外转子电机的定子灌胶方法与流程
本发明涉及电机领域,尤其涉及一种外转子电机的定子灌胶方法。
背景技术:
1、内转子电动机是定子在外,转子在内并由其旋转产生动力。外转子电机是与之相反的结构,定子电枢放置在内,而转子放置在外。外转子电机是采用了外转子部件直接带动叶轮的结构和合理的气动设计,而具有效率高、噪声低、重量轻、结构紧凑、安装维修方便等特点。但是,受外转子电机结构的限制,其转子机壳内侧与定子外侧对接处存在间隙,以保证电机在运转时两者不会产生干涉。但会使外转子电机的ip防护等级较差,因此大多数外转子电机应用在干燥的环境下,在很多应用领域受到限制。
2、行业内通常在电机外部增加防护罩、定子绕阻整体包胶、采用模具灌胶等方法实现。因成本高,轴承室注塑成型精度差,批量生产时灌胶模具多,拆装效率低等因素,我们提出了一种直流外转子电机灌胶结构。
技术实现思路
1、为了解决上述问题,本发明的目的在于提供一种外转子电机的定子灌胶方法,本方案一方面通过上灌胶挡圈、定子铁芯、槽楔和下灌胶挡圈的快速装配,提升装配效率;另一方面通过灌胶将定子组合件固化为整体,使电机本体提高防护等级。
2、为了实现上述的目的,本发明采用了以下的技术方案:
3、外转子电机的定子灌胶方法,其特征在于:包括如下步骤:将绕好绕组的定子铁芯的下端通过下灌胶挡圈封闭,嵌线槽的槽口通过槽楔密封,并在其上端覆盖上灌胶挡圈;将组装后的定子组合件放置在灌胶机,向上灌胶挡圈的注胶通孔内注胶并固化,从而使所述上灌胶挡圈、定子铁芯、绕组、槽楔和下灌胶挡圈固接为一体。
4、本发明采用上述技术方案,该技术方案涉及一种外转子电机的定子灌胶方法,此方案中先将绕好绕组的定子铁芯,其侧面的槽口通过槽楔密封,上下两端分别连接上灌胶挡圈和下灌胶挡圈,由于下灌胶挡圈为密封挡圈。因此,由上灌胶挡圈、定子铁芯、绕组、槽楔和下灌胶挡圈组装得到的定子组合件,其底部和侧壁均封闭,仅留有上灌胶挡圈上端的注胶通孔。
5、而后将定子组合件放置在灌胶机进行注胶,固化后可将上灌胶挡圈、定子铁芯、绕组、槽楔和下灌胶挡圈固接为一体。
6、因此,本方案一方面通过上灌胶挡圈、定子铁芯、槽楔和下灌胶挡圈的快速装配,提升装配效率;另一方面通过灌胶将定子组合件固化为整体,使电机本体提高防护等级。
7、在具体的方案中,所述上灌胶挡圈沿起周向布置有注胶通孔;注胶时,将注胶嘴穿过其中一个注胶通孔插入两绕组线圈之间的间隙里并与下灌胶挡圈保持一定安全距离进行注胶;当密封胶快注满时,再升起注胶嘴沿着上灌胶挡圈上方沿圆周方向均匀布胶,直至注胶完成。
8、作为优选,固化步骤具体是:将注好胶的定子组合件放置在真空箱内,抽出胶水内的空气,再将真空箱的温度设置至固化温度,加热至环氧胶充分固化。
9、作为优选,下灌胶挡圈与定子铁芯的安装方式是:将下灌胶挡圈推压入定子铁芯内,下灌胶挡圈上对应于嵌线槽的槽口下方设置有卡槽;定子铁芯上的相邻两个绕线骨架在定子铁芯上端部形成底部凹槽;下灌胶挡圈与定子铁芯安装时,形成卡槽的两个侧挡块基于导向斜面装入底部凹槽中;下灌胶挡圈与定子铁芯的绕线骨架为径向过盈配合
10、作为优选,槽楔的安装方式是:槽口沿定子铁芯的轴向贯通布置于周向外壁上,槽楔从上端部装入槽口并至少其下端部伸出槽口下端,完成槽口的密封。
11、作为优选,槽楔的上端部为t型端,相邻两个绕线骨架在定子铁芯上端部形成顶部凹槽,槽楔的t型端嵌入顶部凹槽内与铁芯面接触。
12、作为优选,槽楔的下端伸入所述卡槽内;所述下灌胶挡圈在卡槽径向内侧构建有内挡块,槽楔的下端部伸入所述卡槽内后其内侧壁被所述内挡块挡住。
13、作为优选,上灌胶挡圈的安装方式是:将绕组的相线分别穿过上灌胶挡圈的引线孔,然后向下推压上灌胶挡圈,直至与铁芯面相齐;上灌胶挡圈与定子铁芯和槽楔径向过盈配合。
14、作为优选,所述上灌胶挡圈包括与定子铁芯内圈适配的内环体,以及与定子铁芯的绕线骨架外侧壁相配合的外环体;以及径向布置连接内环体和外环体的多条梁杆;相邻两条梁杆之间形成所述注胶通孔。
15、作为优选,所述外环体和内环体的顶部高于梁杆的顶面,注胶时可防止胶水过满而溢出。
技术特征:
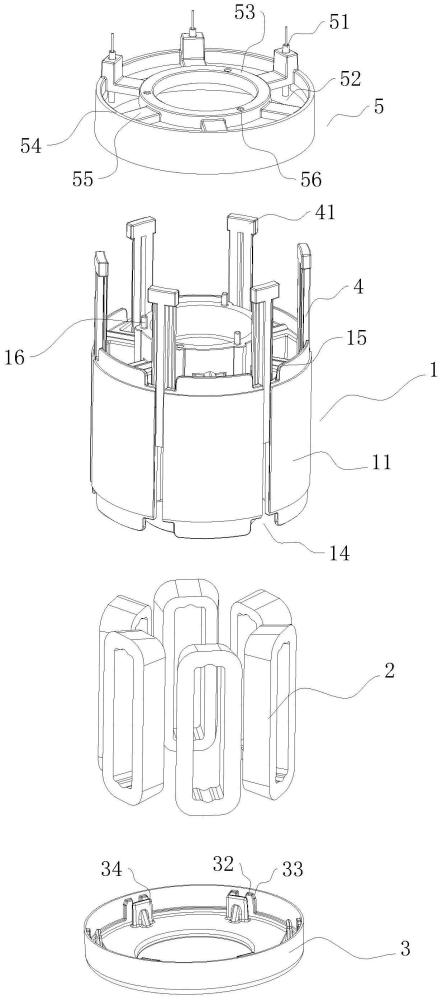
1.外转子电机的定子灌胶方法,其特征在于:包括如下步骤:将绕好绕组(2)的定子铁芯(1)的下端通过下灌胶挡圈(3)封闭,嵌线槽(12)的槽口(13)通过槽楔(4)密封,并在其上端覆盖上灌胶挡圈(5);将组装后的定子组合件放置在灌胶机,向上灌胶挡圈(5)的注胶通孔(52)内注胶并固化,从而使所述上灌胶挡圈(5)、定子铁芯(1)、绕组(2)、槽楔(4)和下灌胶挡圈(3)固接为一体。
2.根据权利要求1所述的外转子电机的定子灌胶方法,其特征在于:所述上灌胶挡圈(5)沿起周向布置有注胶通孔(52);注胶时,将注胶嘴穿过其中一个注胶通孔(52)插入两绕组(2)线圈之间的间隙里并与下灌胶挡圈(3)保持一定安全距离进行注胶;当密封胶快注满时,再升起注胶嘴沿着上灌胶挡圈(5)上方沿圆周方向均匀布胶,直至注胶完成。
3.根据权利要求1所述的外转子电机的定子灌胶方法,其特征在于:固化步骤具体是:将注好胶的定子组合件放置在真空箱内,抽出胶水内的空气,再将真空箱的温度设置至固化温度,加热至环氧胶充分固化。
4.根据权利要求1所述的外转子电机的定子灌胶方法,其特征在于:下灌胶挡圈(3)与定子铁芯(1)的安装方式是:将下灌胶挡圈(3)推压入定子铁芯(1)内,下灌胶挡圈(3)上对应于嵌线槽(12)的槽口(13)下方设置有卡槽(31);定子铁芯(1)上的相邻两个绕线骨架(11)在定子铁芯(1)上端部形成底部凹槽(14);下灌胶挡圈(3)与定子铁芯(1)安装时,形成卡槽(31)的两个侧挡块(32)基于导向斜面(33)装入底部凹槽(14)中;下灌胶挡圈(3)与定子铁芯(1)的绕线骨架为径向过盈配合。
5.根据权利要求4所述的外转子电机的定子灌胶方法,其特征在于:槽楔(4)的安装方式是:槽口(13)沿定子铁芯(1)的轴向贯通布置于周向外壁上,槽楔(4)从上端部装入槽口(13)并至少其下端部伸出槽口(13)下端,完成槽口(13)的密封。
6.根据权利要求5所述的外转子电机的定子灌胶方法,其特征在于:槽楔(4)的上端部为t型端(41),相邻两个绕线骨架(11)在定子铁芯(1)上端部形成顶部凹槽(15),槽楔(4)的t型端(41)嵌入顶部凹槽(15)内与铁芯面接触。
7.根据权利要求5所述的外转子电机的定子灌胶方法,其特征在于:槽楔(4)的下端伸入所述卡槽(31)内;所述下灌胶挡圈(3)在卡槽(31)径向内侧构建有内挡块(34),槽楔(4)的下端部伸入所述卡槽(31)内后其内侧壁被所述内挡块(34)挡住。
8.根据权利要求1所述的外转子电机的定子灌胶方法,其特征在于:上灌胶挡圈(5)的安装方式是:将绕组(2)的相线分别穿过上灌胶挡圈(5)的引线孔(51),然后向下推压上灌胶挡圈(5),直至与铁芯面相齐;上灌胶挡圈(5)与定子铁芯(1)和槽楔(4)径向过盈配合。
9.根据权利要求8所述的外转子电机的定子灌胶方法,其特征在于:所述上灌胶挡圈(5)包括与定子铁芯(1)内圈适配的内环体(53),以及与定子铁芯(1)的绕线骨架(11)外侧壁相配合的外环体(54);以及径向布置连接内环体(53)和外环体(54)的多条梁杆(55);相邻两条梁杆(55)之间形成所述注胶通孔(52)。
10.根据权利要求9所述的外转子电机的定子灌胶方法,其特征在于:所述外环体(54)和内环体(53)的顶部高于梁杆(55)的顶面,注胶时可防止胶水过满而溢出。
技术总结
本发明涉及电机领域,尤其涉及一种外转子电机的定子灌胶方法。外转子电机的定子灌胶方法,包括如下步骤:将绕好绕组的定子铁芯的下端通过下灌胶挡圈封闭,嵌线槽的槽口通过槽楔密封,并在其上端覆盖上灌胶挡圈;将组装后的定子组合件放置在灌胶机,向上灌胶挡圈的注胶通孔内注胶并固化,从而使所述上灌胶挡圈、定子铁芯、绕组、槽楔和下灌胶挡圈固接为一体。本方案一方面通过上灌胶挡圈、定子铁芯、槽楔和下灌胶挡圈的快速装配,提升装配效率;另一方面通过灌胶将定子组合件固化为整体,使电机本体提高防护等级。
技术研发人员:陈吉华,胡修柏,高文铭,蔡文勇
受保护的技术使用者:宁波朗迪智能机电有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!