定子冲片、定子铁芯及其加工方法、电机、压缩机及制冷设备与流程
本发明涉及制冷设备,特别涉及一种定子冲片、定子铁芯及其加工方法、电机、压缩机及制冷设备。
背景技术:
1、定子铁芯是电机磁路的重要组成部分之一,它和转子铁芯一起组成电机的完整磁路。
2、现有技术中,定子铁芯多是由多个硅钢板堆叠而成,其中导磁钢的连接主要存在三种方式,第一种是焊接,第二种是胶粘连接,第三种是通过在导磁钢上冲压形成扣点,通过扣点依次连接。采用第一种与第二种连接方式时,不需连接扣点,可有效抑制层间涡流,但难以保证定子冲片的位置精度,且不适合大规模生产制造;采用第三种连接方式时,定子铁芯位置精度高,但连接扣点也会对产生层间涡流,影响导磁率,导致电机效率下降。
技术实现思路
1、本发明的主要目的是提供一种定子冲片、铁芯及其加工方法,旨在改善由涡流损耗的问题,降低连接扣点结构特征对于电机效率的影响,且适用于大规模生产制造。
2、一种定子冲片,包括:
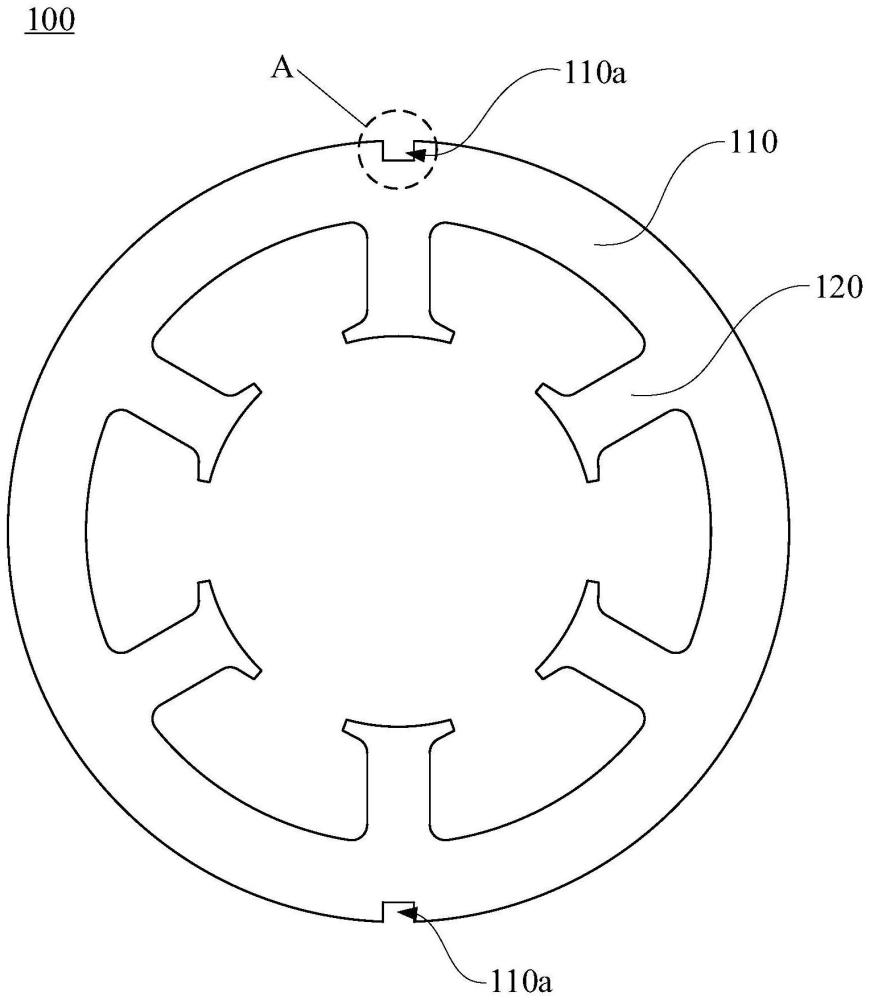
3、轭部,所述轭部具有圆周方向的外轮廓与内轮廓,所述轭部的外轮廓侧开设有至少两个定位槽,所述定位槽用于放置废片,以对所述轭部进行定位;在所述轭部的径向上,至少两个所述定位槽的夹角不小于150°,不大于180°;以及
4、多个齿部,所述齿部间隔设于所述轭部的内轮廓侧;
5、其中,所述定子冲片上没有连接扣点。
6、在一些实施例中,所述定位槽包括依次连接的第一直面段、连接段以及第二直面段,所述第一直面段与所述第二直面段分别连接所述轭部的外周。
7、在一些实施例中,所述第一直面段与所述第二直面段平行设置;
8、和/或,所述第一直面段与所述第二直面段朝外倾斜,所述第一直面段与所述第二直面段之间的夹角不大于10°;
9、和/或,所述第一直面段与所述第二直面段朝内倾斜,所述第一直面段与所述第二直面段之间的夹角不大于10°。
10、在一些实施例中,所述定子冲片的外径为大于或等于80mm,小于或等于160mm。
11、在一些实施例中,所述定子冲片的厚度为大于或等于0.1mm,小于或等于0.55mm。
12、本发明还提出一种定子铁芯,包括多个如上述任意实施例所述的定子冲片,多个所述定子冲片轴向层叠设置。
13、本发明还提出一种定子铁芯,包括第一定子冲片、第二定子冲片以及第三定子冲片,所述第一定子冲片、所述第二定子冲片以及所述第三定子冲片的数量均至少为一个,所述第一定子冲片位于所述定子铁芯的上部,所述第二定子冲片位于所述第一定子冲片的下方,所述第三定子冲片位于所述第二定子冲片的下方;
14、其中,所述第一定子冲片上设有第一连接扣,所述第二定子冲片上设有通孔,所述第一连接扣用于扣入相邻的所述第一定子冲片上的所述第一连接扣,或用于扣入所述通孔,所述第三定子冲片为如上述任意实施例所述的定子冲片。
15、在一些实施例中,多个所述第一定子冲片的轴向厚度总和,不大于所述定子铁芯的轴向厚度的50%。
16、在一些实施例中,所述定子冲片的外周开设有焊接槽,所述焊接槽用于填充焊料,以连接多个所述定子冲片;
17、和/或,所述定子铁芯还包括多个粘黏件,所述粘黏件设于相邻的两个所述定子冲片之间,以连接相邻的两个所述定子冲片。
18、在一些实施例中,所述粘黏件为环氧树脂、丙烯酸、水性漆、油性漆中的一种或多种。
19、本发明还提出一种定子铁芯的加工方法,包括:
20、提供基材;
21、对所述基材进行冲压,以得到多个定子冲片以及多个具有第二连接扣的废片,所述定子冲片的外轮廓具有至少两个定位槽,在径向上,至少两个所述定位槽的夹角不小于150°,不大于180°;
22、将所述废片嵌入所述定位槽内,其中所述废片与所述定位槽为过盈配合;
23、依次连接多个所述废片中的所述第二连接扣;
24、通过焊接连接多个所述定子冲片,和/或,通过多个粘黏件连接相邻的两个所述定子冲片;
25、再移除所述废片,得到所述定子铁芯。
26、在一些实施例中,多个所述定子冲片包括至少三个类型,三个类型的所述定子冲片分别为第一定子冲片、第二定子冲片以及第三定子冲片,所述第一定子冲片、所述第二定子冲片以及所述第三定子冲片的数量均至少为一个;其中,所述第一定子冲片上设有第一连接扣,所述第二定子冲片上设有通孔,所述第一连接扣用于扣入相邻的所述第一定子冲片上的所述第一连接扣,或用于扣入所述通孔,所述第三定子冲片上没有连接扣点;
27、堆叠后的所述定子铁芯中,所述第一定子冲片、所述第二定子冲片以及所述第三定子冲片依次层叠设置,所述第一定子冲片位于所述第二定子冲片的上方。
28、本发明还提出一种电机,包括如上述任意实施例所述的定子铁芯,或如上述任意实施例所述的加工方法制得的定子铁芯。
29、本发明还提出一种压缩机,包括如上述任意实施例所述的定子冲片,或如上述任意实施例所述的加工方法制得的定子铁芯。
30、本发明还提出一种制冷设备,包括如上述实施例所述的电机和/或压缩机。
31、采用本实施例技术方案,通过在轭部的外周开设定位槽,规正每个定子冲片的摆放姿态,增加多个定子冲片之间的位置精度,进而提高了定子铁芯的良品率。另外,由于能够通过废片对定子冲片定位,故而能够不采用在定子冲片上设置连接扣或使用少量连接扣的技术方案,而通过其他方式连接,进而降低连接扣点对于定子铁芯导磁率的影响。
技术特征:
1.一种定子冲片,其特征在于,包括:
2.如权利要求1所述的定子冲片,其特征在于,所述定位槽包括依次连接的第一直面段、连接段以及第二直面段,所述第一直面段与所述第二直面段分别连接所述轭部的外周。
3.如权利要求2所述的定子冲片,其特征在于,所述第一直面段与所述第二直面段平行设置;
4.如权利要求1所述的定子冲片,其特征在于,所述定子冲片的外径为大于或等于80mm,小于或等于160mm。
5.如权利要求1所述的定子冲片,其特征在于,所述定子冲片的厚度为大于或等于0.1mm,小于或等于0.55mm。
6.一种定子铁芯,其特征在于,包括多个如权利要求1-5任意一项所述的定子冲片,多个所述定子冲片轴向层叠设置。
7.一种定子铁芯,其特征在于,包括第一定子冲片、第二定子冲片以及第三定子冲片,所述第一定子冲片、所述第二定子冲片以及所述第三定子冲片的数量均至少为一个,所述第一定子冲片位于所述定子铁芯的上部,所述第二定子冲片位于所述第一定子冲片的下方,所述第三定子冲片位于所述第二定子冲片的下方;
8.如权利要求7所述的定子铁芯,其特征在于,多个所述第一定子冲片的轴向厚度总和,不大于所述定子铁芯的轴向厚度的50%。
9.如权利要求6或7所述的定子铁芯,其特征在于,所述定子冲片的外周开设有焊接槽,所述焊接槽用于填充焊料,以连接多个所述定子冲片;
10.如权利要求9所述的定子铁芯,其特征在于,所述粘黏件为环氧树脂、丙烯酸、水性漆、油性漆中的一种或多种。
11.一种定子铁芯的加工方法,其特征在于,包括:
12.如权利要求11所述的加工方法,其特征在于,多个所述定子冲片包括至少三个类型,三个类型的所述定子冲片分别为第一定子冲片、第二定子冲片以及第三定子冲片,所述第一定子冲片、所述第二定子冲片以及所述第三定子冲片的数量均至少为一个;其中,所述第一定子冲片上设有第一连接扣,所述第二定子冲片上设有通孔,所述第一连接扣用于扣入相邻的所述第一定子冲片上的所述第一连接扣,或用于扣入所述通孔,所述第三定子冲片上没有连接扣点;
13.一种电机,其特征在于,包括如权利要求6-10任意一项所述定子铁芯,或如权利要求11或12所述的加工方法制得的定子铁芯。
14.一种压缩机,其特征在于,包括如权利要求6-10任意一项所述定子铁芯,或如权利要求11或12所述的加工方法制得的定子铁芯。
15.一种制冷设备,其特征在于,包括如权利要求13所述的电机,和/或如权利要求14所述的压缩机。
技术总结
本发明公开一种定子冲片、定子铁芯及其加工方法、电机、压缩机及制冷设备,其中定子冲片包括轭部以及齿部,轭部具有圆周方向的外轮廓与内轮廓,轭部的外轮廓侧开设有至少两个定位槽,定位槽用于放置废片,以对轭部进行定位;在轭部的径向上,至少两个定位槽的夹角不小于150°,不大于180°,齿部设于内轮廓上,其中,定子冲片上没有连接扣点。采用本实施例技术方案,通过在轭部的外周开设定位槽,规正每个定子冲片的摆放姿态,增加多个定子冲片之间的位置精度,进而提高了定子铁芯的良品率。另外,由于能够通过废片对定子冲片定位,故而能够不采用在定子冲片上设置连接扣或使用少量连接扣的技术方案,进而降低连接扣点对于定子铁芯涡流损耗的影响。
技术研发人员:袁子聪,毛临书,徐飞,陈凌宇,程云峰
受保护的技术使用者:广东美芝精密制造有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!