一种手工粘接磁钢工装及粘接方法与流程
本发明涉及电机,特别涉及一种手工粘接磁钢工装及粘接方法。
背景技术:
1、随着电机行业的发展,电机的结构差异巨大,直流永磁电机、外转子伺服电机、bldc无刷电机的用途和需求越来越广。这类电机利用磁钢产生的磁场与电流相互作用产生力,在此类电机的制造中,磁钢粘接的一致性往往对电机性能有着至关重要的影响。当前磁钢受稀土材料的限制,磁钢的温度一般不能超过120℃,性能较好的磁钢一般也不应超过150℃,对于此类需要耐高温的电机,其磁钢粘接工艺一般是先粘接,后整体充磁的方式进行,其原因主要有两点:1.避免胶水在固化过程中因高温导致退磁,2.充磁后磁钢具有吸引力,粘接时难以控制。但这种方式对不具备充磁和磁性检测能力的企业来说,磁钢首先需要采购,再入厂进行粘接,然后再次送回磁钢制造商进行充磁和检测,造成了二次的运输成本和时间成本。同时,对于处于研发阶段的电机,企业往往会进行一些样机或小批量产品的制造来验证电机的性能或工艺,在此阶段,为了节约成本,企业通常不会选择投入大量的自动化设备,而是选择利用一些简易工装通过半自动或手工的方式进行。这种工艺有以下缺点:1.受零部件影响,整体充磁其磁钢充磁的极限一般比单独充磁要低,对于一些高性能的电机无法满足其要求,只能提高磁钢材料牌号,极大地增加了材料成本;2.对不具备充磁和磁性检测能力的企业来说,磁钢首先需要采购,再入厂进行粘接,然后再次送回磁钢制造商进行充磁和检测,造成了二次的运输成本和时间成本;3.对于性能要求较高的电机,磁钢粘接的一致性对电机性能影响很大,通过自动化设备保证一致性性价比较低,且前期调试等工作量较大,准备周期长,不适用于样机生产或小批量生产。
2、因此,开发一种手工粘接磁钢工装及粘接方法实现小批量已充磁磁钢的粘接具有重大意义。
技术实现思路
1、本发明的目的是提供一种手工粘接磁钢工装及粘接方法,以解决现有技术中存在的问题。
2、为实现本发明目的而采用的技术方案是这样的,一种手工粘接磁钢工装,所述定子为圆筒体结构。所述定子的内壁粘接磁钢。所述定子壁面的下端设置有螺纹孔。手工粘接磁钢工装包括定位座、圆柱销、支架、导柱、螺栓和螺母。
3、所述定位座包括从上到下依次同轴设置的圆台段和圆柱段。所述圆台段的大径端与圆柱段接合。所述圆台段大径端的半径小于圆柱段的半径。所述定位座上设置有螺栓通过孔、导柱通过孔和销孔。所述螺栓通过孔沿定位座的轴线布置。所述螺栓通过孔和导柱通过孔贯穿圆台段的上表面和圆柱段的下表面。所述销孔贯穿圆柱段的上下表面。
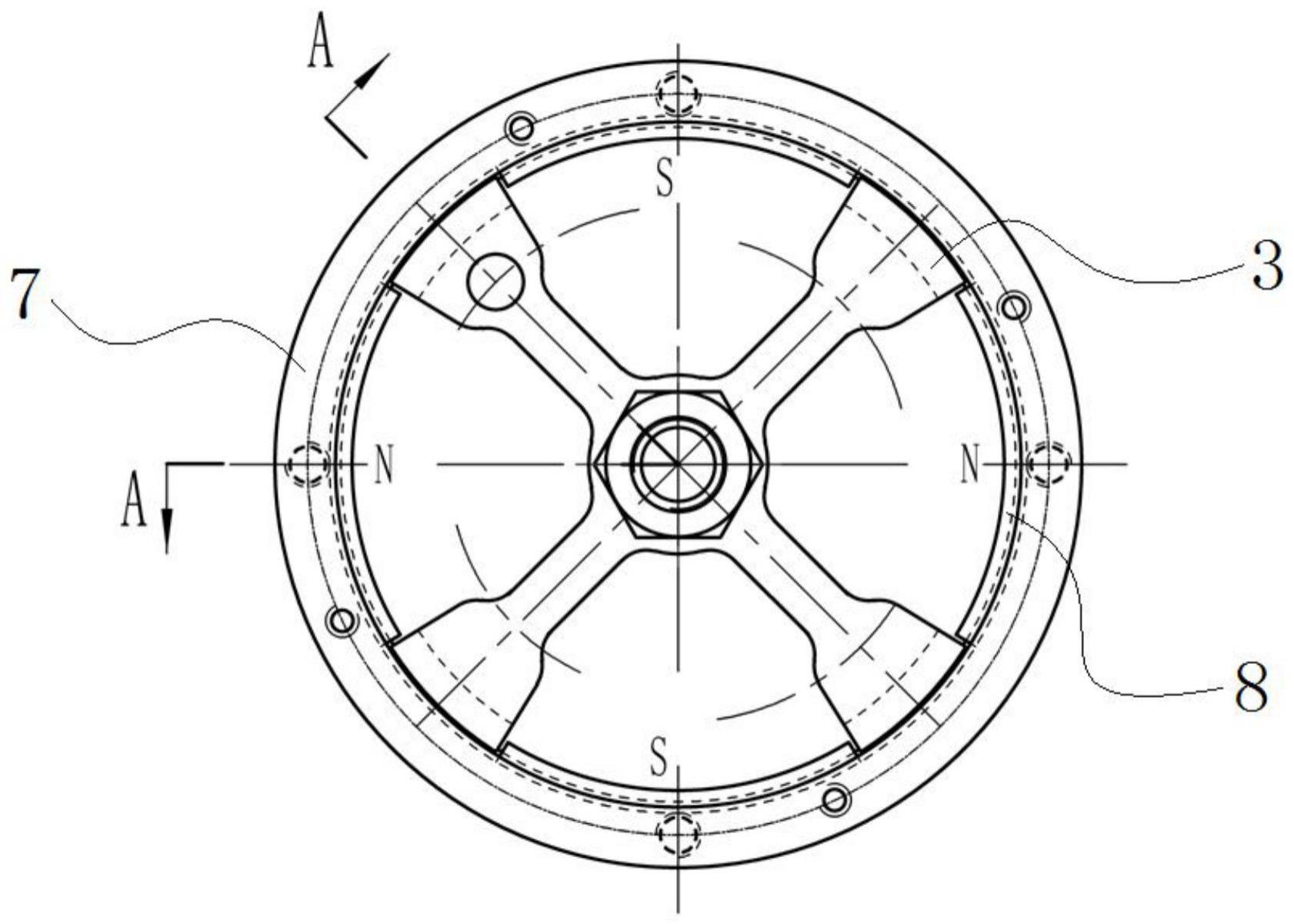
4、所述支架包括固定压头和若干个辐条扇叶。所述固定压头整体为圆柱体。所述固定压头沿轴线设置有螺栓孔。所述若干个辐条扇叶沿周向间隔布置。所述辐条扇叶的一端连接在固定压头的侧壁上,另一端设置有膨大分隔端头。所述膨大分隔端头整体为扇环柱体。所述扇环柱体的半径与定子的内径相同。若干个膨大分隔端头中的一个上设置有装配通孔。
5、工作时,所述定子套设在圆柱段外围。所述定子的下端面搁置在圆柱段的上表面。所述支架搁置在圆柱段上表面。所述支架容置在定子的内腔中。所述膨大分隔端头的外端壁面与定子的内壁贴合。所述支架将定子的内腔分隔为多个操作腔。所述圆柱销穿过销孔后插入定子的螺纹孔中。所述导柱穿过导柱通过孔后插入装配通孔中。所述螺栓的螺杆穿过螺栓通过孔和螺栓孔后旋入螺母。所述螺栓的头部容置在螺栓通过孔中。
6、进一步,所述圆柱销与销孔过渡配合。
7、进一步,所述导柱与导柱通过孔过渡配合。
8、进一步,所述导柱插入装配通孔中的一端设置有锥度。
9、进一步,所述膨大分隔端头的外端壁面上开设有凹槽。
10、进一步,装配后,支架的上表面与定子的上表面平齐。
11、进一步,所述定位座和支架的材质选用铝合金。
12、进一步,所述辐条扇叶与固定压头以及膨大分隔端头均平滑连接。
13、本发明还公开一种根据上述手工粘接磁钢工装的粘接方法,包括以下步骤:
14、1)在定位座和支架表面涂抹脱模剂或硅脂。
15、2)将定子装配至手工粘接磁钢工装上。
16、3)俯视观察,以装配通孔为起始点,按顺时针方向将n、s极性磁钢依次装入定子。其中,装入前定子内表面粘接部位涂环氧树脂胶。
17、4)粘接完毕后,将手工粘接磁钢工装卸下。将定子移至烘箱进行固化。烘箱的温度为80℃±5℃。在烘箱中保温2h~3h,随箱冷却至室温后取出。
18、进一步,步骤2)具体包括以下子步骤:
19、2.1)将定子装配到定位座上,旋转定子,使圆柱销插入定子螺纹孔定位。
20、2.2)将支架装配到定子内腔中。旋转支架,使导柱插入装配通孔中。
21、2.3)用螺栓和螺母将定位座与支架紧固连接。
22、本发明的技术效果是毋庸置疑的:简易工装,其成本较低,制造简单。工人通过手工进行粘接,不需要投入其他设备,即可完成已充磁磁钢的粘接,通过工装保证磁钢粘接的一致性,再采用低温固化的工艺,保证磁钢不发生退磁;通过此方式粘接的零部件因具有一致性,可保证产品互换性,不需要单独对每件产品进行“调零”,工装可多次反复使用。用于先充磁,后粘接的磁钢装配工艺,其即保证了磁钢粘接的一致性,又避免了磁钢因引力造成位置移动,同时其全过程不超过80℃,有效防止磁钢高温退磁。此工装结构简单,使用方便,可快速实现小批量磁钢粘接,减少运输成本和产品生产周期。
技术特征:
1.一种手工粘接磁钢工装,其特征在于:所述定子(7)为圆筒体结构;所述定子(7)的内壁粘接磁钢(8);所述定子(7)壁面的下端设置有螺纹孔;手工粘接磁钢工装包括定位座(1)、圆柱销(2)、支架(3)、导柱(4)、螺栓(5)和螺母(6);
2.根据权利要求1所述的一种手工粘接磁钢工装,其特征在于:所述圆柱销(2)与销孔(105)过渡配合。
3.根据权利要求1所述的一种手工粘接磁钢工装,其特征在于:所述导柱(4)与导柱通过孔(104)过渡配合。
4.根据权利要求1所述的一种手工粘接磁钢工装,其特征在于:所述导柱(4)插入装配通孔(3031)中的一端设置有锥度。
5.根据权利要求1所述的一种手工粘接磁钢工装,其特征在于:所述膨大分隔端头(303)的外端壁面上开设有凹槽(3032)。
6.根据权利要求1所述的一种手工粘接磁钢工装,其特征在于:装配后,支架(3)的上表面与定子(7)的上表面平齐。
7.根据权利要求1所述的一种手工粘接磁钢工装,其特征在于:所述定位座(1)和支架(3)的材质选用铝合金。
8.根据权利要求1所述的一种手工粘接磁钢工装,其特征在于:所述辐条扇叶(302)与固定压头(301)以及膨大分隔端头(303)均平滑连接。
9.一种根据权利要求1所述的手工粘接磁钢工装的粘接方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的一种手工粘接磁钢工装的粘接方法,其特征在于,步骤2)具体包括以下子步骤:
技术总结
发明提供一种手工粘接磁钢工装及粘接方法。该手工粘接磁钢工装包括定位座、圆柱销、支架、导柱、螺栓和螺母。所述定位座包括从上到下依次同轴设置的圆台段和圆柱段。所述支架包括固定压头和若干个辐条扇叶。所述辐条扇叶的一端连接在固定压头的侧壁上,另一端设置有膨大分隔端头。工作时,所述定子套设在圆台段外围。所述定子的下端面搁置在圆柱段的上表面。该手工粘接磁钢工装保证磁钢粘接的一致性,再采用低温固化的工艺,保证磁钢不发生退磁。
技术研发人员:向红璇,石浩,杨运,彭勇
受保护的技术使用者:重庆虎溪电机工业有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!