一种扁线绕组结构及扁线电机定子生产方法与流程
本发明涉及汽车驱动电机,具体涉及一种扁线绕组结构及扁线电机定子生产方法。
背景技术:
1、目前48槽8极的多层2支路扁线电机的制造方法有多种,比如有通过4支路绕组结构插线后再通过汇流铜排将两两支路之间串接实现的,该插线方式增加了串接的汇流铜排,在实际扁线定子量产中增加了串线铜排模具及焊接工序,即增加了扁线量产成本和降低生产节拍。也有直接成型的方法,但所用的扁线发卡种类较多,插线结构和焊接工序复杂,也会影响扁线定子量产的生产节拍和增加生产成本。
技术实现思路
1、本发明要解决的技术问题是提供一种扁线绕组结构及扁线电机定子生产方法,无需额外增加汇流铜排,且成型扁线发卡的种类少,简化了插线和焊接工序,缩短量产生产节拍,节省生产成本。
2、为了解决上述技术问题,本发明提供一种扁线绕组结构,扁线绕组的极数为p、插槽数为n,每个插槽内有m层导体,具有u、v和w三相绕组;第1层的插槽之间插设有不跨层的节距为y2=n/p的u型发卡;第2层至第m-1层内,依次相邻的两层为一组,每组两层的插槽之间插设有跨层的节距为y1=n/p-1、y2=n/p或y3=n/p+1的u型发卡;第m层的插槽内插设有不跨层的节距为y1=n/p-1或y3=n/p+1的u型发卡,其中,沿插槽的槽底向槽口的方向依次为第1层、第2层...第m层。
3、在上述扁线绕组结构中,整个扁线电机使用的u型发卡种类少,简化了插线和焊接工序,缩短量产生产节拍,节省生产成本。
4、进一步的,扁线绕组具有8极,48个插槽,每个插槽内有6层导体,u、v和w三相的各相绕组均具有2条支路。
5、进一步的,第1层的插槽之间插设有不跨层的节距为6的u型发卡;第2层的插槽和第3层的插槽之间插设有跨层的节距为5、6或7的u型发卡;第4层的插槽和第5层的插槽之间插设有跨层的节距为6的u型发卡;第6层的插槽之间插设有不跨层的节距为5或7的u型发卡,其中,沿插槽的槽底向槽口的方向依次为第1层、第2层...第6层。
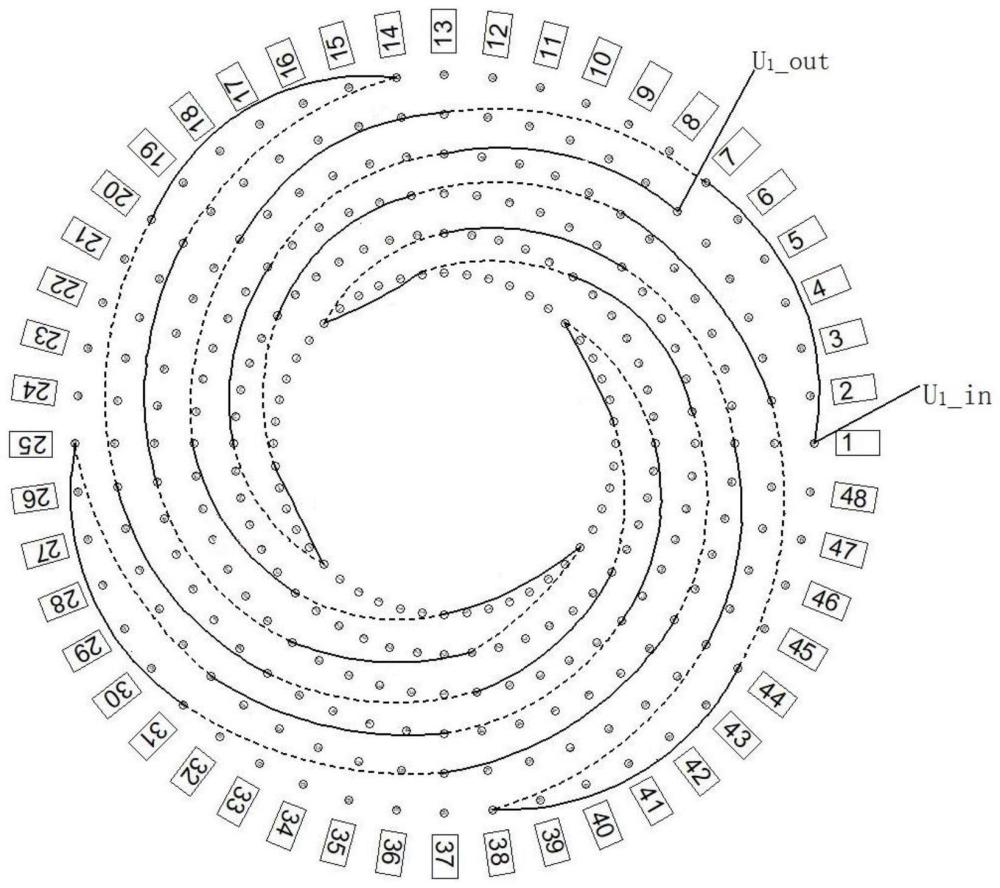
6、进一步的,以“~”表示两个u型发卡之间的焊接部位连接,以“&”表示u型发卡的连接部位连接,以“i.j”表示第i个槽中的第j层,则u相绕组的第一支路连接线路为:
7、1.1&7.1~13.2&19.3~25.4&31.5~37.6&44.6~38.5&32.4~26.3&20.2~14.1&20.1~26.2&32.3~38.4&44.5~2.6&7.6~1.5&43.4~37.3&31.2~25.1&31.1~37.2&44.3~2.4&8.5~14.6&19.6~13.5&7.4~1.3&44.2~38.1&44.1~2.2&8.3~14.4&20.5~26.6&31.6~25.5&19.4~13.3&7.2;
8、u相绕组的第二支路连接线路为:
9、2.1&8.1~14.2&20.3~26.4&32.5~38.6&43.6~37.5&31.4~25.3&19.2~13.1&19.1~25.2&31.3~37.4&43.5~1.6&8.6~2.5&44.4~38.3&32.2~26.1&32.1~38.2&43.3~1.4&7.5~13.6&20.6~14.5&8.4~2.3&43.2~37.1&43.1~1.2&7.3~13.4&19.5~25.6&32.6~26.5&20.4~14.3&8.2。
10、进一步的,v相绕组由u相绕组顺着槽位增大方向旋转4个槽位得到。
11、进一步的,以“~”表示两个u型发卡之间的焊接部位连接,以“&”表示u型发卡的连接部位连接,以“i.j”表示第i个槽中的第j层,则v相绕组的第一支路连接线路为:
12、5.1&11.1~17.2&23.3~29.4&35.5~41.6&48.6~42.5&36.4~30.3&24.2~18.1&24.1~30.2&36.3~42.4&48.5~6.6&11.6~5.5&47.4~41.3&35.2~29.1&35.1~41.2&48.3~6.4&12.5~18.6&23.6~17.5&11.4~5.3&48.2~42.1&48.1~6.2&12.3~18.4&24.5~30.6&35.6~29.5&23.4~17.3&11.2;
13、v相绕组的第二支路连接线路为:
14、6.1&12.1~18.2&24.3~30.4&36.5~42.6&47.6~41.5&35.4~29.3&23.2~17.1&23.1~29.2&35.3~41.4&47.5~5.6&12.6~6.5&48.4~42.3&36.2~30.1&36.1~42.2&47.3~5.4&11.5~17.6&24.6~18.5&12.4~6.3&47.2~41.1&47.1~5.2&11.3~17.4&23.5~29.6&36.6~30.5&24.4~18.3&12.2。
15、进一步的,w相绕组由u相绕组顺着槽位增大方向旋转8个槽位得到。
16、进一步的,以“~”表示两个u型发卡之间的焊接部位连接,以“&”表示u型发卡的连接部位连接,以“i.j”表示第i个槽中的第j层,则w相绕组的第一支路连接线路为:
17、9.1&15.1~21.2&27.3~33.4&39.5~45.6&4.6~46.5&40.4~34.3&28.2~22.1&28.1~34.2&40.3~46.4&4.5~10.6&15.6~9.5&3.4~45.3&39.2~33.1&39.1~45.2&4.3~10.4&16.5~22.6&27.6~21.5&15.4~9.3&4.2~46.1&4.1~10.2&16.3~22.4&28.5~34.6&39.6~33.5&27.4~21.3&15.2;
18、w相绕组的第二支路连接线路为:
19、10.1&16.1~22.2&28.3~34.4&40.5~46.6&3.6~45.5&39.4~33.3&27.2~21.1&27.1~33.2&39.3~45.4&3.5~9.6&16.6~10.5&4.4~46.3&40.2~34.1&40.1~46.2&3.3~9.4&15.5~21.6&28.6~22.5&16.4~10.3&3.2~45.1&3.1~9.2&15.3~21.4&27.5~33.6&40.6~34.5&28.4~22.3&16.2。
20、进一步的,相互焊接连接的两个u型发卡的扭曲段跨距均为3。
21、为了解决上述技术问题,本发明提供一种具有上述扁线绕组结构的扁线电机定子生产方法,包括如下步骤:
22、步骤一:在第1层的插槽之间插设不跨层的节距为6的u型发卡;
23、步骤二:在第2层的插槽和第3层的插槽之间插设跨层的节距为5、6或7的u型发卡;
24、步骤三:在第4层的插槽和第5层的插槽之间插设跨层的节距为6的u型发卡;
25、步骤四:在第6层的插槽之间插设不跨层的节距为5或7的u型发卡;
26、步骤五:在焊接侧将u型发卡的端部扭曲;
27、步骤六:在焊接侧将u型发卡的扭曲段对应焊接,形成该扁线电机的三相绕组:u相绕组、v相绕组和w相绕组,且各相绕组具有两条支路。
28、综上所述,采用上述扁线绕组结构及扁线电机定子生产方法,各相绕组的各个支路,在每层上使用到的u型发卡种类相同,简化了扁线电机多层绕组的扁线发卡线形和焊接铜排种类,焊接工序简单、降低成本和工艺可靠性高。
- 还没有人留言评论。精彩留言会获得点赞!