一种交流电机装配方法与流程
本发明属于交流电机,具体涉及一种交流电机装配方法。
背景技术:
1、交流电机是用于实现机械能和交流电能相互转换的机械。由于交流电力系统的巨大发展,交流电机已成为最常用的电机。交流电机与直流电机相比,由于没有换向器,因此结构简单,制造方便,比较牢固,容易做成高转速、高电压、大电流、大容量的电机。交流电机功率的覆盖范围很大,从几瓦到几十万千瓦、甚至上百万千瓦。
2、现有技术中,电机的组装一般需要工人手工组装,在组装过程中,由于受到较多不确定因素的影响,使得电机安装精度低下,电机端盖与机壳在连接时,容易存在缝隙,端盖无法完全封闭电机壳体,导致外界杂物进入到电机壳体内,从而影响电机使用寿命。
技术实现思路
1、本发明目的在于解决现有技术中存在的上述技术问题,提供一种交流电机装配方法,通过在设置组装架,在组装架的组装台上设置装夹架,电机壳体底部朝上固定在装夹架内,装夹件一装夹前端盖,装夹件二装夹后端盖,在组装架的底部设置装配腔,并在装配腔内设置调节架,调节架用于装夹底座,首先在组装台上,将转轴、定子与转子安装到电机壳体内,由于电机壳体通过装夹架固定,增加装配稳定性,从而提高了电机组装精度,再通过装夹件一与装夹件二,分别将前端盖定位安装在电机壳体的前侧、将后端盖定位安装在电机壳体的后侧,再通过拧入螺栓,将电机壳体与前端盖、后端盖进行固定,避免了前端盖与后端盖的安装错位,大大提高了电机组装精度,接着控制组装台进行翻转,使得倒置的电机壳体能够复位,使得电机壳体的底部朝下设置,再通过调节架对底座的位置进行调整,使得底座对应设置在电机壳体的下方,调节架驱动底座抵在电机壳体的下方,通过螺母将底座固定在电机的底部,从而完成装配。
2、为了解决上述技术问题,本发明采用如下技术方案:
3、一种交流电机装配方法,包括如下步骤:
4、a、组装前准备
5、首先对组装架进行清理,并将其复位,同时检测组装架运行状况,接着准备交流电机装配所需的各个零部件;
6、b、装架固定
7、1)电机壳体装夹
8、首先将组装完成的定子、转子与转轴装配到电机壳体内,然后将电机壳体倒置后放入到装夹架内进行装夹固定,电机壳体的底部朝上设置;
9、2)前端盖与后端盖装夹
10、将前端盖通过装夹件一固定连接在组装架的组装台上,使得前端盖位于电机壳体的前侧;同时将后端盖通过装夹件固定连接在组装台上,使得后端盖位于电机壳体的后侧;
11、3)底座装夹
12、在组装台的下方设置装配腔,将底座通过调节架固定在装配腔内,通过调节架对底座进行调节,使得底座位于电机壳体的下方;
13、c、交流电机装配
14、装夹件一带动前端盖进行向电机壳体一侧移动,同时装夹件儿带动后端盖向电机壳体一侧移动,使得前端盖的抵在电机壳体的前侧,后端盖抵在电机壳体的后侧,通过拧入螺栓,将前端盖与后端盖均固定在电机壳体上;
15、d、底座装配
16、前端盖与后端盖安装完成后,控制装夹件一与装夹件二分别向组装台的两端滑移进行复位;再翻转组装台,使得电机翻转到装配腔内,同时电机底部朝下设置,接着通过调节架向上顶推底座,使得底座抵在电机壳体的底部,通过螺母将底座固定在电机的底部;
17、e、完成组装
18、交流电机组装完成后,装夹架松开交流电机,并将交流电机从装配腔内移出,完成交流电机组装。
19、进一步,交流电机包括电机壳体、转轴、底座、前端盖与后端盖,前端盖与后端盖通过螺栓分别固定连接在电机壳体的前侧与后侧,转轴的一端设于电机壳体内,转轴的另一端穿过前端盖,底座固定连接在电机壳体的底部,底座包括座体、固定螺杆与定位螺杆,座体的顶部设有通孔,使得座体内形成有腔室,座体顶部对应通孔的四角处均设有长圆孔,长圆孔与腔室相连通,位于前后两侧对应的两个固定螺杆的底部之间连接有连接板,连接板设于腔室内,定位螺杆的一端穿过座体与连接板转动连接,定位螺杆的两端拧入有定位螺母,定位螺母拧紧在座体上。通过拧松定位螺母,驱动定位螺杆,带动连接板与固定螺杆沿着长圆孔进行调节,可根据电机壳体的位置,调节固定螺杆的位置,从而便于底座与电机壳体的固定连接。
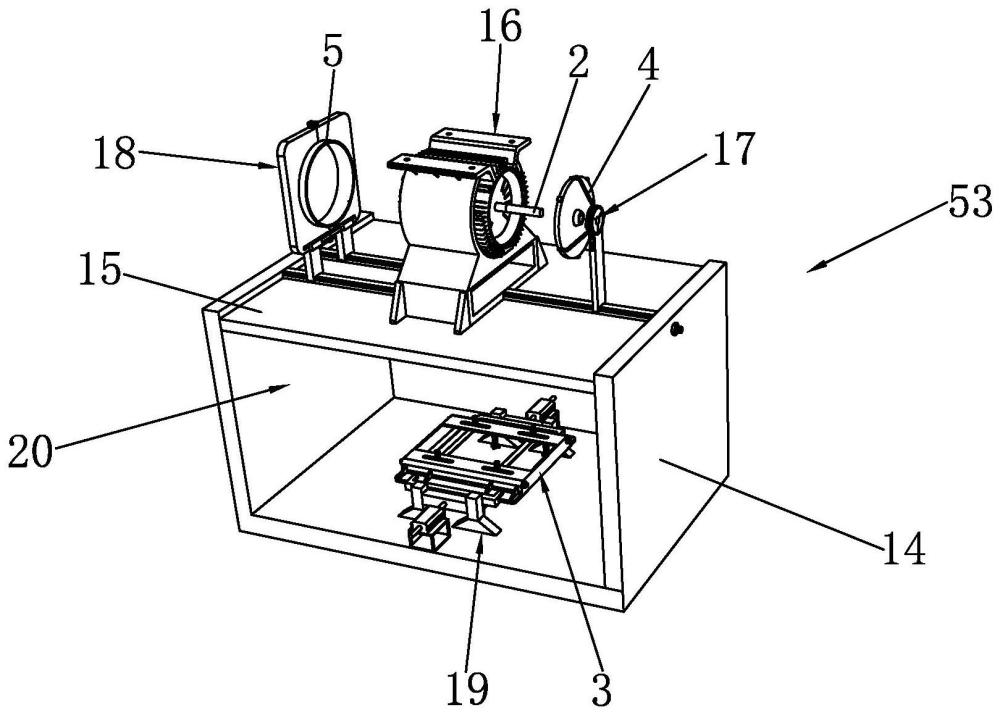
20、进一步,组装架包括架体、组装台、装夹架、装夹件一、装夹件二与调节架,组装台转动连接在架体的顶部,架体呈u型结构,架体与组装台形成有装配腔,装配腔的两侧设置开口,装夹架固定连接在组装台顶部的中心处,组装台的顶部设有滑轨一与滑轨二,滑轨一位于装夹架的前侧,滑轨二位于装夹架的后侧,装夹件一滑动连接在滑轨一上,调节架设于装配腔内。组装台与架体转动连接,通过将电机壳体的底部朝上装夹在装夹架内,通过装夹件一与装夹件二将前端盖与后端盖安装在电机壳体的前后两端,再通过翻转组装台,使得电机壳体底部朝下设置在装配腔内,最后通过调节架将底座安装在电机壳体的底部。
21、进一步,组装台的两端均设有转动轴,转动轴的端部为螺纹端部,螺纹端部拧入有锁紧螺母,两个转动轴分别穿过架体顶部的两端,锁紧螺母拧紧在架体上。通过转动轴的设置使得组装台与架体转动连接,锁紧螺母的设置,用于将组装台与架体之间进行固定连接,保证组装台安装时的稳定性。
22、进一步,装夹架的顶部设有安装腔,电机壳体设于安装腔内,装夹架的底部设有调节腔,调节腔内拧入有支撑螺栓,支撑螺栓穿过调节腔位于安装腔内,支撑螺栓的端部抵在电机壳体的外侧壁上,装夹架的两侧均拧入有限位螺栓,限位螺栓分别顶紧在电机壳体外侧壁的两侧。支撑螺栓的设置用于将电机壳体支撑在安装腔内,同时对电机壳体的高度进行微调,限位螺栓的设置用于将电机壳体固定在安装腔内,同时限位螺栓能够对电机壳体在安装腔内的位置进行调整。
23、进一步,装夹件一包括滑移连杆、限位环、夹紧杆与导向块,夹紧杆的一端与导向块的一端固定连接,夹紧杆的另一端卡紧在前端盖的外侧壁上,夹紧杆的另一端设有顶紧螺丝,顶紧螺丝顶紧在前端盖的外侧壁上,夹紧杆沿着前端盖的外侧壁圆周分布,导向块的另一端设有槽孔,导向块拼接形成导向座,两个限位环分别卡紧在导向座的上下两端,限位环的两端均设有固定块,对应两个限位环的两个固定块之间连接有调节螺杆,调节螺杆的两端均拧入有紧固螺母,紧固螺母拧紧在固定块上,位于下方的限位环的底部固定连接在滑移连杆的顶部,滑移连接的底部与滑轨一滑动连接。夹紧杆配合限位环用于夹紧前端盖,调节螺杆的设置使得夹紧杆适应各个尺寸的前端盖,增加了装夹件一的适用范围。
24、进一步,导向块拼接形成导向座后,槽孔拼接形成导向孔,导向孔与转轴匹配设置,装夹件一将前端盖抵在电机壳体的前侧后,转轴穿过导向孔。导向块通过限位环固定后形成导向座,并在导向座上形成导向孔,导向孔匹配转轴设置,同时对电机组装起到导向作用。
25、进一步,装夹件二包括滑移杆与卡夹,滑移杆的底部滑动连接在滑轨二上,滑移杆的顶部与卡夹滑动连接,卡夹的两端均设有连接部,卡夹设有卡槽,卡槽与后端盖匹配设置,两个卡夹对应的两个连接部之间拧入有连接螺杆,连接螺杆的两端均拧入有连接螺母,连接螺母拧紧在连接部上,两个卡夹固定连接后卡紧在后端盖的外侧壁上。两个卡夹通过连接螺杆进行固定,使得卡夹夹紧在后端盖的外侧壁上,从而将后端盖固定装夹在装夹件二上。
26、进一步,调节架包括支架、顶推件、夹紧座与升降螺杆,调节架装夹底座时,夹紧座夹紧在底座的两侧,支架靠近装配腔中心的一侧设有耳板,升降螺杆与耳板螺纹连接,升降螺杆的顶端穿过耳板转动连接在夹紧座的底部,升降螺杆的底端设有转动把手,转动把手控制升降螺杆转动进行升降,从而带动夹紧座进行升降,顶推件设于装配腔两侧的开口处,顶推件与支架连接。通过顶推件顶推支架,使得夹紧座夹紧在底座的两侧,从而将底座装夹固定在调节架上,再通过转动把手拧动升降螺杆,使得升降螺杆调节夹紧座的高度,使得底座抵在电机壳体的底部。
27、进一步,顶推件包括顶推气缸与导杆,装配腔内位于开口的两侧均固定连接有气缸安装座,顶推气缸固定连接在气缸安装座上,导杆的一端与支架固定连接,导杆的另一端与顶推气缸的输出端连接,顶推气缸控制导杆带动支架进行顶推。气缸安装座的设置用于安装顶推气缸,顶推气缸控制导杆顶推支架,使得夹紧座夹紧在底座的两侧。
28、本发明由于采用了上述技术方案,具有以下有益效果:
29、本发明通过在设置组装架,在组装架的组装台上设置装夹架,电机壳体底部朝上固定在装夹架内,装夹件一装夹前端盖,装夹件二装夹后端盖,在组装架的底部设置装配腔,并在装配腔内设置调节架,调节架用于装夹底座,首先在组装台上,将转轴、定子与转子安装到电机壳体内,由于电机壳体通过装夹架固定,增加装配稳定性,从而提高了电机组装精度,再通过装夹件一与装夹件二,分别将前端盖定位安装在电机壳体的前侧、将后端盖定位安装在电机壳体的后侧,再通过拧入螺栓,将电机壳体与前端盖、后端盖进行固定,避免了前端盖与后端盖的安装错位,大大提高了电机组装精度,接着控制组装台进行翻转,使得倒置的电机壳体能够复位,使得电机壳体的底部朝下设置,再通过调节架对底座的位置进行调整,使得底座对应设置在电机壳体的下方,调节架驱动底座抵在电机壳体的下方,通过螺母将底座固定在电机的底部,从而完成装配。
30、本发明中组装架包括架体、组装台、装夹架、装夹件一、装夹件二与调节架,组装台转动连接在架体的顶部,架体呈u型结构,架体与组装台形成有装配腔,装配腔的两侧设置开口,装夹架固定连接在组装台顶部的中心处,组装台的顶部设有滑轨一与滑轨二,滑轨一位于装夹架的前侧,滑轨二位于装夹架的后侧,装夹件一滑动连接在滑轨一上,调节架设于装配腔内。组装台与架体转动连接,通过将电机壳体的底部朝上装夹在装夹架内,通过装夹件一与装夹件二将前端盖与后端盖安装在电机壳体的前后两端,再通过翻转组装台,使得电机壳体底部朝下设置在装配腔内,最后通过调节架将底座安装在电机壳体的底部。
31、本发明中装夹件一包括滑移连杆、限位环、夹紧杆与导向块,夹紧杆的一端与导向块的一端固定连接,夹紧杆的另一端卡紧在前端盖的外侧壁上,夹紧杆沿着前端盖的外侧壁圆周分布,导向块的另一端设有槽孔,导向块拼接形成导向座,两个限位环分别卡紧在导向座的上下两端,限位环的两端均设有固定块,对应两个限位环的两个固定块之间连接有调节螺杆,调节螺杆的两端均拧入有紧固螺母,紧固螺母拧紧在固定块上,位于下方的限位环的底部固定连接在滑移连杆的顶部,滑移连接的底部与滑轨一滑动连接。夹紧杆配合限位环用于夹紧前端盖,调节螺杆的设置使得夹紧杆适应各个尺寸的前端盖,增加了装夹件一的适用范围。导向块拼接形成导向座后,槽孔拼接形成导向孔,导向孔与转轴匹配设置,装夹件一将前端盖抵在电机壳体的前侧后,转轴穿过导向孔。导向块通过限位环固定后形成导向座,并在导向座上形成导向孔,导向孔匹配转轴设置,同时对电机组装起到导向作用。
- 还没有人留言评论。精彩留言会获得点赞!