一种永磁同步电机转子磁钢装配方法及辅助结构与流程
本发明涉及永磁同步电机制造领域,特别涉及一种永磁同步电机转子磁钢装配方法及辅助结构。
背景技术:
1、永磁同步电机具有许多优点,永磁同步电机的转子自带磁力,这使得电机的功率密度较大,所以相对于交流异步电机来说,在同等的数据条件下永磁同步电机能获得更小的体积,同时电机的重量也更轻。自带磁力的转子不需要额外通电,所以电机在能耗小的同时还能拥有更高的效率,让电机的损耗大大减少,因为永磁电机的优点很多也决定了永磁同步电机的应用场合越来越多。
2、永磁同步电机转子包括转子铁芯、与转子铁芯链接的转子压圈、磁钢和盖板等,电机转子端部形成有磁钢槽,磁钢位于磁钢槽内。
3、当永磁体体积较大、磁性较强的时候,传统的磁钢安装方法很容易在操作时产生异常的吸附,导致人身伤害出现。为此很多工厂制作了非常复杂的辅助工装及设备进行操作,虽然可以解决安全问题但生产成本会提高,生产效率还往往因为工装设备操作复杂而下降。
技术实现思路
1、基于此,有必要针对上述问题,提供一种能够在磁钢安装过程中保障操作人员安全,并提高大体积永磁体安装效率的永磁同步电机转子磁钢装配方法及辅助结构。
2、一种永磁同步电机转子磁钢装配方法,所述方法包括如下:
3、准备带有转子压圈的转子铁芯,在转子铁芯一端安装端板用于封堵磁钢槽,将安装好的转子铁芯放置在安装架上;
4、将需要安装磁钢的磁钢槽转至其在安装架上的最高点,在转子压圈上安装磁钢导向盒,磁钢导向盒的导向孔对准磁钢槽的槽口,磁钢导向盒为非磁性材质;
5、将多个磁钢根据磁极极性要求摆放后,在每个磁钢朝向端板的一端涂抹磁钢粘结剂,使用推杆依次将磁钢通过导向孔推入磁钢槽后,在导向孔内安装垫片,多个磁钢依次首尾连接,多个磁钢一端抵触在端板上,另一端与垫片抵触;
6、在垫片一侧防止磁钢固定体,在磁钢导向盒上安装压板、锁紧螺栓和压紧螺栓,将压板通过锁紧螺栓安装在磁钢导向盒上,压板抵触在磁钢固定体背离垫片的一侧,通过旋拧压紧螺栓在压板上的位置,调整压紧螺栓对磁钢固定体的压紧程度,待磁钢粘结剂固化,多个磁钢依次粘结后,取下磁钢导向盒,再通过连接件在转子压圈上安装盖板;
7、安装其他转子附件,完成装配。
8、在其中一个实施例中,所述转子压圈与所述磁钢导向盒通过固定螺栓固定连接。
9、在其中一个实施例中,所述固定螺栓为不锈钢材质。
10、在其中一个实施例中,所述磁性粘结剂为环氧胶。
11、在其中一个实施例中,所述压板、锁紧螺栓和压紧螺栓均为不锈钢材质。
12、在其中一个实施例中,所述垫片为环氧玻璃布板。
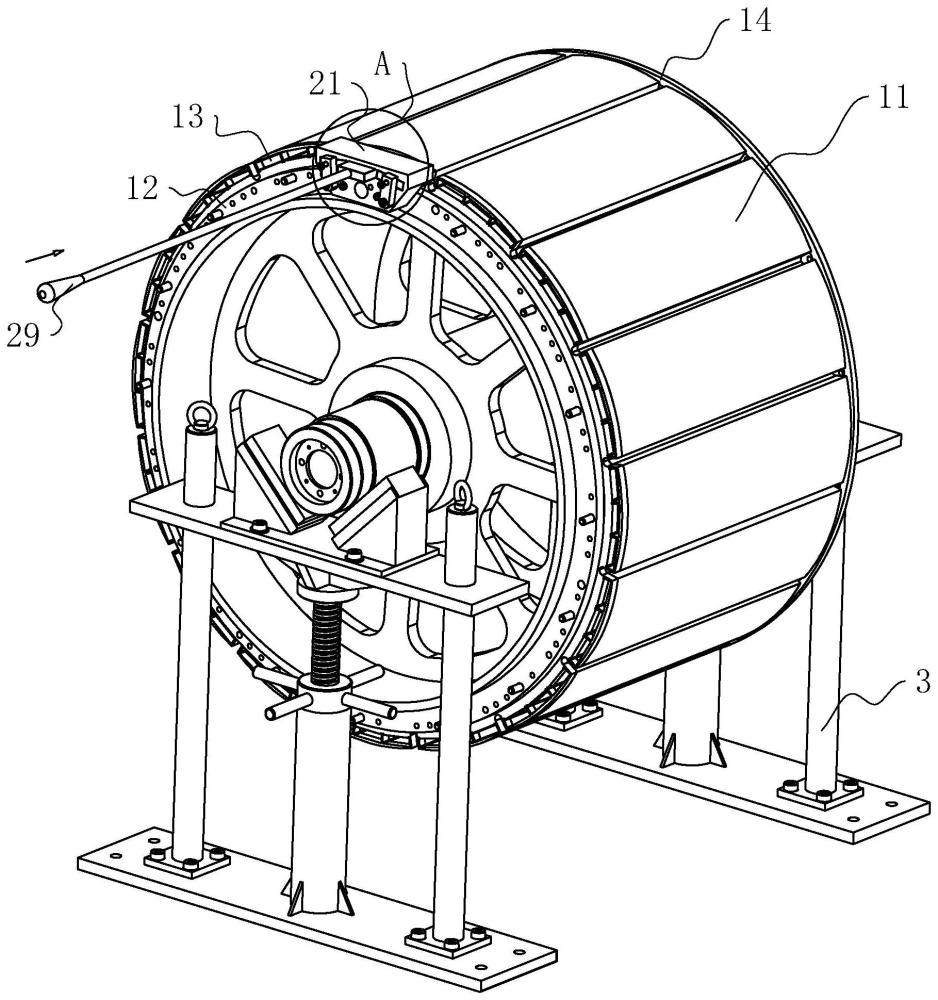
13、一种永磁同步电机转子磁钢装配辅助结构,包括括安装于转子压圈上的磁钢导向盒、用于压紧磁钢的磁钢固定体、用于抵触固定磁钢固定体的固定件,所述磁钢导向盒上开设有至少一个导向孔,所述磁钢固定体设置在导向孔内。
14、在其中一个实施例中,所述磁钢导向盒与所述转子压圈止口配合,所述磁钢导向盒通过固定螺栓安装在所述转子压圈上。
15、在其中一个实施例中,所述固定件包括压板、用于将压板固定在磁钢导向盒上的锁紧螺栓和抵触在磁钢固定件上的压紧螺栓,所述压紧螺栓贯通所述压板。
16、在其中一个实施例中,所述磁钢固定体与所述磁钢之间设置有垫片。
17、上述永磁同步电机转子磁钢装配方法及辅助结构,在磁钢槽槽口设置辅助结构,通过推杆将磁钢依次推入磁钢槽,并通过磁钢固定体对进入槽磁钢槽内的磁钢进行封堵固定,直至磁钢之间的磁钢粘结剂固化,磁钢稳定粘结。防止体积较大,磁性较强的永磁体在传统安装过程中产生异常吸附,导致人身伤害;同时通过简单的辅助结构用来实现磁钢的安装,可以改善体积较大的磁钢安装效率低、成本高的问题。
技术特征:
1.一种永磁同步电机转子磁钢装配方法,其特征在于,所述方法包括:
2.根据权利要求1所述的永磁同步电机转子磁钢装配方法,其特征在于,所述转子压圈(12)与所述磁钢导向盒(21)通过固定螺栓(28)固定连接。
3.根据权利要求2所述的永磁同步电机转子磁钢装配方法,其特征在于,所述固定螺栓(28)为不锈钢材质。
4.根据权利要求1所述的永磁同步电机转子磁钢装配方法,其特征在于,所述磁性粘结剂为环氧胶。
5.根据权利要求1所述的永磁同步电机转子磁钢装配方法,其特征在于,所述压板(25)、锁紧螺栓(26)和压紧螺栓(27)均为不锈钢材质。
6.根据权利要求1所述的永磁同步电机转子磁钢装配方法,其特征在于,所述垫片(24)为环氧玻璃布板。
7.一种永磁同步电机转子磁钢装配辅助结构,其特征在于,包括安装于转子压圈(12)上的磁钢导向盒(21)、用于压紧磁钢(16)的磁钢固定体(23)、用于抵触固定磁钢固定体(23)的固定件,所述磁钢导向盒(21)上开设有至少一个导向孔(22),所述磁钢固定体(23)设置在导向孔(22)内。
8.根据权利要求7所述的永磁同步电机转子磁钢装配辅助结构,其特征在于,所述磁钢导向盒(21)与所述转子压圈(12)止口配合,所述磁钢导向盒(21)通过固定螺栓(28)安装在所述转子压圈(12)上。
9.根据权利要求7所述的永磁同步电机转子磁钢装配辅助结构,其特征在于,所述固定件包括压板(25)、用于将压板(25)固定在磁钢导向盒(21)上的锁紧螺栓(26)和抵触在磁钢固定件(23)上的压紧螺栓(27),所述压紧螺栓(27)贯通所述压板(25)。
10.根据权利要求9所述的永磁同步电机转子磁钢装配辅助结构,其特征在于,所述磁钢固定体(23)与所述磁钢(16)之间设置有垫片(24)。
技术总结
本发明涉及一种永磁同步电机转子磁钢装配方法及辅助结构,包括如下步骤:安装转子铁芯一端端板,在转子铁芯另一端敞开的磁钢槽槽口处安装磁钢导向盒,使用推杆将磁钢逐个推入到磁钢导向盒内,再通过磁钢固定块压紧依次连接的磁钢,从而完成装配。采用该种装配方法及辅助结构能够避免传统磁钢安装方法中磁钢出现异常吸附,危害人身安全的情况,同时对于体积较大的永磁体可以提高生产效率降低生产成本。
技术研发人员:柳传友,杨涛,陈晓,陈光跃,王建裕
受保护的技术使用者:中电电机股份有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!