一种转子铁芯与换向器立式压装装置及方法与流程
本发明涉及电机加工,更具体地说,涉及一种转子铁芯与换向器立式压装装置及方法。
背景技术:
1、在电机加工工序中,会涉及到将换向器上料并压装在转子铁芯上的加工步骤,常规的方式大都依靠人工对换向器上料并识别换向器和转子铁芯角度,并进行角度对位和粗步压持定位后放入到压装机内进行压持,虽然也可以进行生产,但是产品加工效率十分低下,一致性差,工人劳动强度大;目前市面上出现的转子铁芯与换向器压装全自动的设备,基本上采用的都是横向压装的方式,该种方式缺点在于受到转子铁芯和换向器自重影响,使得整体压装精度难以做到较高,对于一些对精度要求高的电机来说,该种方式成品率难以得到保障,需要一种转子铁芯与换向器立式压装装置及方法,以实现自动化生产的同时,满足压装精度要求。
技术实现思路
1、本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种转子铁芯与换向器立式压装装置,还提供了一种转子铁芯与换向器立式压装方法。
2、本发明解决其技术问题所采用的技术方案是:
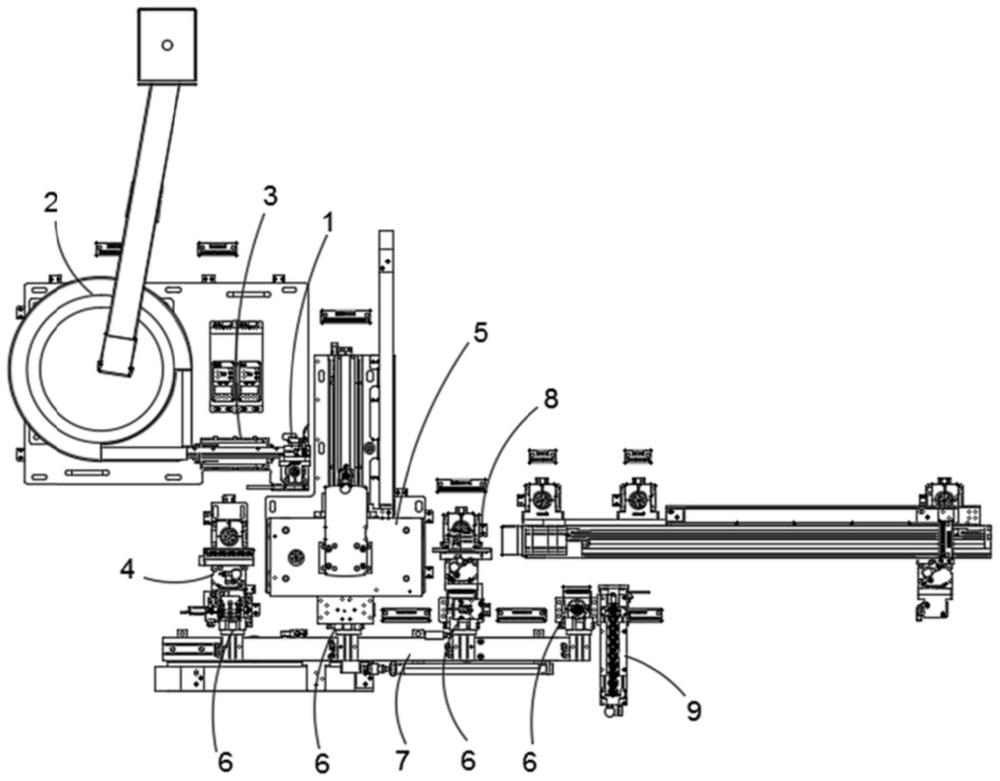
3、构造一种转子铁芯与换向器立式压装装置,其中,包括四个对转子铁芯定位的转子铁芯定位工装和对夹持转子铁芯并带动转子铁芯在定位工装之间送料的转子铁芯夹持送料组件;所述装置还包括与四个转子铁芯定位工装分别对应设置的对转子铁芯的角度定位的找位组件、对换向器和转子铁芯进行立式压装的压装组件、高度检测组件和不良品回收组件,所述装置还包括对所述压装组件上料换向器的换向器送料组件、为所述换向器送料组件供应换向器并对换向器角度识别的换向器分料组件,以及为所述换向器分料组件供应换向器的振动盘和直振组件。
4、本发明所述的转子铁芯与换向器立式压装装置,其中,所述换向器分料组件包括接收上料的换向器的接料模组,所述接料模组上设置有接料通道,所述接料通道的内壁设置有对换向器定位的定位槽;所述接料通道的出口上方活动设置有压持块;所述换向器角度识别分料组件还包括带动所述压持块升降的第一升降单元、对到达接料通道的出口的换向器进行挡料的挡料单元、检测换向器是否到达接料通道的出口的物料感应器,以及对到达接料通道的出口的换向器的表面上任一凹槽检测的距离传感器。
5、本发明所述的转子铁芯与换向器立式压装装置,其中,所述接料模组包括呈上下分布的上接料块和下接料块,所述下接料块的上表面设置有开槽,所述开槽和所述上接料块围合形成所述接料通道;所述上接料块上设置有伸入所述接料通道的第一凸条,所述开槽的内底部设置有与所述第一凸条正对的第二凸条,所述第一凸条和所述第二凸条上均设置有v型槽,所述v型槽的底部设置有条形槽,所述v型槽和所述条形槽构成所述定位槽;还包括安装固定所述接料模组的安装架,所述安装架上所述第一升降单元;所述安装架上设置有安装所述距离传感器的l型的支架,所述上接料块和所述下接料块均位于所述支架的l型的内侧;所述挡料单元包括纵向的挡料板和驱动所述挡料板的挡料气缸;所述下接料块的端部设置有对所述挡料板的升降运动导向的导向块,所述导向块上设置有导向槽。
6、本发明所述的转子铁芯与换向器立式压装装置,其中,所述压装组件包括压装支架,所述压装支架上设置有压装板和带动所述压装板升降的压机,所述压装板的下表面上设置有吸附换向器的吸附头;所述换向器送料组件包括将换向器纵向移动送料至所述吸附头的送料头和带动所述送料头横移的送料横移单元;所述压装支架上设置有对吸附头上的换向器下端止档的限位叉和带动所述限位叉横移的横移单元。
7、本发明所述的转子铁芯与换向器立式压装装置,其中,所述送料头包括送料杆,所述送料杆的上端设置有与换向器的内孔过盈配合的取料柱;所述送料头还包括与所述送料杆并排设置的定位杆,所述定位杆的上端设置有对换向器进行定位的定位叉;所述送料头还包括送料座,所述送料座与所述送料横移单元的活动端连接;所述送料座上设置有送料块和带动所述送料块升降的升降气缸;所述送料块上设置有所述送料杆、所述定位杆以及带动所述送料杆转动的第一旋转单元;所述送料块上设置有驱动所述升降气缸纵向翻转的翻转气缸。
8、本发明所述的转子铁芯与换向器立式压装装置,其中,所述找位组件包括夹持转子铁芯的上端轴的夹持单元、带动所述夹持单元旋转的第二旋转单元以及带动所述第二旋转单元升降的第二升降单元,还包括作用在被所述夹持单元夹持的转子铁芯外侧表面的锥形针和安装所述锥形针的安装座;所述安装座上设置有连接杆,所述连接杆的中部与所述安装座转动连接;所述连接杆的一侧表面的一端上设置有所述锥形针,另一端上设置有弹性件;所述安装座上设置有检测所述连接杆设置有弹性件一端位置的位置传感器。
9、本发明所述的转子铁芯与换向器立式压装装置,其中,所述安装座包括安装板,所述安装板的一侧表面设置有对所述连接杆定位的连接杆定位槽,所述安装板的另一侧表面设置有连通所述连接杆定位槽的供所述锥形针露出的活动开槽;所述连接杆呈纵向设置;所述连接杆定位槽和所述活动开槽均与所述安装板的下端端面连通;所述连接杆的一侧表面上设置有与所述活动开槽配合的台阶,所述锥形针设置在所述台阶的表面上;所述连接杆上穿设固定有转动轴,所述连接杆定位槽的内壁设置有与所述转动轴配合的安装孔;所述转动轴与所述活动开槽相正对设置;所述安装座还包括连接立杆,所述连接立杆上连接有安装块,所述安装板设置在所述安装块上;所述安装块上设置有所述位置传感器;所述安装块上设置有作用在所述连接杆设置有弹性件一端的侧表面的缓冲头和安装所述缓冲头的缓冲头安装架;所述转子铁芯角度找位机构还包括安装所述第二升降单元和所述安装座的安装架。
10、本发明所述的转子铁芯与换向器立式压装装置,其中,所述定位工装包括定位支架和纵向装载转子铁芯的工装板,所述定位支架上设置有支撑板,所述工装板安装在所述支撑板的上表面;所述定位支架上设置有位于所述支撑板下方的纵向的定位杆和驱动所述定位杆升降的第三升降单元,所述定位杆通过与转子铁芯的外表面凹槽配合对转子铁芯定位;所述支撑板上设置有供所述定位杆穿过的第一通孔,所述工装板上设置有供所述定位杆穿过的第二通孔。
11、本发明所述的转子铁芯与换向器立式压装装置,其中,所述高度检测组件包括安装座和带动所述安装座纵向移动的第四升降单元,所述安装座上呈上下分布设置有上安装板和下安装板,所述上安装板和所述下安装板存在间距;所述上安装板上设置有位移传感器和固定所述位移传感器的传感器工装,所述下安装板上固定有检测轴套,所述检测轴套内滑动穿设有检测轴,所述位移传感器的检测端与所述检测轴相正对;所述检测轴的下端伸出所述检测轴套且端部设置有配合转子铁芯的上端轴的定位孔,所述检测轴的下端套设有弹簧以及成型有对所述弹簧的下端限位的台阶位,所述弹簧的上端与所述检测轴套的下端相抵或相连接,所述检测轴的上端设置有防止其从所述检测轴套脱出的限位件。
12、一种转子铁芯与换向器立式压装方法,应用如上述的转子铁芯与换向器立式压装装置,其实现方法如下:
13、将转子铁芯上料至与找位组件对应的转子铁芯定位工装上,通过找位组件对转子铁芯的角度定位,将定位完成的转子铁芯通过转子铁芯夹持送料组件移料至与压装组件对应的转子铁芯定位工装上;
14、换向器由振动盘上料,并经由直振组件输送至换向器分料组件上进行分料并识别角度,换向器送料组件从换向器分料组件上取料并给压装组件上料,压装组件进行换向器与转子铁芯的纵向压装;
15、将压装完成的转子铁芯通过转子铁芯夹持送料组件移料至与高度检测组件对应的转子铁芯定位工装上,进行高度检测;
16、将高度检测后的转子铁芯通过转子铁芯夹持送料组件移料至与不良品回收组件对应的转子铁芯定位工装上,对不良品进行移料。
17、本发明的有益效果在于:将转子铁芯上料至与找位组件对应的转子铁芯定位工装上,通过找位组件对转子铁芯的角度定位,将定位完成的转子铁芯通过转子铁芯夹持送料组件移料至与压装组件对应的转子铁芯定位工装上;换向器由振动盘上料,并经由直振组件输送至换向器分料组件上进行分料并识别角度,换向器送料组件从换向器分料组件上取料并给压装组件上料,压装组件进行换向器与转子铁芯的纵向压装;将压装完成的转子铁芯通过转子铁芯夹持送料组件移料至与高度检测组件对应的转子铁芯定位工装上,进行高度检测;将高度检测后的转子铁芯通过转子铁芯夹持送料组件移料至与不良品回收组件对应的转子铁芯定位工装上,对不良品进行移料;应用本技术的装置,可以自动化的进行换向器和转子铁芯的立式压装操作,自动化程度高,且能够保障产品加工精度。
- 还没有人留言评论。精彩留言会获得点赞!