电磁耦合电机磁缸的制作方法
本技术涉及电机磁缸,尤其涉及电磁耦合电机磁缸。
背景技术:
1、在永磁电机中,转子磁极是由若干个瓦状的磁钢片拼合成,并用高强度胶水粘接在转子的外圆上。永磁电机在工作时,其转子的转速很高,转子的高速旋转会产生很大的离心力,粘接不牢固的磁钢很容易脱落,造成机器故障,也降低了电机的使用寿命。为了解决这一问题,业界人士也作出了很多努力,设计出了多种粘接效果更好的粘接材料。但是,同样的粘接材料,在粘接工艺不同的情况下,其粘接后抗剪切力的程度,也会相差很大,有的甚至会相差几倍,其不稳定性十分突出,电机使用时间长后,容易受高温或油污影响,粘贴胶老化,引起磁钢脱落。
2、经检索,中国专利公开了有的如电机转子冲片与磁钢(中国专利公开号:cn201063465y),其有转子冲片,转子冲片中心安装电机轴,转子冲片周围连接磁钢,其特征在于所述的转子冲片上冲制磁钢槽,磁钢插入转子冲片的磁钢槽中,通过制作磁钢槽,将磁钢插入固定在磁钢槽内,但成本高,工艺过程时间长,而且设计时不得不保留较大的气隙,降低了电机效率,增加磁钢材料的使用量,并且一段时间使用后,依旧会脱落。
技术实现思路
1、鉴于现有技术中存在的上述问题,本实用新型的主要目的在于提供电磁耦合电机磁缸。
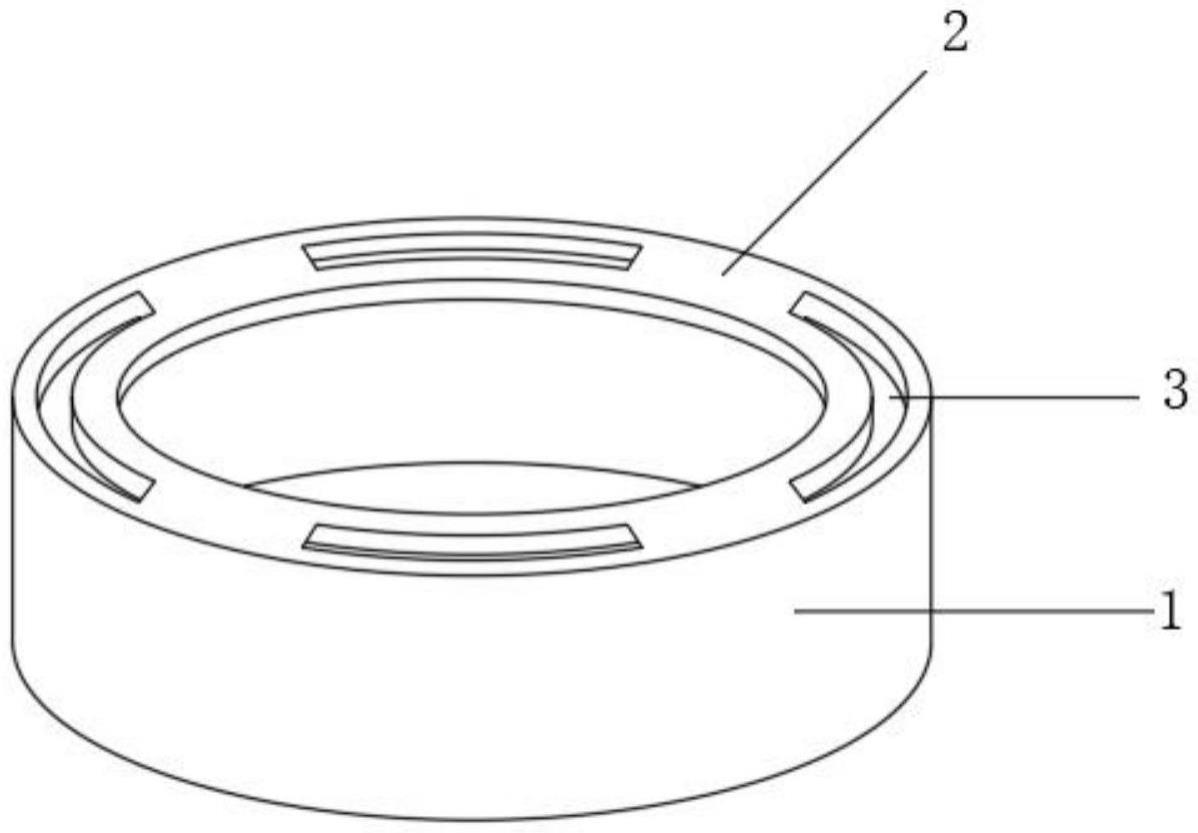
2、本实用新型的技术方案是这样的:电磁耦合电机磁缸,包括保持架本体和电机磁缸,所述保持架本体的顶部固定连接有环形板,所述环形板顶部等距开设有安装槽,所述保持架本体的内壁且位于安装槽的下方固定连接有限位板,所述保持架本体的内壁与限位板底部之间固定连接有底板,所述电机磁缸放置在相邻两个限位板之间利用底板进行支撑。
3、作为一种优选的实施方式,所述电机磁缸包括清漆涂膜、喷漆层、耐磨损层和基材层,所述,所述基材层的顶部与耐磨损层固定连接,耐磨损层的表面喷涂有喷漆层,所述喷漆层的表面粘合有清漆涂膜。
4、作为一种优选的实施方式,所述电机磁缸设置成弧形结构。
5、作为一种优选的实施方式,所述底板的横截面为梯形。
6、作为一种优选的实施方式,所述限位板的长度大于电机磁缸的厚度。
7、作为一种优选的实施方式,所述限位板的横截面与电机磁缸的横截面相吻合。
8、与现有技术相比,本实用新型的优点和积极效果在于,
9、本实用新型中,在保持架本体上安装电机磁缸时,通过将电机磁缸从安装槽口伸入保持架本体的内部,使电机磁缸与底板相接触,限位板之间横截面为梯形,使得限位板之间的内侧开口口径由内至外侧开口口径循序减小,对电机磁缸进行限位,防止电机磁缸条产生松脱,由此进一步使得当电机磁缸在电机旋转时更不容易松脱出磁钢保,较传统装置极大的提高了作业质量与使用效率。
技术特征:
1.电磁耦合电机磁缸,包括保持架本体(1)和电机磁缸(6),其特征在于:所述保持架本体(1)的顶部固定连接有环形板(2),所述环形板(2)顶部等距开设有安装槽(3),所述保持架本体(1)的内壁且位于安装槽(3)的下方固定连接有限位板(4),所述保持架本体(1)的内壁与限位板(4)底部之间固定连接有底板(5),所述电机磁缸(6)放置在相邻两个限位板(4)之间利用底板(5)进行支撑。
2.根据权利要求1所述的电磁耦合电机磁缸,其特征在于:所述电机磁缸(6)包括清漆涂膜(7)、喷漆层(8)、耐磨损层(9)和基材层(10),所述基材层(10)的顶部与耐磨损层(9)固定连接,耐磨损层(9)的表面喷涂有喷漆层(8),所述喷漆层(8)的表面粘合有清漆涂膜(7)。
3.根据权利要求1所述的电磁耦合电机磁缸,其特征在于:所述电机磁缸(6)设置成弧形结构。
4.根据权利要求1所述的电磁耦合电机磁缸,其特征在于:所述底板(5)的横截面为梯形。
5.根据权利要求1所述的电磁耦合电机磁缸,其特征在于:所述限位板(4)的长度大于电机磁缸(6)的厚度。
6.根据权利要求1所述的电磁耦合电机磁缸,其特征在于:所述限位板(4)的横截面与电机磁缸(6)的横截面相吻合。
技术总结
本技术涉及电磁耦合电机磁缸,包括保持架本体和电机磁缸,保持架本体的顶部固定连接有环形板,环形板顶部等距开设有安装槽,保持架本体的内壁且位于安装槽的下方固定连接有限位板,保持架本体的内壁与限位板底部之间固定连接有底板,电机磁缸放置在相邻两个限位板之间利用底板进行支撑。本技术的有益效果在于,解决了将电机磁钢插入固定在电机磁钢槽内,但成本高,工艺过程时间长,而且设计时不得不保留较大的气隙,降低了电机效率,增加磁钢材料的使用量,并且一段时间使用后,依旧会脱落的问题。
技术研发人员:黄启友,王明国,石利强
受保护的技术使用者:苏州布韦精密机械有限公司
技术研发日:20230220
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!