一种定子用扁线2D及3D成型设备的制作方法
本发明涉及扁线加工,特别是一种定子用扁线2d及3d成型设备。
背景技术:
1、定子是旋转电机的固定部分,配备有将钢板层叠而成的定子铁芯和卷绕于定子铁芯的定子线圈,定子铁芯具有环状的背部磁轭(铁芯背部)和从背部磁轭的内周侧突出地设置的齿。
2、定子线圈由扁线通过一定的规律缠绕排列形成,扁线的原材料是线材,现有的线材是卷材,需要进行加工成型,形成定子用扁线,现有的扁线加工成型装置,结构复杂,操作不便,需要借助人工进行生产操作,增加了人工成本,且无法一次实现扁线的2d成型加工、3d成型加工,这导致扁线的生产效率低,无法满足扁线的生产要求,为此,设计了一种定子用扁线2d及3d成型设备。
3、申请号201110274310.9,专利名称一种高强度扁线的生产工艺及设备,此专利文件没有说明如何对扁线进行2d成型加工、3d成型加工操作,且扁线的生产效率低,无法满足扁线的生产加工效率要求。
技术实现思路
1、本发明的目的是为了解决上述问题,设计了一种定子用扁线2d及3d成型设备。
2、实现上述目的本发明的技术方案为,一种定子用扁线2d及3d成型设备,包括卷线存放组件,所述卷线存放组件一侧设置有卷线上料组件,所述卷线上料组件远离卷线存放组件一侧设置有卷线校直组件,所述卷线校直组件远离所述卷线上料组件一侧设置有卷线去漆组件,所述卷线去漆组件远离所述卷线校直组件一侧设置有扁线2d成型装置,所述扁线2d成型装置远离卷线去漆组件一侧设置有扁线3d成型装置。
3、作为本技术方案的进一步描述,所述扁线2d成型装置包括设置在卷线去漆组件远离所述卷线校直组件一侧的第一安装架,所述第一安装架上设置有扁线2d成型组件,所述第一安装架上位于所述扁线2d成型组件一侧设置有扁线牵引组件。
4、作为本技术方案的进一步描述,所述扁线2d成型组件包括设置在第一安装架上的辅助框体,所述辅助框体上设置有扁线切断气缸,所述扁线切断气缸的输出端设置有扁线裁切模,所述扁线裁切模一侧设置有扁线折弯成型组件,所述扁线折弯成型组件包括设置在第一安装架上的折弯动力电机,所述折弯动力电机的输出端设置有扁线2d成型折弯治具,所述扁线2d成型折弯治具包括设置折弯动力电机的输出端的旋转盘,所述旋转盘上设置有若干个辅助连接柱。
5、作为本技术方案的进一步描述,所述扁线牵引组件包括设置在第一安装架上位于扁线2d成型组件一侧牵引动力模组,所述牵引动力模组的移动部位设置有扁线端辅助夹持组件,所述牵引动力模组一侧设置有导向导轨,所述导向导轨上设置有导向滑块,所述导向滑块上设置有扁线端辅助夹持组件。
6、作为本技术方案的进一步描述,所述第一安装架上位于牵引动力模组的两端部设置有扁线辅助压紧组件,所述扁线辅助压紧组件包括设置在第一安装架上的安装座,所述安装座上设置有辅助压紧气缸,所述辅助压紧气缸的输出端辅助压紧块,所述辅助压紧气缸底部设置有扁线限位导向座。
7、作为本技术方案的进一步描述,所述扁线3d成型装置包括设置在所述扁线2d成型装置远离卷线去漆组件一侧的输送架,所述输送架底部设置有扁线3d成型组件,所述扁线3d成型组件包括设置在输送架底部的第二安装架,所述第二安装架上设置有支撑框体,所述支撑框体上设置有扁线3d成型下压气缸,所述扁线3d成型下压气缸的输出端设置有扁线3d成型模架,所述扁线3d成型模架上设置有扁线3d成型模仁组件。
8、作为本技术方案的进一步描述,所述扁线3d成型模仁组件包括设置在扁线3d成型模架上的上成型模仁,所述上成型模仁下方设置有下成型模仁,所述下成型模仁上设置有若干个扁线限位块,所述上成型模仁上设置有成型凸起部。
9、作为本技术方案的进一步描述,所述卷线存放组件包括卷线存放支座,所述卷线存放支座的卷线存放盘,所述卷线上料组件包括设置在卷线存放组件一侧的支撑立柱,所述支撑立柱的两侧设置有连接架,所述连接架上设置有送线辅助轮,所述支撑立柱的主体上设置有送线张紧轮。
10、作为本技术方案的进一步描述,所述卷线校直组件包括设置在卷线上料组件远离卷线存放组件一侧的第三安装架,所述第三安装架上设置有两组横向校直组件、两组纵向校直组件,所述横向校直组件包括设置在设置在第三安装架上的平板,所述平板上设置有若干个横向校直滚轮,所述纵向校直组件包括设置在第三安装架上的立板,所述立板上设置有若干个纵向校直滚轮。
11、作为本技术方案的进一步描述,所述卷线去漆组件包括设置在卷线校直组件远离所述卷线上料组件一侧的第四安装架,所述第四安装架上设置有横向去漆组件,所述第四安装架上位于横向去漆组件一侧设置有纵向去漆组件。
12、其有益效果在于,本技术方案的定子用扁线2d及3d成型设备,工作运行稳定,加工效率高,且实用性较强,运用此定子用扁线2d及3d成型设备,实现了扁线的自动上料、自动校直、自动去漆,以及扁线2d成型、扁线3d成型,通过此扁线2d及3d成型设备,有效提高了扁线的生产效率,同时也保证了扁线的生产质量。
技术特征:
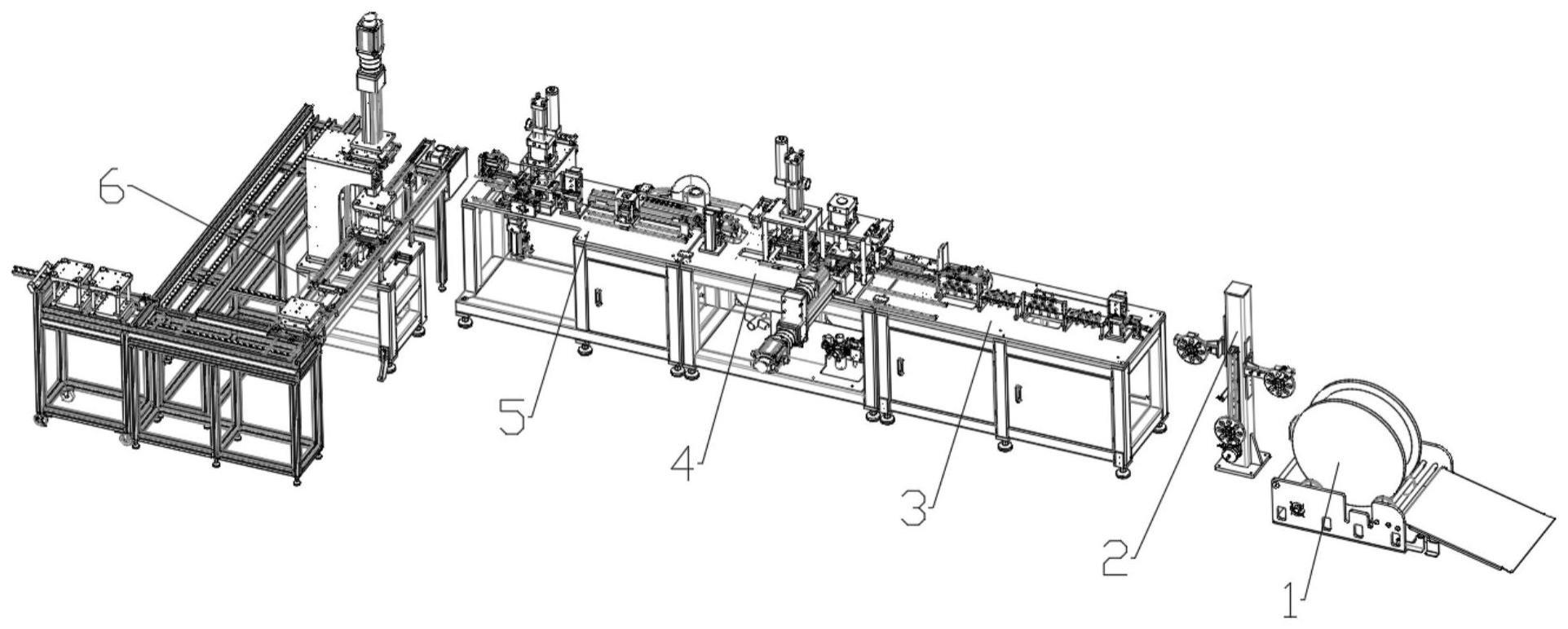
1.一种定子用扁线2d及3d成型设备,其特征在于,包括卷线存放组件(1),所述卷线存放组件(1)一侧设置有卷线上料组件(2),所述卷线上料组件(2)远离卷线存放组件(1)一侧设置有卷线校直组件(3),所述卷线校直组件(3)远离所述卷线上料组件(2)一侧设置有卷线去漆组件(4),所述卷线去漆组件(4)远离所述卷线校直组件(3)一侧设置有扁线2d成型装置(5),所述扁线2d成型装置(5)远离卷线去漆组件(4)一侧设置有扁线3d成型装置(6)。
2.根据权利要求1所述的一种定子用扁线2d及3d成型设备,其特征在于,所述扁线2d成型装置(5)包括设置在卷线去漆组件(4)远离所述卷线校直组件(3)一侧的第一安装架(7),所述第一安装架(7)上设置有扁线2d成型组件(8),所述第一安装架(7)上位于所述扁线2d成型组件(8)一侧设置有扁线牵引组件(9)。
3.根据权利要求2所述的一种定子用扁线2d及3d成型设备,其特征在于,所述扁线2d成型组件(8)包括设置在第一安装架(7)上的辅助框体(10),所述辅助框体(10)上设置有扁线切断气缸(11),所述扁线切断气缸(11)的输出端设置有扁线裁切模(12),所述扁线裁切模(12)一侧设置有扁线折弯成型组件,所述扁线折弯成型组件包括设置在第一安装架(7)上的折弯动力电机(13),所述折弯动力电机(13)的输出端设置有扁线2d成型折弯治具(14),所述扁线2d成型折弯治具(14)包括设置折弯动力电机(13)的输出端的旋转盘(15),所述旋转盘(15)上设置有若干个辅助连接柱。
4.根据权利要求1所述的一种定子用扁线2d及3d成型设备,其特征在于,所述扁线牵引组件(9)包括设置在第一安装架(7)上位于扁线2d成型组件(8)一侧牵引动力模组(16),所述牵引动力模组(16)的移动部位设置有扁线端辅助夹持组件(17),所述牵引动力模组(16)一侧设置有导向导轨(18),所述导向导轨(18)上设置有导向滑块(19),所述导向滑块(19)上设置有扁线端辅助夹持组件(17)。
5.根据权利要求4所述的一种定子用扁线2d及3d成型设备,其特征在于,所述第一安装架(7)上位于牵引动力模组(16)的两端部设置有扁线辅助压紧组件(20),所述扁线辅助压紧组件(20)包括设置在第一安装架(7)上的安装座(21),所述安装座(21)上设置有辅助压紧气缸(22),所述辅助压紧气缸(22)的输出端辅助压紧块(23),所述辅助压紧气缸(22)底部设置有扁线限位导向座(24)。
6.根据权利要求1所述的一种定子用扁线2d及3d成型设备,其特征在于,所述扁线3d成型装置(6)包括设置在所述扁线2d成型装置(5)远离卷线去漆组件(4)一侧的输送架(25),所述输送架(25)底部设置有扁线3d成型组件(26),所述扁线3d成型组件(26)包括设置在输送架(25)底部的第二安装架(27),所述第二安装架(27)上设置有支撑框体(28),所述支撑框体(28)上设置有扁线3d成型下压气缸(29),所述扁线3d成型下压气缸(29)的输出端设置有扁线3d成型模架(30),所述扁线3d成型模架(30)上设置有扁线3d成型模仁组件(31)。
7.根据权利要求6所述的一种定子用扁线2d及3d成型设备,其特征在于,所述扁线3d成型模仁组件(31)包括设置在扁线3d成型模架(30)上的上成型模仁(32),所述上成型模仁(32)下方设置有下成型模仁(33),所述下成型模仁(33)上设置有若干个扁线限位块(34),所述上成型模仁(32)上设置有成型凸起部(35)。
8.根据权利要求1所述的一种定子用扁线2d及3d成型设备,其特征在于,所述卷线存放组件(1)包括卷线存放支座(36),所述卷线存放支座(36)的卷线存放盘(37),所述卷线上料组件(2)包括设置在卷线存放组件(1)一侧的支撑立柱(38),所述支撑立柱(38)的两侧设置有连接架(39),所述连接架(39)上设置有送线辅助轮(40),所述支撑立柱(38)的主体上设置有送线张紧轮(41)。
9.根据权利要求1所述的一种定子用扁线2d及3d成型设备,其特征在于,所述卷线校直组件(3)包括设置在卷线上料组件(2)远离卷线存放组件(1)一侧的第三安装架(42),所述第三安装架(42)上设置有两组横向校直组件(43)、两组纵向校直组件(44),所述横向校直组件(43)包括设置在设置在第三安装架(42)上的平板(45),所述平板(45)上设置有若干个横向校直滚轮(46),所述纵向校直组件(44)包括设置在第三安装架(42)上的立板(47),所述立板(47)上设置有若干个纵向校直滚轮(48)。
10.根据权利要求1所述的一种定子用扁线2d及3d成型设备,其特征在于,所述卷线去漆组件(4)包括设置在卷线校直组件(3)远离所述卷线上料组件(2)一侧的第四安装架(49),所述第四安装架(49)上设置有横向去漆组件(50),所述第四安装架(49)上位于横向去漆组件(50)一侧设置有纵向去漆组件(51)。
技术总结
本发明公开了一种定子用扁线2D及3D成型设备,包括卷线存放组件,卷线存放组件一侧设置有卷线上料组件,卷线上料组件远离卷线存放组件一侧设置有卷线校直组件,卷线校直组件远离卷线上料组件一侧设置有卷线去漆组件,卷线去漆组件远离所述卷线校直组件一侧设置有扁线2D成型装置,所述扁线2D成型装置远离卷线去漆组件一侧设置有扁线3D成型装置。本技术方案的定子用扁线2D及3D成型设备,工作运行稳定,加工效率高,且实用性较强,运用此定子用扁线2D及3D成型设备,实现了扁线的自动上料、自动校直、自动去漆,以及扁线2D成型、扁线3D成型,通过此扁线2D及3D成型设备,有效提高了扁线的生产效率,同时也保证了扁线的生产质量。
技术研发人员:丁贤斌
受保护的技术使用者:苏州英维特精密机械有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!