定子引出线自动缠绕装置的控制方法与流程
本发明涉及定子生产,具体是指定子引出线自动缠绕装置的控制方法。
背景技术:
1、定子在生产过程中需要对定子引出线进行绕线,绕线后再进行缠绕使3根漆包线形成一个整体;现有的生产工艺中,对3根漆包线的定点绕线都是依靠人工手动来操作,通过定点绕线后将3根漆包线定位在同一位置后,在通过缠绕机构或者绞线机构将3根漆包线绞合在一起;但是通过人工单步的操作方式,生产效率低,劳动强度大,人工需求大,且难以跟上流水线的生产频率,无法适用于全自动化流水线生产。为此,提出定子引出线自动缠绕装置的控制方法。
技术实现思路
1、本发明的目的是为了解决以上问题而提出定子引出线自动缠绕装置的控制方法。
2、为了达到上述目的,本发明提供了如下技术方案定子引出线自动缠绕装置的控制方法,其特征是控制方法如下:
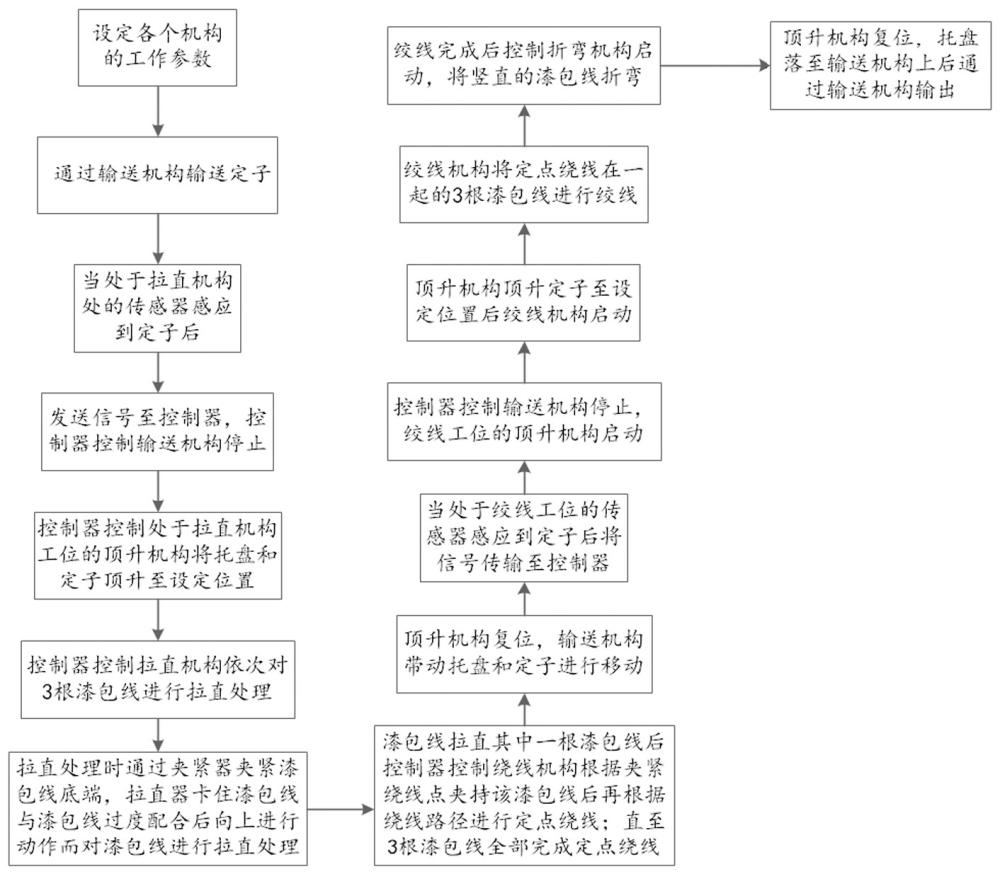
3、a.设定输送机构、顶升机构、拉直机构、绕线机构和绞线机构的工作参数,分别设定绕线机构对3根漆包线的绕线路径以及分别设定绕线机构夹紧3根漆包线的夹紧绕线点;
4、b.当设置在拉直机构处的传感器感应到定子通过输送机构输送至拉直机构处后将信号发送至控制器,控制器控制输送机构停止动作后控制顶升机构启动,将装有定子的托盘顶起至设定位置;
5、c.控制器控制拉直机构依次对定子的3根漆包线进行拉直处理;
6、d. 完成拉直工作后依次通过绕线机构依次根据设定的绕线路径对3根漆包线进行绕线,拉直定位一根漆包线后即通过绕线机构将拉直定位的漆包线进行定点绕线,依次完成3根漆包线的拉直绕线工作,第3根漆包线在绕线时缠绕其余2根漆包线若干圈后形成一个整体;
7、e.绕线完成后控制器控制顶升机构带动托盘和定子复位落至输送机构上后输送至下一工序。
8、进一步优选的,还包括设置在上述步骤e后的绞线工序f,当绞线机构处的传感器感应到定子到达绞线工位后发送信号至控制器,控制器控制输送机构停止动作,然后控制器控制处于绞线机构处的顶升机构将托盘和定子进行顶升至设定位置;然后控制器控制绞线机构对绕成一个整体的3根漆包线进行绞线处理,将3根漆包线绞合在一起。
9、进一步优选的,还包括设置在绞线工序后的折弯工序g,绞线完成后通过控制器控制折弯机构推动绞合后的漆包线,将其折弯,折弯后控制器控制顶升机构带动托盘和定子复位,落至输送机构上后通过输送机构输送至下一工序。
10、进一步优选的,上述步骤a中设置的绕线路径为通过绕线机构分别带动3根漆包线进行绕线的行程轨迹和最终定位点,3根漆包线的夹紧绕线点在绕线后均处于最终定位点。
11、进一步优选的,上述步骤a中设置的夹紧绕线点为绕线机构分别带动3根漆包线进行绕线的夹紧点,其中离最终定位点最近的2根漆包线的夹紧点的设置位置根据漆包线与最终定位点之间的距离设定,第3根漆包线的夹紧点为漆包线与最终定位点之间的距离加上绕在其余两根漆包线圈数的长度。
12、进一步优选的,上述步骤a中对3根漆包线绕线时根据3根漆包线与最终定位点的距离由近到远依次根据设定的绕线路径进行绕线,前2根漆包线的行程轨迹为绕线机构夹持在夹紧绕线点后带动漆包线上的夹紧绕线点移动至最终定位点,第3根漆包线的行程轨迹为绕线机构夹持在夹紧绕线点后带动漆包线上的夹紧绕线点移动至最终定位点后在前2根漆包线上缠绕设定圈数。
13、进一步优选的,上述步骤c中的拉直机构在对漆包线进行拉直时通过拉直机构中的夹紧器夹紧漆包线的底端后通过拉直机构中的拉直器与漆包线过度配合后向上进行动作而将漆包线进行拉直工作。
14、本发明的有益效果:通过设定输送机构、顶升机构、拉直机构、绕线机构和绞线机构的工作参数;通过控制器控制输送机构、顶升机构、拉直机构、绕线机构和绞线机构对定子进行输送,漆包线拉直,3根漆包线定点绕线以及将定点绕线后的3根漆包线进行绞线,完成绞线工作,形成自动化流水线的生产,提高效率的同时提高批量产品加工的一致性。
技术特征:
1.定子引出线自动缠绕装置的控制方法,其特征是控制方法如下:
2.根据权利要求1所述的定子引出线自动缠绕装置的控制方法,其特征在于:还包括设置在上述步骤e后的绞线工序f,当绞线机构处的传感器感应到定子到达绞线工位后发送信号至控制器,控制器控制输送机构停止动作,然后控制器控制处于绞线机构处的顶升机构将托盘和定子进行顶升至设定位置;然后控制器控制绞线机构对绕成一个整体的3根漆包线进行绞线处理,将3根漆包线绞合在一起。
3.根据权利要求2所述的定子引出线自动缠绕装置的控制方法,其特征在于:还包括设置在绞线工序后的折弯工序g,绞线完成后通过控制器控制折弯机构推动绞合后的漆包线,将其折弯,折弯后控制器控制顶升机构带动托盘和定子复位,落至输送机构上后通过输送机构输送至下一工序。
4.根据权利要求1所述的定子引出线自动缠绕装置的控制方法,其特征在于:上述步骤a中设置的绕线路径为通过绕线机构分别带动3根漆包线进行绕线的行程轨迹和最终定位点(y),3根漆包线的夹紧绕线点(d)在绕线后均处于最终定位点(y)。
5.根据权利要求4所述的定子引出线自动缠绕装置的控制方法,其特征在于:上述步骤a中设置的夹紧绕线点(d)为绕线机构分别带动3根漆包线进行绕线的夹紧点,其中离最终定位点最近的2根漆包线的夹紧点的设置位置根据漆包线与最终定位点(y)之间的距离设定,第3根漆包线的夹紧点为漆包线与最终定位点(y)之间的距离加上绕在其余两根漆包线圈数的长度(n)。
6.根据权利要求5所述的定子引出线自动缠绕装置的控制方法,其特征在于:上述步骤a中对3根漆包线绕线时根据3根漆包线与最终定位点(y)的距离由近到远依次根据设定的绕线路径进行绕线,前2根漆包线的行程轨迹为绕线机构夹持在夹紧绕线点d后带动漆包线上的夹紧绕线点(d)移动至最终定位点,第3根漆包线的行程轨迹为绕线机构夹持在夹紧绕线点(d)后带动漆包线上的夹紧绕线点(d)移动至最终定位点(y)后在前2根漆包线上缠绕设定圈数长度(n)。
7.根据权利要求1所述的定子引出线自动缠绕装置的控制方法,其特征在于:上述步骤c中的拉直机构在对漆包线进行拉直时通过拉直机构中的夹紧器夹紧漆包线的底端后通过拉直机构中的拉直器与漆包线过度配合后向上进行动作而将漆包线进行拉直工作。
技术总结
本发明公开了定子引出线自动缠绕装置的控制方法,其特征是控制方法如下:设定输送机构、顶升机构、拉直机构、绕线机构和绞线机构的工作参数,分别设定绕线机构对3根漆包线的绕线路径以及分别设定绕线机构夹紧3根漆包线的夹紧绕线点。该发明通过设定输送机构、顶升机构、拉直机构、绕线机构和绞线机构的工作参数;通过控制器控制输送机构、顶升机构、拉直机构、绕线机构和绞线机构对定子进行输送,漆包线拉直,3根漆包线定点绕线以及将定点绕线后的3根漆包线进行绞线,完成绞线工作,形成自动化流水线的生产,提高效率的同时提高批量产品加工的一致性。
技术研发人员:葛献军,王哲,陆建军
受保护的技术使用者:浙江东精智能装备有限公司
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!