用于计算处理所述输入向量的隐含层;用于输出计算结果的输出层。
8、进一步,所述步骤s200中,所述动态扭矩特征模型的输出值根据连接权重和偏置获得。
9、进一步,所述步骤s200中,所述动态扭矩特征模型的输出值通过以下计算获得:
10、
11、其中,
12、
13、式中,表示所述输出层的输出,为从第l―1层的第i个神经元与第j个神经元之间的所述连接权重,为第l层第j个神经元的所述偏置,f(·)表示所述输出层的激活函数。
14、进一步,所述步骤s200中,所述动态扭矩特征模型通过以下误差函数训练:
15、
16、式中,e表示误差函数,p表示训练样本个数,k∈(1,p),n表示训练样本的输出个数,i表示第i个神经元,dk(i)表示所述理想扭矩值,yk(i)表示所述当前电机扭矩。
17、进一步,其中,所述连接权重和所述偏置均通过梯度下降法更新。
18、进一步,其中,所述梯度下降法计算如下:
19、
20、
21、式中,表示学习速率,
22、本发明的技术方案还涉及计算机可读存储介质,其上储存有程序指令,所述程序指令被处理器执行时实施上述的方法。
23、本发明的技术方案还涉及用于数控机床的伺服电机动态扭矩限制装置,所述装置包括计算机装置,该计算机装置包含上述计算机可读存储介质。
24、本发明的有益效果如下:
25、本发明用于数控机床的伺服电机动态扭矩限制方法及装置,可提高机床加工速度同时降低机床撞机可能性。通过基于神经网络的动态扭矩特征模型,根据当前给定特征的运动指令的机床特征参数,在线动态生成合适的扭矩误差宽度,实时检测当前电机转矩与理论扭矩值之间的差距,实现精准的扭矩限制,有利于提高机床安全性能,从而在提高加工速度同时有效降低撞机损害的可能性。将扭矩限制值的大小设置与集成的机械特性、运动状态相结合,即根据实时获得的电机速度、电机加速度和电机运行方向,获得实时的理论电机扭矩和扭矩误差宽度,从而实现实时对扭矩的精准限制,以及引入切削量和刀具特征量,进一步优化动态扭矩特征模型的准确性。
技术特征:
1.一种用于数控机床的伺服电机动态扭矩限制方法,其特征在于,所述方法包括以下步骤:
2.根据权利要求1所述的方法,其特征在于,所述步骤s100中,所述机床特征参数还包括切削量和刀具特征。
3.根据权利要求2所述的方法,其特征在于,对于所述步骤s200,所述神经网络包括:用于获取输入向量的输入层;用于计算处理所述输入向量的隐含层;用于输出计算结果的输出层。
4.根据权利要求3所述的方法,其特征在于,所述步骤s200中,所述动态扭矩特征模型的输出值根据连接权重和偏置获得。
5.根据权利要求4所述的方法,其特征在于,所述步骤s200中,所述动态扭矩特征模型的输出值通过以下计算获得:
6.根据权利要求5所述的方法,其特征在于,所述步骤s200中,所述动态扭矩特征模型通过以下误差函数训练:
7.根据权利要求5所述的方法,其特征在于,其中,所述连接权重和所述偏置均通过梯度下降法更新。
8.根据权利要求7所述的方法,其特征在于,其中,所述梯度下降法计算如下:
9.一种计算机可读存储介质,其上储存有程序指令,所述程序指令被处理器执行时实施如权利要求1至8中任一项所述的方法。
10.一种用于数控机床的伺服电机动态扭矩限制装置,其特征在于,包括:计算机装置,所述计算机装置包括根据权利要求9所述的计算机可读存储介质。
技术总结
本发明涉及用于数控机床的伺服电机动态扭矩限制方法和系统。其中的方法包括:获取当前加工的机床特征参数,其中,机床特征参数包括电机速度、电机加速度和电机运行方向,将机床特征参数输入到基于神经网络的动态扭矩特征模型,以获得当前电机转矩、理论扭矩值和扭矩误差宽度,进而获得当前的扭矩误差宽度,判断当前的电机扭矩是否超出扭矩误差宽度,如是,输出停机报警指令。本发明可提高机床加工速度同时降低机床撞机可能性。
技术研发人员:周振财,林业宏,王瑞楠,卢俊杰,陈耀元,梁锡钊,赵飞麒
受保护的技术使用者:广东科杰技术股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!